








Scopri come l'allineamento dei rulli risolve i problemi di chiusura irregolare su una calandra a quattro rulli. Questa guida applicativa spiega quando e come allineare i rulli inferiori e laterali per ripristinare la precisione e l'uniformità della calandratura.
Introduzione
Nel funzionamento quotidiano di una calandra a quattro rulli, la chiusura irregolare degli spazi dopo la laminazione è un problema comune ma spesso frainteso. Molti operatori attribuiscono istintivamente questo problema al rimbalzo del materiale, alle impostazioni dei parametri o alla tecnica dell'operatore. Tuttavia, nelle applicazioni industriali reali, gran parte dei problemi di chiusura irregolare degli spazi è direttamente correlata a errori di allineamento dei rulli, in particolare quelli che coinvolgono il rullo inferiore e i rulli laterali.
L'allineamento dei rulli svolge un ruolo fondamentale nel garantire una distribuzione simmetrica della forza durante il processo di laminazione. Quando la relazione geometrica tra i rulli diventa sbilanciata, la lamiera subirà una deformazione non uniforme, con conseguente chiusura incompleta o differenze visibili di spazio tra le due estremità del pezzo laminato. Questo articolo fornisce una spiegazione sistematica di quando è necessario l'allineamento dei rulli, perché si verificano errori di allineamento e come eseguire correttamente la compensazione dell'allineamento dei rulli su una macchina di laminazione a quattro rulli.
Comprensione dell'allineamento dei rulli in una macchina per laminazione di lastre a quattro rulli
L'allineamento dei rulli si riferisce alla coerenza geometrica e posizionale tra i rulli in una macchina di laminazione, garantendo che tutti i rulli mobili funzionino in modo simmetrico rispetto al rullo di riferimento fisso.
In una configurazione standard della macchina per laminazione a quattro rulli:
- IL rullo superiore funge da rullo di formatura primario
- IL rullo inferiore fornisce supporto verticale e forza di serraggio
- IL rotoli laterali sinistro e destro controllare il raggio di curvatura e assistere nella pre-piegatura
È importante chiarire una premessa professionale fondamentale:
Il rullo superiore non è progettato per la compensazione posizionale. Può ruotare e muoversi verticalmente durante il funzionamento, ma non partecipa alla correzione dell'allineamento. Pertanto, tutte le regolazioni dell'allineamento del rullo vengono eseguite compensando solo rullo inferiore e rulli laterali.
Quando l'allineamento dei rulli diventa necessario
L'allineamento dei rulli non deve mai essere considerato una regolazione di routine o un'operazione per tentativi ed errori. Nelle macchine di laminazione a quattro rulli, la compensazione dell'allineamento è necessaria solo quando specifici sintomi meccanici indicano chiaramente che la relazione geometrica tra i rulli si è discostata dall'equilibrio progettato. Sulla base di un'ampia ricercaesperienza di servizio ld, roll l'allineamento diventa necessario nelle seguenti condizioni ben definite.
Chiusura irregolare degli spazi dopo la laminazione
Uno degli indicatori più diretti e affidabili per la correzione dell'allineamento dei rulli è la presenza di un gioco di chiusura irregolare sul pezzo laminato. Quando la piastra non riesce a chiudersi correttamente nella fase finale di laminazione, e soprattutto quando la larghezza del gioco alle due estremità è visibilmente diversa, il problema non deve essere interpretato erroneamente come un semplice errore nei parametri di laminazione o un ritorno elastico del materiale.
Tali spazi asimmetrici riflettono una deviazione direzionale nel posizionamento dei rulli, il che significa che i rulli inferiori o laterali non esercitano più una pressione uniforme lungo la larghezza della piastra. In questi casi, è necessario regolare l'allineamento dei rulli per ristabilire il parallelismo e la trasmissione sincronizzata della forza.
