Sistema di azionamento idraulico per il rullo di lavoro della macchina per laminazione di piastre a tre rulli
Nel mio lavoro con le calandre a tre rulli, ho imparato ad apprezzare il ruolo fondamentale del sistema di azionamento idraulico per il rullo di lavoro. Questo sistema non solo garantisce un controllo preciso ed efficiente durante il processo di calandratura, ma influenza anche in modo significativo le prestazioni complessive della macchina. Comprendere le complessità del sistema di azionamento idraulico aiuta a ottimizzare le operazioni e a ridurre i costi di manutenzione. In questo articolo, esplorerò i componenti e le funzionalità del sistema di azionamento idraulico per il rullo di lavoro, condividendo spunti che possono migliorare sia le prestazioni che l'affidabilità nelle applicazioni di calandratura.
IL macchina per laminazione di piastre a tre rulli Si basa sul principio dei tre punti che formano un cerchio, utilizzando il movimento rotatorio del rullo di lavoro e regolando la variazione della posizione relativa del rullo di lavoro per produrre una deformazione plastica continua della lamiera e piegarla in una forma cilindrica, conica o ad arco. Attrezzatura per la lavorazione e la formatura di pezzi di forma uguale. In questo articolo, sulla base di un'analisi dettagliata del sistema di azionamento del motore idraulico del rullo di lavoro, viene spiegata la causa del guasto e viene proposta una soluzione ragionevole e fattibile.
1. Principio di funzionamento del sistema di azionamento idraulico
