








Analisi della diagnosi e del trattamento dei guasti della pressa piegatrice idraulica
Nella mia vasta esperienza con presse piegatrici idraulicheHo riscontrato diversi guasti che possono interrompere le operazioni e compromettere la qualità delle curve. Diagnosticare accuratamente questi problemi è fondamentale per ridurre al minimo i tempi di fermo e mantenere la produttività. Nel corso degli anni, ho sviluppato un approccio sistematico alla diagnosi dei guasti e all'analisi del trattamento, che mi ha permesso di identificare problemi comuni come perdite idrauliche, problemi di allineamento e usura dei componenti. In questo articolo, condividerò le mie intuizioni su pressa piegatrice idraulica diagnosi dei guasti e analisi del trattamento, fornendo suggerimenti pratici e soluzioni per aiutare gli operatori ad affrontare efficacemente queste sfide e migliorare le prestazioni delle loro macchine.
Pressa piegatrice idraulica

La velocità del viaggio di ritorno del blocco scorrevole è lenta, il che porterà alla diminuzione dell'efficienza produttiva della lamiera macchina piegatrice e influenzare l'efficienza produttiva dell'azienda. Questo articolo analizza le cause del guasto della piegatrice idraulica per lamiere, effettua una diagnosi completa e risolve il guasto, fornendo una nuova idea per la manutenzione dei guasti correlati in futuro e ha un'importanza pratica per migliorare l'efficienza produttiva dell'azienda.
Parametri tecnici
Il modello di piegatura idraulica del materiale in lamiera è wc67y-125t /3200, la pressione nominale è 1250KN, la lunghezza del tavolo è 3200mm, la corsa del cursore è 120mm, la velocità della corsa del cursore è veloce verso il basso/dentro/fuori è 36/9/45mm /s, e la pressione massima di esercizio del sistema idraulico è 20MPa
Principio di funzionamento
Grazie alla collaborazione tra il sistema di trasmissione della pressa piegatrice idraulica e il sistema di controllo elettrico, questa macchina è in grado di far sì che il cursore realizzi il ciclo di lavoro di mantenimento della pressione veloce, lento e successivo, scarico della pressione e ritorno, in modo da soddisfare i requisiti di piegatura del pezzo.
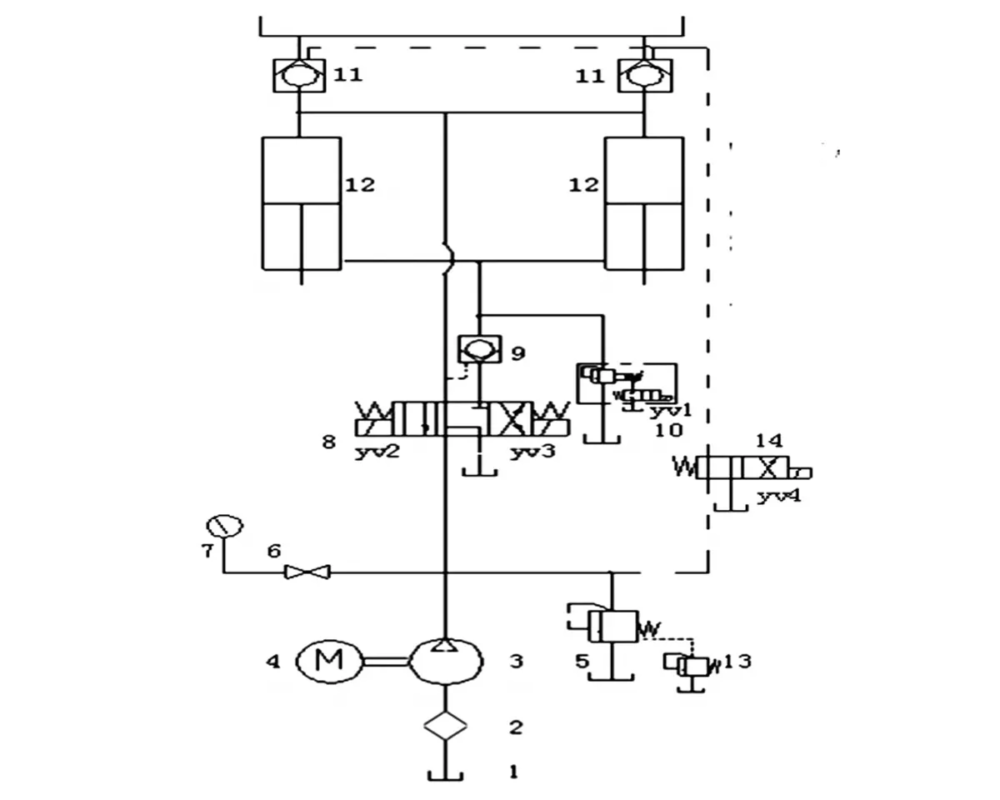
1) Scorrere rapidamente verso il basso. Elettrovalvola di inversione 8 YV2, elettrovalvola di troppo pieno 10 YV1. Aspirazione olio: l'olio in uscita dalla pompa dell'olio 3, attraverso la valvola 8, raggiunge la camera superiore dei due cilindri dell'olio 12, spingendo lo stelo dei due cilindri dell'olio per azionare il cursore verso il basso. Controllare l'olio nel circuito dell'olio per aprire la valvola unidirezionale di controllo del liquido 9 e la valvola di riempimento del liquido 11.