Distribuzione asimmetrica della forza durante il rotolamento
Un altro scenario comune che richiede l'allineamento dei rulli è il comportamento non uniforme della forza durante il processo di laminazione. Se la piastra si sposta costantemente verso un lato, se un bordo inizia a formarsi prima dell'altro o se la resistenza al rotolamento varia notevolmente lungo la larghezza, questi sintomi indicano che la forza di rotolamento è distribuita in modo asimmetrico.
Questa condizione è in genere causata da lievi deviazioni di posizione nei rulli inferiori o laterali, che causano squilibri meccanici piuttosto che errori del sistema di controllo. Un corretto allineamento dei rulli garantisce che le forze di laminazione vengano applicate in modo uniforme, ripristinando la simmetria meccanica e migliorando la costanza della formatura.
Dopo la manutenzione meccanica o il funzionamento a lungo termine
La compensazione dell'allineamento dei rulli può rendersi necessaria anche dopo un utilizzo prolungato della macchina o a seguito di interventi di manutenzione meccanica. Nel tempo, fattori come l'usura dei cuscinetti, la deriva idraulica, la dilatazione termica o precedenti interventi di regolazione possono alterare leggermente le posizioni relative dei rulli.
Anche piccole deviazioni, se accumulate, possono compromettere la precisione di laminazione e la qualità di chiusura. Eseguire controlli di allineamento e compensazione dei rulli in queste circostanze aiuta a mantenere stabile la geometria della macchina, previene disallineamenti progressivi e garantisce una precisione di laminazione a lungo termine.
Perché gli errori di allineamento dei rulli causano spazi di chiusura irregolari
Da un punto di vista meccanico, una calandra a quattro rulli si basa su vettori di forza bilanciati che agiscono lungo l'asse longitudinale della lamiera. Quando l'allineamento dei rulli è compromesso:
- Un lato del rullo inferiore potrebbe trovarsi più lontano dal rullo superiore
- I rollii laterali potrebbero non rispecchiarsi simmetricamente
- La linea centrale mobile si sposta
Di conseguenza, la piastra subisce una deformazione plastica non uniforme. Questo spiega perché si verificano fessure di chiusura irregolari direzionale e ripetibile, anziché difetti casuali. La correzione dell'allineamento dei rulli ripristina la relazione geometrica desiderata tra i rulli, consentendo alla piastra di deformarsi uniformemente lungo tutta la sua larghezza.
Principio di compensazione dell'allineamento del rullo
La compensazione dell'allineamento dei rulli funziona correggendo digitalmente la posizione di riferimento di ciascun rullo mobile tramite il sistema di controllo. Invece di riposizionare fisicamente i rulli, il sistema ne ricalibra i punti zero per garantire un movimento sincronizzato.
Il principio fondamentale è semplice ma fondamentale:
La compensazione deve essere sempre applicata al lato del rullo più lontano dal rullo superiore, non il lato più vicino.
Ciò garantisce che la correzione dell'allineamento riporti tutti i rulli su un piano geometrico comune.
Procedura di allineamento del rullo passo dopo passo (esempio rullo inferiore)
La seguente procedura utilizza il rullo inferiore come esempio per illustrare il processo di allineamento dei rulli. In una calandra a quattro rulli, il rullo superiore funge da riferimento geometrico fisso e non partecipa al movimento di allineamento. La stessa logica di compensazione si applica sia al rullo sinistro che a quello destro.
