








Istruzioni su come utilizzare una macchina piegatrice per lamiera

Utilizzare correttamente una piegatrice per lamiera è essenziale per ottenere pieghe precise, garantire la sicurezza dell'operatore e prolungare la durata della macchina. Che siate principianti o abbiate bisogno di un aggiornamento, questa guida fornisce una panoramica passo dopo passo su come utilizzare una piegatrice per lamiera manuale o idraulica in modo efficace e sicuro.
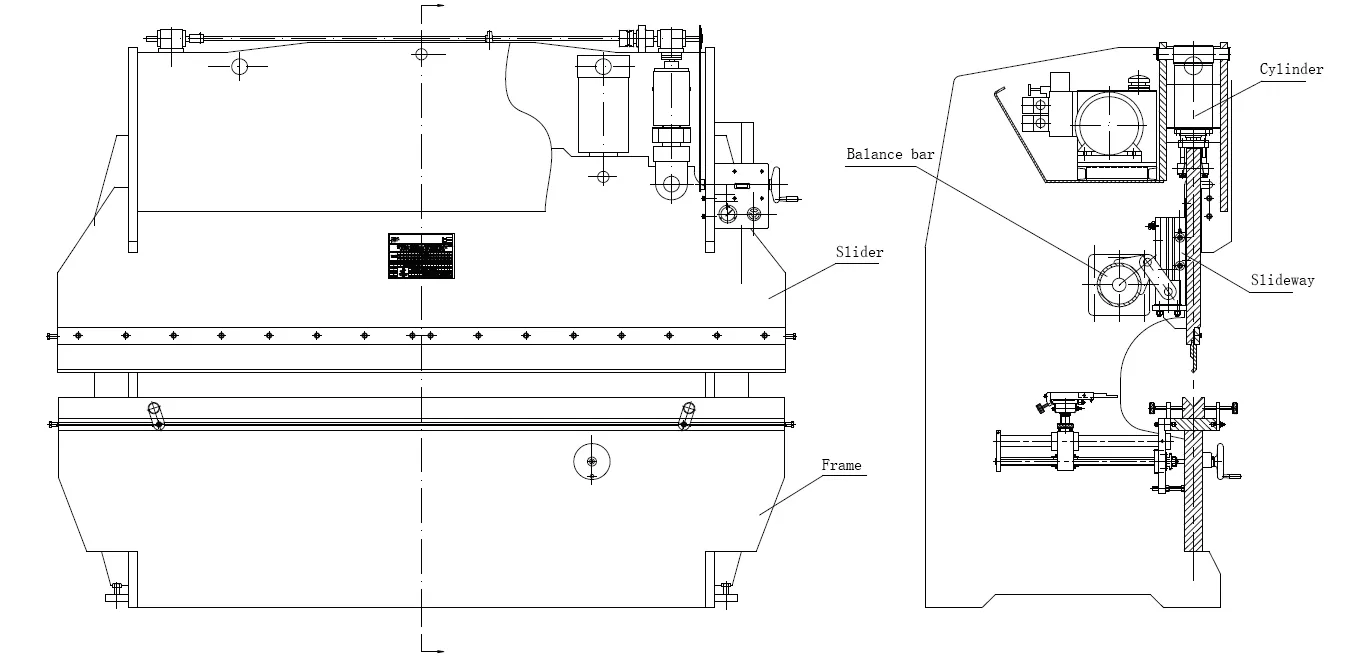
Come installare una macchina piegatrice per lamiera

Qui spieghiamo come utilizzare e regolare un freno per lamieraSpieghiamo anche come realizzare una scatola o una teglia in lamiera. È anche possibile piegare e appiattire un orlo, formare un raggio e piegare a zig-zag. La procedura standard per realizzare una piega semplice in lamiera utilizzando una mano macchina frenante è il seguente:
1. Inserire la lamiera sotto la barra di serraggio.
2. Regolare la camma della maniglia di serraggio in base allo spessore del metallo.
3. Misurare e posizionare il bordo della lamiera alla distanza corretta parallelamente alla barra di serraggio.
4. Tirare verso il basso le maniglie di serraggio su ciascuna estremità per bloccare il metallo in posizione.
5. Impostare l'asta di arresto per fermare il grembiule piegato all'angolazione desiderata (solitamente 90 gradi).
5. Piegare le ginocchia e sollevare le 2 maniglie sotto il grembiule finché l'asta di arresto non ferma il grembiule.
6. Abbassare lentamente il grembiule. Rilasciare le maniglie di serraggio.
Di seguito sono riportate ulteriori informazioni su come piegare una scatola o una teglia. Un altro utilizzo comune della macchina è l'orlatura. Inizia piegando il metallo a 135 gradi e poi appiattisci un orlo contro la parte superiore della barra di serraggio, utilizzando il grembiule completamente contro di essa. Se la lamiera è molto sottile, puoi invece appiattire l'orlo sotto la barra di serraggio.