Durante la discesa del cursore, la valvola 11 effettua un elevato riempimento d'olio per ottenere una rapida discesa del cursore. Ritorno dell'olio: l'olio nella camera inferiore di due cilindri dell'olio viene riportato al serbatoio dell'olio attraverso la valvola di troppo pieno elettromagnetica per 10 volte.
2) Rallentare il cursore. Elettrovalvola 8 YV2, due valvole a quattro vie 14 YV4. Olio; L'olio in uscita dalla pompa dell'olio 3, attraverso la valvola 8, raggiunge la camera superiore dei due cilindri dell'olio 12, spingendo lo stelo dei due cilindri dell'olio per azionare il cursore verso il basso. Controllare l'olio nel circuito dell'olio per aprire la valvola unidirezionale di controllo idraulico 9. Ritorno dell'olio: l'olio dalla camera inferiore dei due cilindri dell'olio 12 ritorna al serbatoio dell'olio attraverso la valvola unidirezionale a liquido 9 e l'elettrovalvola direzionale 8.
3) Mantenimento della tensione di sistema. Controllato dal relè temporizzato KTI, il mantenimento della pressione del cursore può essere effettuato per ottenere la sagomatura e la piegatura del pezzo. Il tempo di mantenimento della pressione è regolabile.
4) Scarico della pressione del sistema. Per ridurre l'impatto inverso sulla corsa di ritorno del cursore, Yv2 perderà potenza per un breve periodo prima della corsa di ritorno del cursore. Viene implementata prima la pressione del sistema, quindi la corsa di ritorno del cursore. Il tempo di scarico della pressione è regolabile.
5) Ritorno del cursore. Elettrovalvola di inversione 8 di potenza YV3. Aspirazione olio: l'olio in uscita dalla pompa dell'olio 3, attraverso l'elettrovalvola direzionale 8 e la valvola unidirezionale di controllo idraulico 9, spinge la camera inferiore dei due cilindri 12 verso l'interno; l'asta del pistone spingerà indietro il cursore. Contemporaneamente, controllare l'olio nel percorso dell'olio attraverso la valvola di inversione a quattro vie a due posizioni 14 per aprire la valvola unidirezionale di controllo idraulico 11, preparando il ritorno dell'olio dalla camera superiore.
Ritorno dell'olio: l'olio presente nella camera superiore dei 12 cilindri viene riportato direttamente al serbatoio dell'olio tramite la valvola unidirezionale di comando idraulico 11, in modo da realizzare il rapido ritorno del cursore.