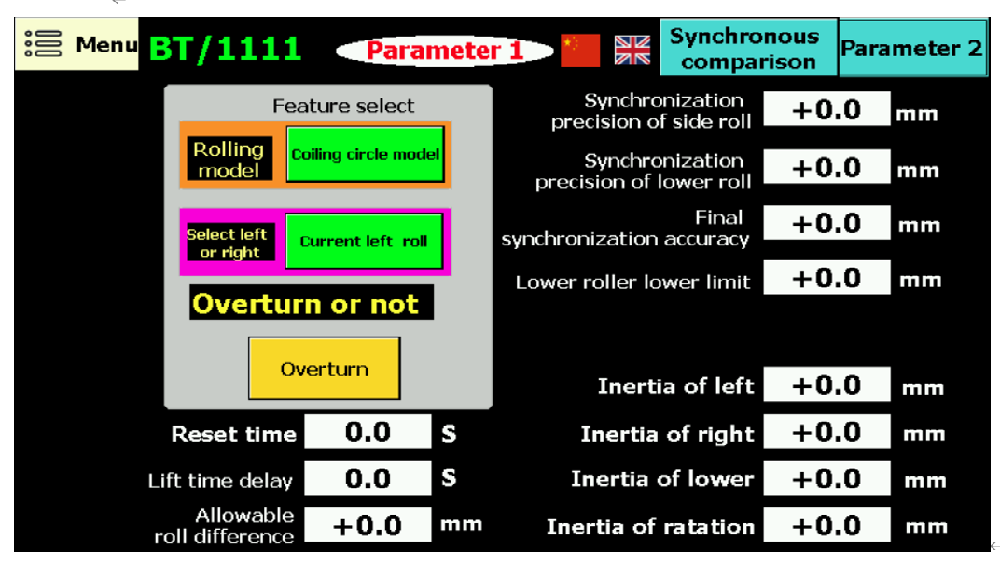
Passaggio 1: accedere all'interfaccia dei parametri
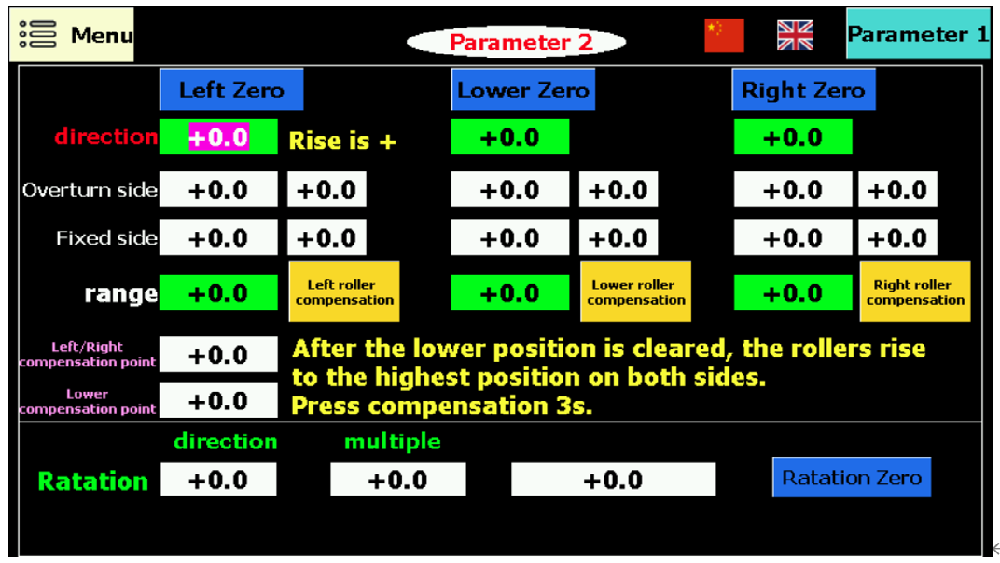
Accedere all'interfaccia dei parametri di sistema della macchina tramite il pannello di controllo e passare a Pagina dei parametri 2.
Per accedere al menu di compensazione del rollio sono necessarie credenziali di accesso autorizzate, poiché questi parametri influiscono direttamente sull'allineamento meccanico del sistema di laminazione.

Fase 2: spostare il rullo inferiore nella posizione più bassa
Abbassare completamente il rullo inferiore fino alla sua posizione meccanica minima.
Ciò stabilisce una condizione iniziale stabile e ripetibile, eliminando il precarico residuo e garantendo un gioco sufficiente per una calibrazione accurata dell'allineamento.
Fase 3: azzerare il riferimento del rullo inferiore
Sul pannello di controllo, premere il tasto pulsante di azzeramento del rullo inferiore blu.