Sebbene il produttore originale abbia probabilmente adottato precauzioni per adattare correttamente le regolazioni del freno a mano alla maggior parte delle parti in metallo, a volte, dopo la movimentazione e il trasporto, o dopo anni di utilizzo, potrebbe essere necessario apportare qualche modifica. Le istruzioni qui riportate sono state originariamente scritte per una macchina per freni a mano Chicago, ma la maggior parte degli altri freni a mano sono una copia del loro famoso design e quindi sono simili.
Tuttavia, tieni presente che le copie solitamente mancano di alcune piccole caratteristiche e geometrie che hanno reso il design Chicago superiore dal 1899. Nota: la capacità delle macchine Hand Brake di piegare lamiere è normalmente limitata a uno spessore di metallo di calibro 12 (0,105″ = 2,7 mm) sui modelli per impieghi gravosi e di calibro 16 (0,06″ = 1,5 mm) sui modelli per impieghi leggeri. Le macchine da 10 piedi sono limitate a uno spessore di calibro 14 e quelle da 12 piedi a uno spessore di calibro 18. Alcune copie di fabbricazione cinese potrebbero avere una capacità inferiore a causa di una costruzione più economica.

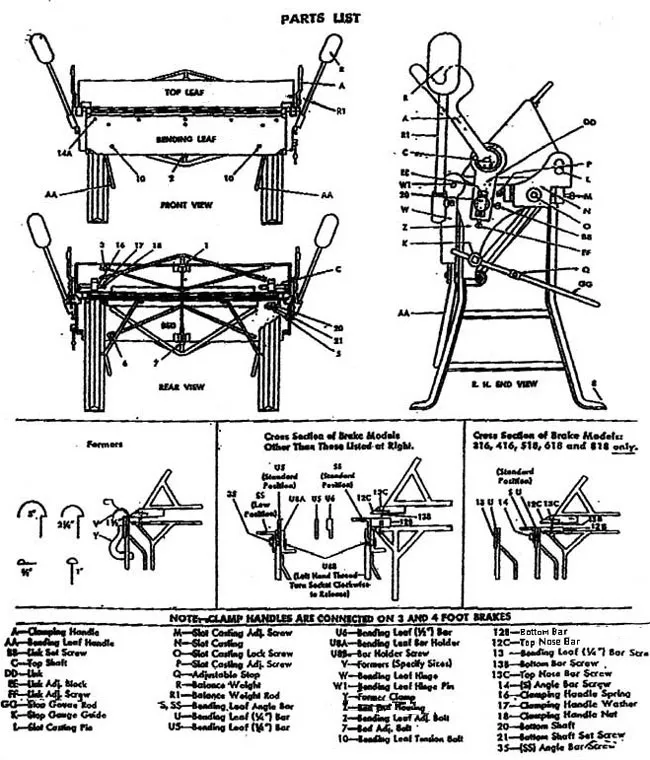
Per controllare la macchina, accertarsi che il freno sia a livello del pavimento, in modo che la lamina superiore non si muova in avanti durante il serraggio. Se la lamina superiore si muove in avanti durante il serraggio, verificare il serraggio della vite di regolazione (P) e della vite a testa cilindrica (O). Se questo non risolve il problema, posizionare un cuneo sotto la parte posteriore della gamba, sul lato che si muove. Avvicinare il cuneo fino a quando non si elimina il problema, quindi sostituirlo con un blocco permanente dell'altezza corretta.
Controllare la lamina di piegatura e verificare che il bordo sia (1/64″) sotto il bordo del letto quando la lamina di piegatura è in posizione abbassata. Questo bordo dovrebbe essere (1/64″) sotto il bordo del letto alle estremità e (1/32″) più basso al centro. Le estremità della lamina di piegatura possono essere abbassate serrando la vite di regolazione (J). Per sollevare le estremità della lamina di piegatura, serrare la vite di regolazione (H). Per abbassare la lamina di piegatura al centro, serrare il bullone del truss rod (7). Per sollevare la lamina di piegatura al centro, serrare il bullone del truss rod (2).
Se la lamiera si piega più da un lato che dall'altro, riposizionare la lamiera superiore sul lato in cui la lamiera è piegata troppo. Per farlo, allentare la vite a testa cilindrica (O) e regolare la regolazione con le viti di regolazione (P) e (M).