6) Regolazione della pressione di esercizio del sistema. In base alla pressione richiesta dai componenti della pressa piegatrice idraulica, è possibile regolarla regolando la manopola della valvola di regolazione della pressione a distanza 6. Dopo la regolazione, il tappo dietro la manopola deve essere bloccato e la valvola di alta pressione 5 deve essere regolata prima di lasciare la fabbrica. La pressione massima di esercizio del sistema non deve superare i 20 MPa.
Analisi delle cause dei guasti
Analizzando il diagramma del principio di funzionamento e il processo di funzionamento del sistema idraulico della pressa piegatrice idraulica, le ragioni della lenta velocità di ritorno del cursore possono essere le seguenti: 1) il cilindro idraulico e il pistone non sono sigillati ermeticamente, con conseguente perdita reciproca tra la camera superiore e quella inferiore. 2) la valvola di troppo pieno elettromagnetica 10 è bloccata e non chiusa ermeticamente. 3) la valvola unidirezionale di controllo idraulico 9 non è in posizione. 4) l'ostruzione dello stesso foro di smorzamento del nucleo della valvola unidirezionale di controllo idraulico 11 porta a un ritorno dell'olio scarso. 5) il nucleo di lettura 8 della valvola di inversione del solenoide è gravemente usurato, con conseguente guasto dell'inversione.
Diagnosi dei guasti e misure di trattamento
1) Analizzare lo stato di funzionamento della pressa piegatrice idraulica. Il blocco scorrevole è in condizioni normali per la rapida pressione del materiale in lamiera e non vi sono perdite sulla superficie esterna del cilindro idraulico. Pertanto, si può escludere che le cavità superiore e inferiore del cilindro idraulico presentino perdite reciproche e che la valvola unidirezionale di controllo idraulico 9 non sia in posizione.
2) Regolare la pressione della valvola di troppo pieno elettromagnetica 10 quando il cilindro di attraversamento della pressione effettua un viaggio di ritorno; le letture del manometro cambieranno regolarmente di conseguenza, in modo che le prestazioni della valvola di troppo pieno elettromagnetica 10 siano normali.
3) Controllare e verificare la valvola unidirezionale di controllo idraulico 11. Non vi sono ostruzioni nel foro di smorzamento del nucleo della valvola e la valvola 11 si apre e si chiude in posizione con prestazioni normali.
Controllando, confrontando e verificando singolarmente le condizioni di cui sopra, possiamo sostanzialmente escludere la loro influenza sul guasto, in modo da poter determinare preliminarmente che il guasto dell'elettrovalvola direzionale 8 è la causa della lenta velocità di ritorno della piegatrice. Attraverso la revisione dell'elettrovalvola direzionale 8, abbiamo riscontrato che la grave usura superficiale del nucleo della valvola direzionale 8 porta al blocco scorrevole dell'elettrovalvola direzionale 8 durante il processo di ritorno elettrico YV3, l'olio idraulico necessario per l'elettrovalvola direzionale e il controllo idraulico unidirezionale.
E l'asta di spinta della vena inferiore del cilindro 12 da 9 a 8 aziona il blocco scorrevole durante il ritorno, poiché la valvola 8 con perdita di nucleo è grave, il controllo direzionale non raggiunge la posizione designata, spingendo il cursore, la pressione di ritorno dell'olio idraulico non è sufficiente, con conseguente velocità di ritorno lenta. Sostituire l'elettrovalvola direzionale 8, eseguire l'elaborazione di prova, la velocità di ritorno aumenta e 1 funziona normalmente.
Conclusione
Riassumendo, per risolvere i problemi della pressa piegatrice idraulica, è necessario padroneggiare la struttura e il principio di funzionamento del sistema idraulico e dei relativi componenti idraulici, avere una conoscenza approfondita del funzionamento di ciascun componente idraulico durante la corsa di lavoro pertinente dell'attrezzatura idraulica e risolvere accuratamente i problemi dell'attrezzatura osservando il malfunzionamento dell'attrezzatura.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