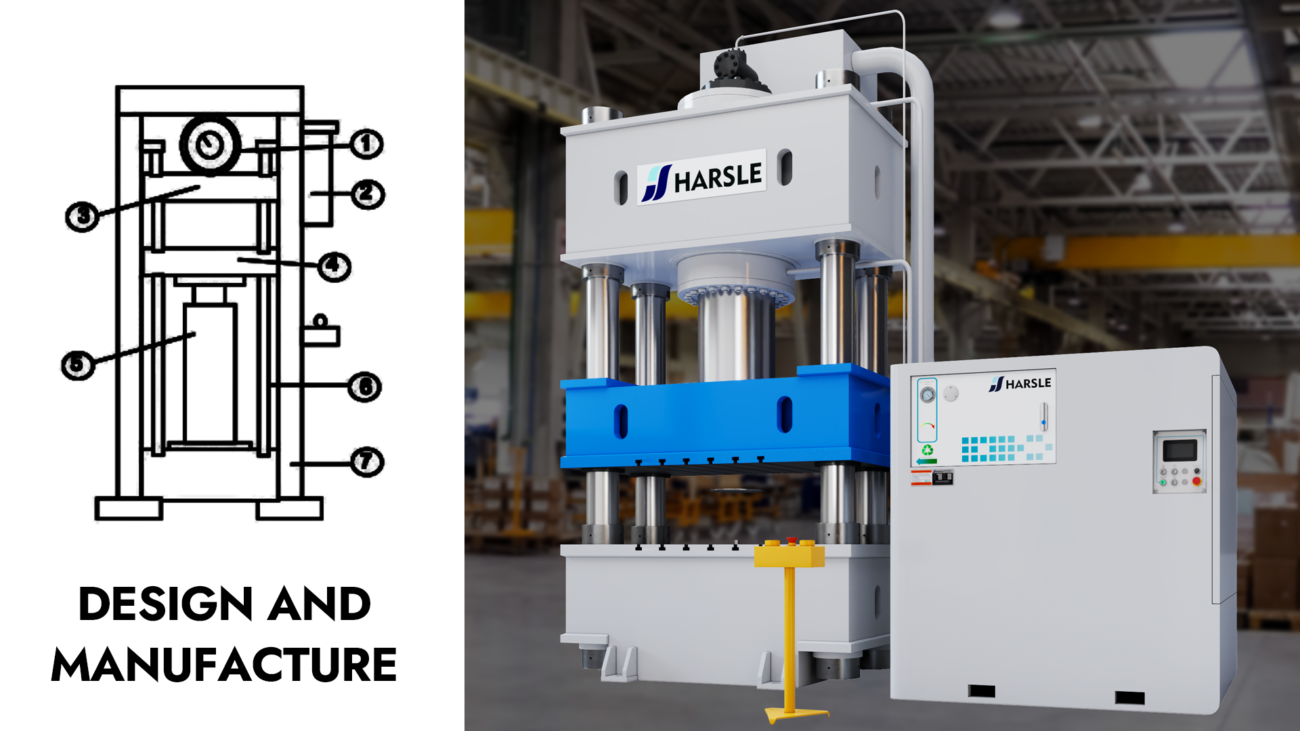
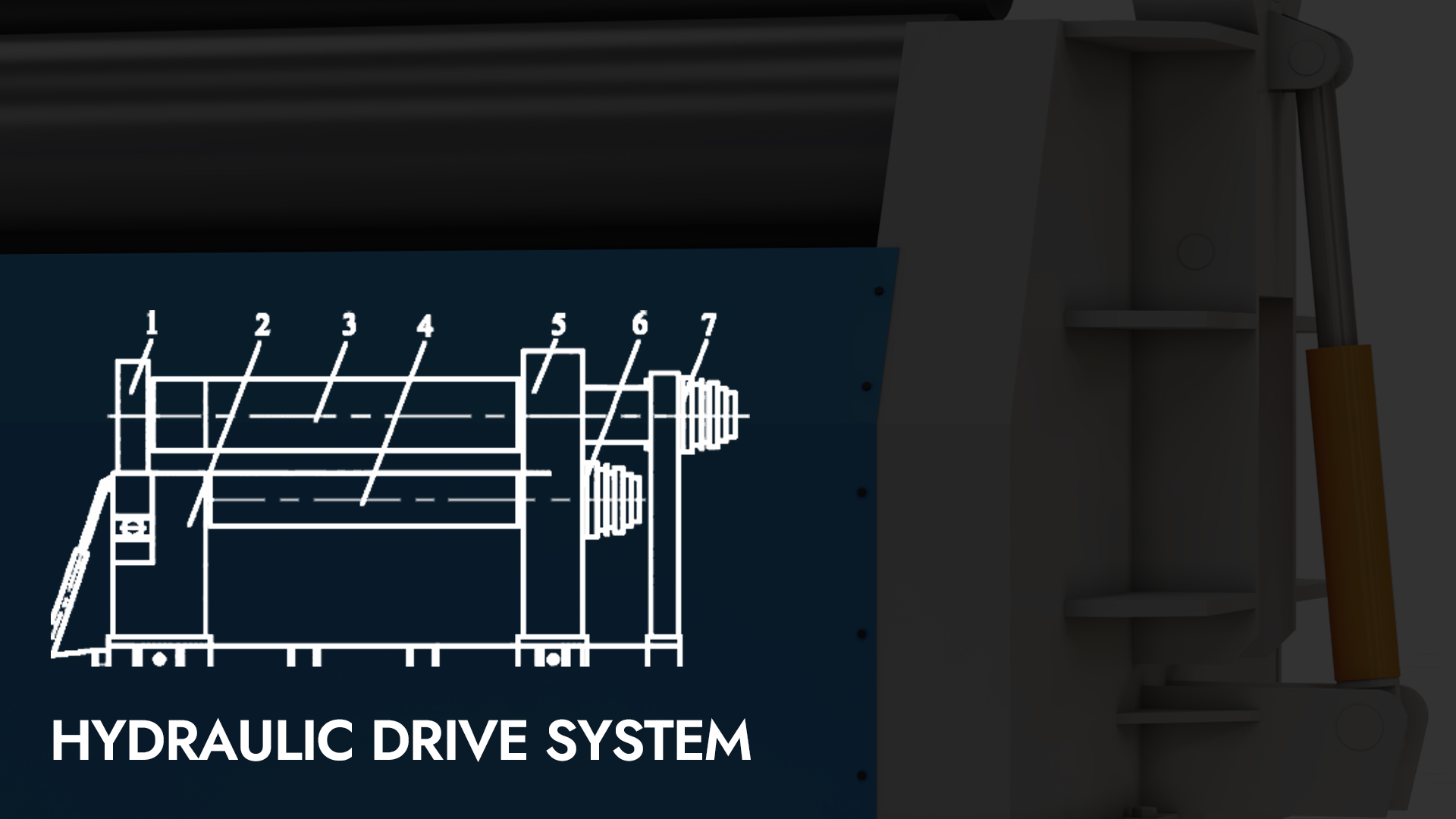
La piastra a tre rulli inclinabile macchina per laminazione È composto da un meccanismo a testa invertita, un telaio sinistro, un rullo di lavoro superiore, due rulli di lavoro inferiori, un telaio destro, un motore idraulico azionato da un rullo di lavoro inferiore e un motore idraulico azionato da un rullo di lavoro superiore, ecc., come mostrato in Figura 1. Il telaio sinistro e il telaio destro sono installati sull'intera base con una struttura saldata e collegati da bielle per aumentare la rigidità dell'intera macchina. La posizione del rullo di lavoro superiore è fissa e i due rulli di lavoro inferiori possono muoversi verso l'alto e verso il basso lungo le scanalature di guida oblique rispettivamente sui telai sinistro e destro. Il movimento rotatorio dei rulli di lavoro è il sistema di trasmissione principale, che è installato sul lato del telaio destro, mentre il meccanismo a testa invertita è installato sul lato del telaio sinistro. I movimenti di inclinazione e di ripristino sono controllati dal cilindro della testa invertita.
5. Telaio destro 6. Motore idraulico di azionamento del rullo di lavoro inferiore 7. Motore idraulico di azionamento del rullo di lavoro superiore
Figura 1——Diagramma schematico della macchina laminatrice per piastre di regolazione inclinate verso il basso
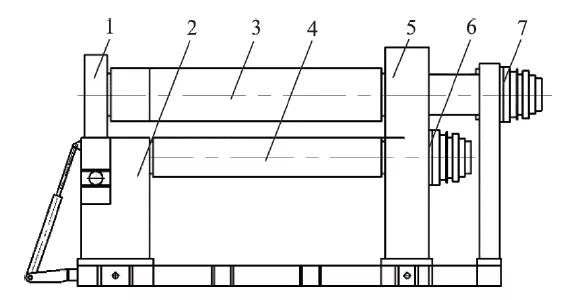