Dopo l'uso, la foglia piegata potrebbe incurvarsi al centro. Questo può essere risolto rapidamente serrando entrambi i bulloni (10) fino a quando il centro non è allineato.
La regolazione per il serraggio di diversi spessori di metallo si effettua allentando la vite di regolazione (BB) che fissa il blocco di collegamento (EE) e regolando la vite di regolazione (FF) fino a ottenere la pressione desiderata, serrando il pezzo di metallo da piegare. Una volta effettuata questa regolazione, serrare la vite di regolazione (BB).
Riposizionare la lamina superiore sul bordo di piegatura pari a uno spessore doppio rispetto a quello del metallo per una piegatura entro quattro calibri di capacità. Avanzare proporzionalmente su materiali più leggeri se si desiderano piegature più strette. Questa regolazione si effettua allentando la vite a testa cilindrica (O) e regolando le viti di regolazione (M) e (P), secondo necessità. È importante serrare la vite a testa cilindrica (O) dopo aver posizionato la ganascia superiore nella posizione corretta.
La maggior parte delle macchine con freno a mano sono progettate per una flangia minima di 1″ (25 mm) di larghezza su materiale di capacità. La macchina può essere utilizzata per la piegatura di capacità solo quando la barra angolare (s-ss) è posizionata nella posizione standard.
Quando è in posizione la barra di piegatura da 1/2″ (U-6), la capacità della macchina si riduce di quattro calibri. Ciò significa che una macchina con capacità di calibro 12 diventa una macchina con calibro 16 e una macchina con calibro 14 diventa una macchina con calibro 18. Quando si utilizza questa barra (U-6), la barra angolare (SS) deve essere impostata nella posizione bassa. Quando è in uso la barra di piegatura da 1/4″ (U-5), la capacità della piegatrice si riduce di sette calibri e la barra angolare (SS) deve essere impostata nella posizione bassa.
Sono previsti fori nella lamiera di piegatura e nella barra angolare per fissare quest'ultima in posizione bassa, in modo da realizzare pieghe strette e sfalsate. La barra da 1/4" (U-5) non deve essere utilizzata per scopi diversi dalla piegatura di flange inverse strette su materiali il cui peso non superi di sette calibri la capacità della macchina. I valori di capacità in base allo spessore dei bordi della lamiera di piegatura si applicano a tutte le dimensioni.
I pezzi di materiale corti dovrebbero essere piegati al centro della pressa. Questo equalizza la sollecitazione. Tuttavia, queste macchine non agiscono come una pressa piegatrice e quindi non sono progettate per piegare pezzi stretti di metallo molto spesso, perché ciò causerebbe un carico concentrato sulla barra di serraggio e sul basamento della macchina, che potrebbe danneggiarla.
Non piegare mai contro le cuciture a meno che la macchina non sia impostata per bloccare l'intero spessore multiplo della cucitura e la foglia superiore non sia arretrata per consentire il gioco dell'intero spessore multiplo.
I pesi di bilanciamento (R) possono essere sollevati o abbassati per controbilanciare adeguatamente la foglia piegata.
Questo calibro di arresto regolabile (GG) può essere utilizzato per regolare l'angolo di piegatura quando si eseguono lavori duplicati. Questa regolazione si effettua con il fermo contrassegnato (Q).
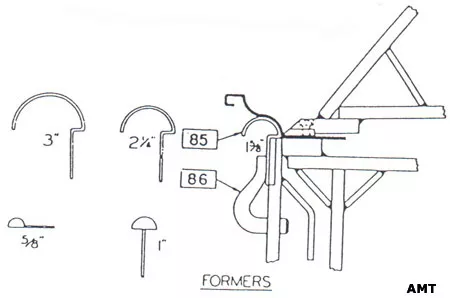
*I formatori (V) mostrati di seguito sono fissati alla macchina come mostrato nello schizzo con il lato di gioco di 1/2″ contro la lamiera di piegatura. Questi morsetti a frizione (Y) vengono posizionati e picchiettati leggermente con un martello. Questo crea un attrito sufficiente a trattenere i formatori. Per rimuovere il morsetto, picchiettare verso l'alto o ruotare. I formatori sono disponibili nelle misure semicircolari: 3″, 2 1/4″, 1 6/8″, 1″ e 5/8″. È possibile realizzare pieghe quadrate su più fogli e piegare successivamente le curve sui formatori. L'ampia apertura della ganascia consente il passaggio dei fogli sopra i formatori.
*Nota: i formatori non sono di serie.
