








La configurazione e la calibrazione del piegatubi sono la base per ottenere risultati di alta precisione in qualsiasi processo di fabbricazione di tubi, soprattutto quando si lavora con componenti automobilistici, tubi HVAC, telai di mobili o complessi assemblaggi industriali. Se vi state chiedendo in che modo una corretta configurazione e una calibrazione accurata influenzino la qualità finale della piegatura, siete nel posto giusto. In questo articolo, vi guiderò attraverso i passaggi essenziali di configurazione, le tecniche di calibrazione e i metodi pratici che vi aiuteranno a ridurre al minimo gli errori e a ottenere prestazioni di piegatura costanti. Che siate alle prime armi con la piegatura dei tubi o che desideriate migliorare il vostro attuale flusso di lavoro, questa guida vi offrirà un percorso chiaro e pratico per ottenere risultati affidabili e ripetibili.
Come eseguire Piegatubi Impostazione per la massima precisione
Fase 1: Preparazione della macchina e dell'area di lavoro

Prima di iniziare qualsiasi configurazione della piegatubi, mi assicuro sempre che l'area di lavoro sia ordinata e libera da detriti. Un'area di lavoro stabile e pulita previene movimenti imprevisti durante la piegatura e garantisce una calibrazione accurata in seguito. Verifico inoltre che la macchina sia correttamente ancorata al pavimento e che la base sia in piano. Anche lievi irregolarità possono causare deviazioni dell'angolo o grinze durante la piegatura.
Fase 2: Selezione degli utensili corretti per il materiale
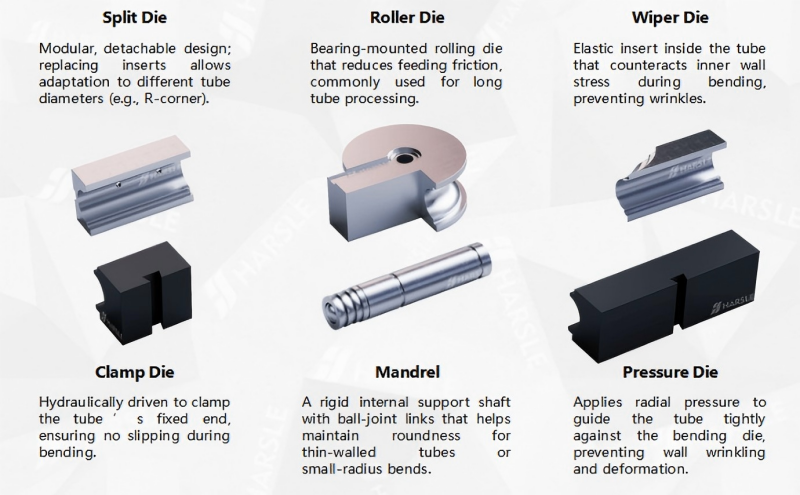
La scelta dell'utensile giusto è uno degli aspetti più importanti della configurazione e della calibrazione della piegatubi. Adeguo il mandrino, la matrice di pulizia, la matrice di pressione e la matrice di piegatura al materiale del tubo, allo spessore della parete e al diametro esterno. L'utilizzo di una combinazione errata di utensili spesso causa problemi come ovalizzazione, ritorno elastico o segni superficiali. Se piego l'acciaio inossidabile, ad esempio, scelgo materiali più duri per gli utensili per mantenere una pressione costante durante la piegatura.
Fase 3: Installazione e allineamento degli utensili
Una volta scelti gli utensili, installo ogni componente con cura, assicurandomi che tutto sia perfettamente allineato. Il disallineamento è una delle cause più comuni di angoli di piegatura imprecisi e forme distorte. Verifico che il mandrino sia centrato all'interno del tubo, che la matrice di pressione sia a filo con la matrice di piegatura e che il sistema di serraggio sia ben saldo. In questa fase, lubrifichi anche gli utensili per ridurre l'attrito durante il processo di piegatura.
Fase 4: Configurazione dei parametri della macchina