Il rullo di lavoro superiore della laminazione a tre rulli è azionato da un motore idraulico tramite un riduttore epicicloidale, mentre i due rulli di lavoro inferiori (ovvero il rullo inferiore sinistro e il rullo inferiore destro) sono azionati direttamente dal motore idraulico. Lo schema di principio del sistema di azionamento idraulico del rullo di lavoro è illustrato nella Figura 2, che è composto da tre circuiti idraulici indipendenti per il rullo superiore, il rullo inferiore sinistro e il rullo inferiore destro.
Per garantire la qualità dei prodotti lavorati dalla calandra, la velocità di lavoro dei tre rulli di lavoro, ovvero il rullo superiore, il rullo inferiore sinistro e il rullo inferiore destro, deve essere stabile e regolabile e non può essere modificata dall'influenza di altri meccanismi per garantire la fluidità della lastra. Il rullo di lavoro superiore e i due rulli di lavoro inferiori fungono da rulli di azionamento principali, che non solo possono realizzare la rotazione avanti e indietro, ma anche fornire la coppia di avvolgimento per la laminazione del materiale in fogli applicando la pressione del rullo di lavoro superiore e dei due rulli di lavoro inferiori. La lamiera viene laminata in forme cilindriche, coniche e di altro tipo. A tale scopo, sono previsti tre circuiti idraulici speciali, ovvero ciascun rullo di lavoro è alimentato da una serie di speciali fonti di olio idraulico, formando un circuito idraulico indipendente che non è influenzato da altri meccanismi, in modo da realizzare la velocità stabile e regolabile del rullo di lavoro.