Questa operazione reimposta il riferimento posizionale del rullo inferiore, utilizzando il rullo superiore come dato geometrico fisso. Poiché il rullo superiore non può muoversi verticalmente, tutti i calcoli di allineamento vengono eseguiti rispetto a questo riferimento stabile.
Fase 4: sollevare il rullo inferiore fino alla posizione massima
Sollevare lentamente il rullo inferiore verso la sua posizione di lavoro massima, osservando la distanza tra il rullo inferiore e il rullo superiore ad entrambe le estremità.
In molti casi, un lato del rullo inferiore si avvicina al rullo superiore prima dell'altro, rivelando chiaramente una relazione posizionale asimmetrica. Ciò conferma l'esistenza di una deviazione nell'allineamento del rullo e la necessità di una compensazione.
Fase 5: Identificare il lato della compensazione
Confrontare le distanze o i valori di feedback numerici alle due estremità del rullo inferiore.
Il lato che mostra il valore numerico più basso o la distanza fisica maggiore indica un posizionamento insufficiente verso l'alto ed è quindi il lato che richiede compensazione. Un'identificazione accurata in questa fase è essenziale per evitare una correzione eccessiva.
Fase 6: applicare la compensazione del rollio inferiore
Premere e tenere premuto il tasto pulsante giallo di compensazione del rollio inferiore per circa tre secondi.
Il sistema di controllo calcolerà e memorizzerà automaticamente il valore di compensazione per il lato selezionato, completando l' allineamento del rullo inferiore processo e ripristino del posizionamento simmetrico del rullo.
Allineamento del rollio laterale utilizzando lo stesso metodo
Dopo aver completato l'allineamento del rullo inferiore, ripetere la stessa procedura per:
- Rotolo sul lato sinistro
- Rotolo sul lato destro
Ogni rullo deve essere compensato in modo indipendente per garantire il completo allineamento dei rulli nell'intero sistema di laminazione. La coerenza tra tutti e tre i rulli mobili è essenziale per ottenere risultati di laminazione uniformi.
Verifica dopo l'allineamento del rotolo
Una volta completati tutti i passaggi di compensazione dell'allineamento del rullo:
- Eseguire un test di rotolamento utilizzando materiale standard
- Osservare le condizioni di chiusura del pezzo laminato
- Verificare che lo spazio di chiusura sia uniforme su entrambe le estremità
Se il risultato del test mostra una chiusura simmetrica e un comportamento di rotolamento stabile, il processo di allineamento dei rulli è considerato riuscito e la macchina può tornare alla normale produzione.
Idee sbagliate comuni sull'allineamento dei rulli
Vale la pena chiarire un malinteso frequente:
le lacune di chiusura irregolari non sono causate principalmente dal rimbalzo del materiale.
Sebbene le proprietà dei materiali influiscano sui risultati di laminazione, il rimbalzo in genere produce fessure simmetriche. Fessure irregolari con differenze direzionali indicano quasi sempre uno squilibrio nell'allineamento di laminazione piuttosto che problemi di parametri o materiali.
Conclusione
L'allineamento dei rulli è un fattore fondamentale, ma spesso trascurato, per ottenere una qualità di laminazione costante su una calandra a quattro rulli. Quando si verificano fessure di chiusura irregolari, soprattutto quando le larghezze delle fessure differiscono alle due estremità, il corretto allineamento dei rulli inferiori e laterali diventa essenziale.
Comprendendo la logica meccanica alla base dell'allineamento dei rulli, riconoscendo le condizioni corrette per la compensazione e seguendo una procedura di allineamento standardizzata, operatori e tecnici possono migliorare significativamente la precisione di rotolamento, ridurre le regolazioni per tentativi ed errori e garantire prestazioni stabili della macchina a lungo termine.
Un corretto allineamento dei rulli non è solo un'azione correttiva, ma una buona pratica per le operazioni di laminazione di precisione.