Quando si formano cornici o altre sezioni di circonferenza ampia, è consigliabile iniziare una piegatura vicino al centro o creare una piega sul bordo opposto alla piegatura eseguita per prima per livellare le deformazioni nella lamiera. Il motivo è che le lamiere non sono perfettamente piane e se un bordo viene lasciato deformato mentre l'altro bordo viene raddrizzato serrando la pinza, le piegature eseguite successivamente nella parte deformata raddrizzeranno questa deformazione e, di conseguenza, sposteranno la prima piegatura fuori asse.
La maniglia sinistra di piegatura può essere utilizzata in due posizioni. La posizione standard è mostrata nella vista frontale. Rimuovendo il bullone (15), la maniglia può essere spostata in una posizione esterna in modo che, durante la piegatura di fogli larghi, il foglio non sia d'intralcio all'operatore.
Oliare occasionalmente le parti funzionanti.
Regolazioni operative
Regolazione in base allo spessore del metallo:
Lo spazio per le curve si ottiene spostando la lamina superiore indietro sul bordo di piegatura. Se il materiale da piegare ha una capacità di quattro calibri, spostare la lamina superiore indietro di un valore doppio rispetto allo spessore del materiale. Con materiali più leggeri, spostare la lamina superiore in avanti proporzionalmente se si desiderano curve più strette.
1. Sbloccare leggermente le maniglie (J).
2. Regolare la lamina superiore con le manopole di regolazione superiori (N). La pressione di serraggio dei collegamenti (M) cambia regolando i dadi (O/P).
Piegature duplicate:
Il calibro di arresto regolabile (R) può essere posizionato in qualsiasi punto dell'asta (S) mediante il bullone di bloccaggio (T) per limitare il grado di piegatura per ripetere l'angolo di piegatura desiderato.
Contrappeso:
Il contrappeso (L) può essere sollevato o abbassato sull'asta (K) per controbilanciare correttamente la foglia piegata.
Regolazione della flessione eccessiva:
Se il foglio si piega più da un lato che dall'altro, riposizionare la foglia superiore sull'estremità in cui il foglio si piega eccessivamente.
1. Allentare leggermente le maniglie (J) sul lato che si piega eccessivamente.
2. Regolare la foglia superiore con la regolazione superiore sul lato che si piega eccessivamente.
3. Richiudere la maniglia (J).
Regolazioni della foglia superiore strisciante:
Quando si serra il materiale, la foglia superiore deve essere rivolta in avanti:
1. Verificare che i freni siano a livello del pavimento.
2. Controllare il gruppo bullone di regolazione (25) per assicurarsi che i collari delle viti di regolazione superiori siano bloccati in posizione in modo che le viti non possano muoversi avanti e indietro nelle selle: la spalla anteriore delle viti e la superficie dei collari devono essere aderenti alle selle con il minimo gioco.
3. Se il movimento continua a rallentare, posizionare un cuneo sotto la parte posteriore della gamba (A) all'estremità che si muove fino a fermarsi. Sostituire il cuneo con un blocco permanente dell'altezza corretta.
Capacità:
La capacità di flessione del freno è determinata dallo spessore del bordo di flessione fornito dalle barre di flessione (W/X/Z) quando montate sull'anta.
1. La barra angolare (X) consente la flangia minima nominale da 1″ sul materiale di capacità.
2. L'inserimento della mazza da 1/2″ con la barra angolare in posizione BASSA riduce la capacità del freno di quattro calibri.
3. La barra di inserimento da 1/4″ e la barra angolare in posizione BASSA riducono la capacità del freno di sette calibri.
Curve strette sfalsate:
Rimuovere la barra angolare (X) e inserire la barra (W): utilizzare la barra di inserimento da 1/4″ (Z).

Come realizzare una scatola o una padella:
Vedere i diagrammi sopra e sotto. Assicurarsi che le ganasce formino un bordo di piegatura dritto sulle barre di punta (V)
1. Per prima cosa, disegna la forma della scatola su un foglio di lamiera. Potresti anche provarla prima su un pezzo di cartone.
2. Tagliare o incidere i 4 angoli della lamiera che non si utilizzeranno.
3. Piega i primi 2 lati opposti della scatola a 90 gradi.
4. Rimuovere le 2 dita che impediscono di piegare il terzo e il quarto lato della scatola.
5. Posizionare le dita (39) nella foglia superiore parzialmente aperta con le viti (36) e i bulloni della barra di serraggio del naso (U) allentati.
6. Con la barra angolare (X) montata sulla foglia, sollevare la foglia piegata (1) usando la sua pressione sulla linea retta delle barre di punta (vedere le linee tratteggiate nello schizzo di fronte).
7. Utilizzando le nostre dita di estensione opzionali, è possibile realizzare una scatola rinforzata e particolarmente rigida.