Una volta completata la configurazione fisica, mi sposto al sistema di controllo della piegatubi. Inserisco parametri come l'angolo di piegatura, la velocità di piegatura, la pressione di serraggio e la distanza di retrazione del mandrino. Questi valori variano a seconda del materiale del tubo e del raggio di curvatura. Ad esempio, l'acciaio ad alta resistenza potrebbe richiedere velocità di piegatura inferiori per evitare cricche, mentre l'alluminio richiede in genere un controllo più preciso per prevenire la deformazione superficiale.
Come calibrare un Piegatubi per risultati di flessione coerenti
Fase 1: azzeramento degli assi della macchina
Per iniziare la calibrazione, porto innanzitutto tutti gli assi della macchina al loro punto zero. Questo include l'asse di rotazione, la testa di piegatura e il carrello di alimentazione. L'azzeramento garantisce che la macchina legga ogni movimento con precisione e aiuta a evitare errori accumulati dopo più piegature.
Fase 2: Calibrazione dell'angolo di piegatura
Utilizzo uno strumento di misurazione digitale dell'angolo per controllare la prima piega di prova. Poiché i materiali dei tubi si comportano in modo diverso a seconda della durezza e dello spessore, il ritorno elastico deve sempre essere compensato. Confronto l'angolo effettivo con quello programmato e regolo il valore di compensazione della macchina. Questo passaggio è fondamentale per mantenere la precisione anche su lunghe tirature.
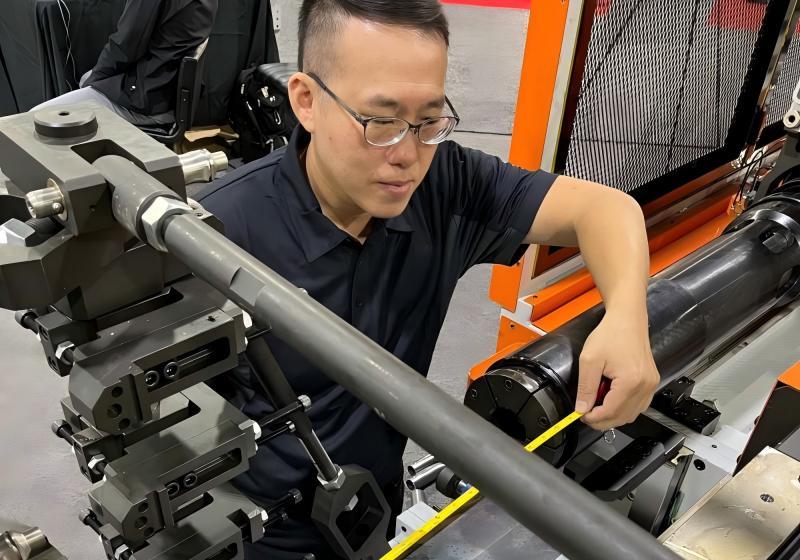
Fase 3: Calibrazione della lunghezza di alimentazione del tubo

Se la piegatubi include un sistema di alimentazione automatico, calibro la lunghezza di alimentazione per garantire che il tubo si sposti nella posizione esatta prima della piegatura. Anche una deviazione di 0,5 mm può influire sulle forme multipiega. Eseguo alcune alimentazioni di prova, misuro lo spostamento del tubo e regolo con precisione i parametri del servo avanzamento.
Fase 4: Calibrazione dell'asse di rotazione
Per componenti complessi come tubi di scarico per automobili o telai multidirezionali, il tubo deve ruotare con precisione tra le curve. Eseguo diverse rotazioni di prova e controllo l'orientamento con un goniometro o un rotametro digitale. Una volta individuato un eventuale offset, modifico l'impostazione di calibrazione della rotazione nel pannello di controllo.
Fase 5: Esecuzione di curve di prova complete