Nella Figura 2, il serbatoio dell'olio immagazzina olio idraulico, dissipa calore e sporco nell'olio precipitato; il rullo di aspirazione superiore, il rullo inferiore sinistro e il filtro di aspirazione del rullo inferiore destro sono filtri grossolani per garantire la pulizia dell'olio che entra nei tre circuiti idraulici indipendenti; la pompa idraulica e il suo motore di azionamento sono la fonte di alimentazione del circuito idraulico del rullo superiore, del rullo inferiore sinistro e del rullo inferiore destro; i manometri indicano rispettivamente la pressione di esercizio delle tre uscite della pompa idraulica; la valvola di troppo pieno elettromagnetica controlla rispettivamente il motore idraulico del rullo superiore e la pressione idraulica del rullo inferiore sinistro. La pressione di esercizio del motore e il motore idraulico del rullo inferiore destro hanno anche la funzione di scarico per realizzare la funzione di regolazione della pressione a due stadi. Quando il rullo di lavoro non è in funzione, lo scarico viene utilizzato per ottenere un risparmio energetico; la valvola direzionale elettroidraulica controlla il motore del rullo superiore e il motore del rullo inferiore sinistro. Avanti, indietro e arresto del motore e del motore del rullo inferiore destro; il gruppo valvola tampone limita la pressione di esercizio massima su entrambi i lati del motore del rullo superiore, del rullo inferiore sinistro e del rullo inferiore destro. Il motore di azionamento del rullo di lavoro è un motore quantitativo bidirezionale, che può essere fatto funzionare in avanti e indietro per realizzare il movimento bidirezionale della piastra.
Pompa idraulica 6/8/10. Motore di azionamento 11/13/15. Manometro 12/14/16. Valvola di troppo pieno elettromagnetica 17/18/19. Valvola direzionale elettroidraulica 20/21/22/23/24/25. Gruppo valvola tampone 26. Motore idraulico rullo superiore 27.
Motore idraulico del rullo inferiore sinistro 28. Motore idraulico del rullo inferiore destro
Figura 2——Schema schematico dell'azionamento idraulico del rullo di lavoro della macchina piegatrice per lamiere
2. Migliorare la progettazione dello schema
Il circuito idraulico del rullo di lavoro sopra riportato viene utilizzato come esempio per l'analisi. Quando il motore idraulico aziona la rotazione del rullo superiore, se la valvola direzionale elettroidraulica viene improvvisamente commutata in posizione neutra o se la direzione viene invertita, si genererà un forte impatto, che influirà sulla durata utile del motore idraulico 26 del rullo superiore. Nella Figura 2, la valvola direzionale elettroidraulica 17 ha una funzione centrale di tipo O. Durante il processo di commutazione della valvola direzionale elettroidraulica 17 in posizione neutra per frenare il rullo superiore, l'ingresso e l'uscita del motore idraulico 26 sono entrambi chiusi. La valvola direzionale elettroidraulica 17 è chiusa in posizione neutra.
A causa dell'effetto inerziale, si forma una camera ad alta pressione all'uscita dell'olio del motore idraulico 26 e una camera a vuoto all'ingresso dell'olio, ovvero la pressione sul lato di uscita del motore idraulico 26 aumenta, generando così una forza frenante e facendo affidamento sulla valvola tampone su quel lato per limitare la pressione e ridurre l'impatto idraulico. Dopo l'apertura del gruppo valvola tampone 20 (o 21), l'olio del lato ad alta pressione può essere scaricato direttamente nella tubazione del lato a bassa pressione nella camera a vuoto, quindi l'olio può entrare nell'ingresso dell'olio motore per ridurre la formazione di vuoto. Questo metodo di collegamento del gruppo valvola tampone è chiamato metodo di riempimento diretto dell'olio e il suo svantaggio è che non può compensare completamente la quantità di olio richiesta dall'ingresso dell'olio. Inoltre, a causa delle perdite interne del motore idraulico stesso e della valvola direzionale elettroidraulica (la valvola direzionale elettroidraulica utilizza una struttura a cassetto), l'ingresso dell'olio non è collegato alla tubazione a bassa pressione o al serbatoio dell'olio e non può essere integrato con olio esterno. Pertanto, il rabbocco dell'olio non è sufficiente. È a causa di un rabbocco insufficiente che l'ingresso dell'olio viene mantenuto a lungo in stato di vuoto, causando cavitazione, che riduce notevolmente la durata utile del motore idraulico.