8. Stringere le viti e i bulloni della barra di serraggio dopo essersi assicurati che gli spazi tra le dita siano uniformi.
9. Piegare un lato alla volta utilizzando l'asta di arresto impostata per una curvatura a 90 gradi.
10. Salda i 4 angoli della scatola.

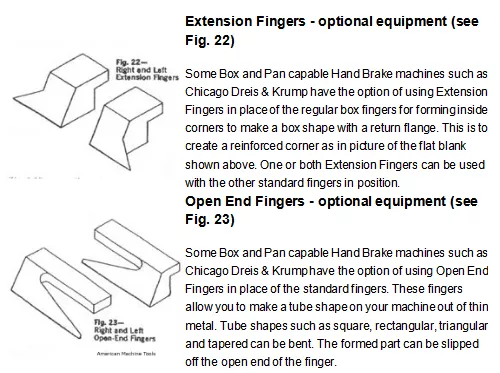
Radius Formers (vedi immagine sopra) – equipaggiamento opzionale
Alcune macchine per freni a mano compatibili con Box e Pan, come Chicago Dreis & Krump, offrono la possibilità di utilizzare stampi o formatori (85) acquistabili in misure semicircolari da 5/8", 1", 1 5/8" e 3 pollici di raggio. Questi sono progettati per creare un raggio su rame o lamiere molto sottili come il calibro 26 (0,018" = 0,5 mm). Ideali per la formatura di modanature architettoniche e grondaie in stile antico. La maggior parte delle macchine per freni a mano non offre questa opzione. Questa è un'opzione disponibile quando si acquista una macchina per freni a mano Chicago Dreis & Krump.
Fissare alla macchina frenante tramite i morsetti Formers (86):
1. Posizionare il lato libero da 1/2″ del formatore contro la foglia piegata come mostrato nello schizzo.
2. Posizionare i morsetti Former e picchiettare leggermente con un martello. Questo creerà sufficiente attrito per trattenere i Former.
3. Per rimuovere i morsetti precedenti, picchiettare verso l'alto o ruotare.
È possibile realizzare piegature squadrate su più fogli e piegature curve successive sui Former. L'ampia apertura del Top consente a questi fogli semiformati di passare sopra i Former.
Avvertenze:
Piegare piccoli pezzi di materiale al centro del freno per equalizzare la sollecitazione.
Non piegare mai contro le giunzioni a meno che i collegamenti (M) non siano regolati per bloccare l'intero spessore multiplo della giuntura; e la lamina superiore non sia arretrata per lasciare spazio allo stesso spessore multiplo completo.
Quando si eseguono curve di capacità, montare sempre sia la barra angolare (X) che la barra di inserimento (W) sulla foglia.
Quando si formano sezioni di circonferenza ampia come cornici per livellare le fibbie nel foglio:
1. Iniziare la piegatura vicino al centro del foglio, oppure,
2. Per prima cosa, piegare l'estremità opposta del foglio rispetto alla piega.
Le lenzuola non sono sempre perfettamente piatte e una piega lasciata su un'estremità mentre l'altra è raddrizzata mediante serraggio del freno, farà sì che la prima piegatura non sia allineata quando, a sua volta, verrà raddrizzata.
Utilizzare sempre materiali con bordi squadrati: i bordi arrotolati causerebbero la curvatura del materiale.
Non usare mai il freno per piegare le barre: ciò causerebbe un'ammaccatura nella barra anteriore. L'ammaccatura si noterà quando si piegano metalli sottili o morbidi.
Regolare sempre le differenze di calibro, in particolare non forzare mai il serraggio della parte superiore su materiali più pesanti di quelli per cui sono impostati i collegamenti e la parte superiore, utilizzando le prolunghe per tubi e le maniglie di serraggio per fare leva. Se si forza la maniglia di serraggio, potrebbe rompersi e la sua sostituzione è costosa.
Lubrificazione:
Lubrificare occasionalmente con olio SAE-30 (specifica governativa MIL-O-6081B) dove indicato dal simbolo [L], ad eccezione della sella superiore (26), cavità con grasso (MIL-L-7870).
Conclusione
Seguendo questi passaggi e le migliori pratiche, puoi con sicurezza utilizzare una macchina piegatrice per lamiere per ottenere piegature precise e ripetibili. Che utilizziate un'unità manuale o idraulica, conoscere la vostra macchina e sottoporla a regolare manutenzione garantirà prestazioni sicure, efficienti e durature. Per una consulenza professionale o per scoprire l'intera gamma di presse piegatrici HARSLE, non esitate a contattarci in qualsiasi momento.