Dopo aver calibrato tutti gli assi, eseguo piegature di prova complete per verificarne la precisione complessiva. Controllo il tubo rispetto ai disegni di progetto, prestando attenzione all'ellitticità, all'assottigliamento delle pareti, alla coerenza del raggio di curvatura e alla precisione angolare. Se tutto corrisponde alle tolleranze richieste, la macchina è pronta per la produzione.
Problemi comuni risolti con la corretta configurazione e calibrazione del piegatubi
Eliminazione delle variazioni di ritorno elastico
Il ritorno elastico è inevitabile, ma con una corretta calibrazione posso compensarlo con precisione e ottenere angoli perfetti ogni volta.
Prevenire le pieghe e le crepe nei tubi
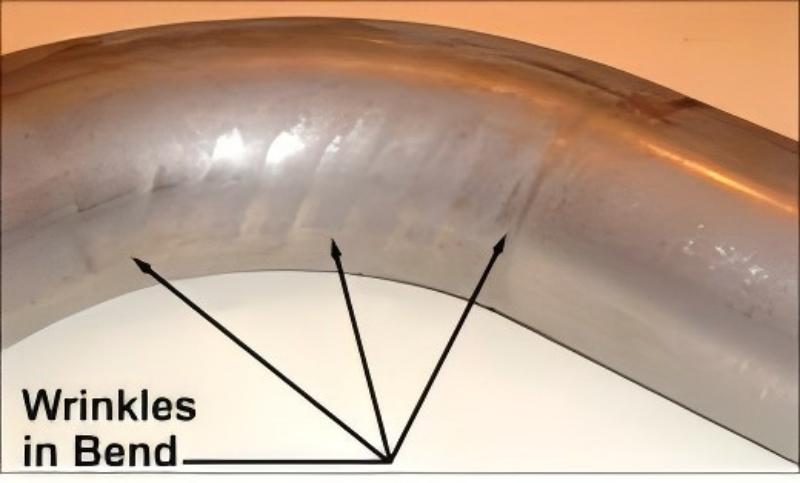
La scelta e l'allineamento corretti degli utensili impediscono al tubo di collassare o strapparsi durante la piegatura.
Riduzione delle deviazioni dimensionali
Un asse di rotazione e di alimentazione ben calibrato garantisce che i componenti dei tubi multipiega risultino uniformi e precisi.
Migliorare l'efficienza produttiva
Una volta impostata correttamente la macchina, posso ridurre i tassi di rilavorazione e produrre parti più precise con meno regolazioni.
Domande frequenti
Con quale frequenza dovrei ricalibrare la mia piegatubi?
Consiglio di controllare la calibrazione dopo ogni cambio importante di utensile o ogni 200-300 cicli di produzione. Le applicazioni ad alta precisione potrebbero richiedere una calibrazione più frequente.
Come posso ridurre il ritorno elastico quando piego tubi in acciaio inossidabile?
Utilizzando un supporto mandrino adeguato, riducendo la velocità di piegatura e regolando l'angolo di compensazione è possibile ridurre significativamente il ritorno elastico durante la piegatura dell'acciaio inossidabile.
Qual è la parte più importante della configurazione e della calibrazione del piegatubi?
Un allineamento coerente e una calibrazione precisa dell'angolo sono gli elementi chiave per ottenere prestazioni di piegatura ripetibili.
Devo eseguire delle curve di prova ogni volta che cambio il materiale dei tubi?
Sì. Materiali diversi, anche di fornitori diversi, possono comportarsi in modo diverso, quindi le piegature di prova contribuiscono a garantire la precisione.
Conclusione
La corretta configurazione e calibrazione della piegatubi è essenziale per la produzione di componenti tubolari ad alta precisione in qualsiasi ambiente di produzione. Seguendo le corrette procedure di attrezzaggio, regolando i parametri della macchina ed eseguendo accurate fasi di calibrazione, posso ottenere angoli di piegatura costanti e risultati affidabili in tutti i lotti di produzione. Se desiderate migliorare l'efficienza della piegatura dei tubi o avete bisogno di assistenza per materiali specifici, non esitate a contattare il team HARSLE per supporto esperto e documentazione aggiuntiva.