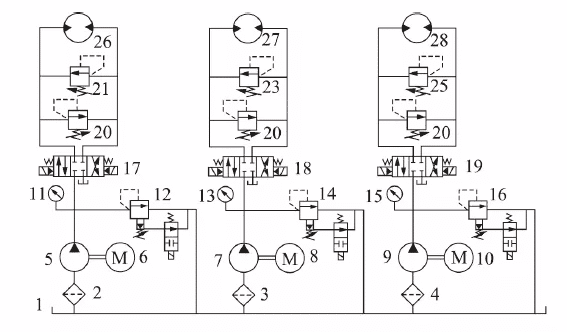
Per risolvere completamente il fenomeno del vuoto e della cavitazione all'ingresso dell'olio del motore idraulico, viene proposta una soluzione migliorata per l'uso abbinato della valvola di carica unidirezionale e della valvola tampone: l'olio viene fornito completamente all'ingresso dell'olio del motore idraulico attraverso la valvola unidirezionale. Per evitare il fenomeno del vuoto, la valvola tampone non solo può ridurre lo shock idraulico causato dalla valvola direzionale elettroidraulica in posizione neutra, ma anche far sì che il motore idraulico freni dolcemente; la valvola direzionale elettroidraulica adotta la funzione neutra di tipo M. Lo schema di miglioramento è mostrato nella Figura 3.
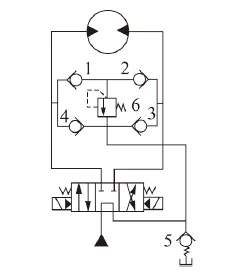
Figura 3——Diagramma schematico dello schema di miglioramento
Nel piano di miglioramento, la valvola tampone 6 e quattro valvole unidirezionali formano un circuito di alimentazione dell'olio tampone a ponte completo. La valvola di ritegno del tampone 1 o 2 può garantire che l'olio ad alta pressione nella camera sinistra o destra possa passare attraverso la valvola tampone 6 e che il flusso inverso sia bloccato dalla valvola di ritegno del tampone sul lato di bassa pressione, ovvero l'olio sul lato di alta pressione non può passare attraverso il lato di bassa pressione. La valvola di ritegno del tampone scorre verso la linea di bassa pressione su quel lato. La valvola di ritegno di carica (3 o 4) svolge la funzione di carica in due direzioni (il motore idraulico deve essere in avanti e indietro e due valvole di ritegno di carica devono essere impostate) per rifornire la tubazione del lato di bassa pressione e la sua pressione di carica è impostata dalla valvola di contropressione 5 e la contropressione del rifornimento dell'olio è generalmente impostata a 0,3-0,5 MPa. A causa della contropressione del rifornimento dell'olio, questo circuito dell'olio può svolgere la funzione di rifornimento completo dell'olio. L'olio ad alta pressione generato dall'inerzia del motore idraulico attraversa la valvola di ritegno 1 o 2 e viene quindi sottoposto a un'azione di limitazione della pressione tramite la valvola tampone 6. La pressione di taratura della valvola tampone 6 limita la pressione massima all'uscita del motore idraulico. L'entità della pressione di taratura determina l'entità della coppia frenante del motore. Questa soluzione migliorata non solo svolge una funzione di tamponamento, ma raggiunge anche lo scopo di un'integrazione completa dell'olio.