








Principio di selezione dell'angolo dell'utensile da taglio del tornio

Nella mia esperienza con le operazioni di tornitura, la selezione del giusto Taglio al tornio L'angolazione dell'utensile è essenziale per ottimizzare le prestazioni di lavorazione e ottenere finiture di alta qualità. L'angolazione dell'utensile da taglio influisce non solo sull'efficienza del processo di taglio, ma anche sulla longevità dell'utensile stesso. Nel tempo, ho sviluppato una comprensione più approfondita dei principi alla base della selezione dell'angolazione dell'utensile da taglio per tornio, considerando fattori come il tipo di materiale, la velocità di taglio e la finitura superficiale desiderata. In questo articolo, esplorerò il principio di selezione dell'angolazione dell'utensile da taglio per tornio, condividendo spunti e suggerimenti che possono aiutare sia i principianti che gli operatori esperti a migliorare le loro operazioni di tornitura.
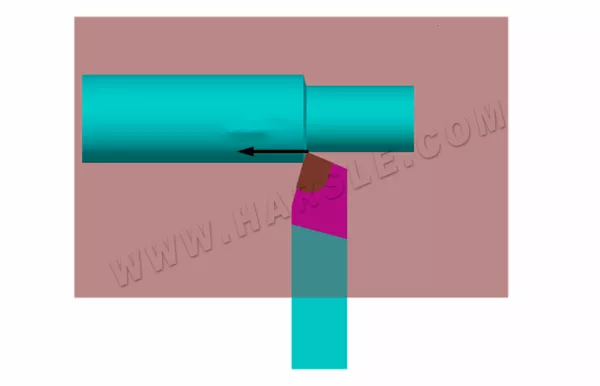
Quando si taglia il metallo, l'utensile penetra nel pezzo in lavorazione e l'angolo dell'utensile è un parametro importante utilizzato per determinare la geometria della parte tagliente dell'utensile.
1. La composizione del taglio parte dell'utensile da taglio del tornio
La parte tagliente di un utensile da tornitura, comunemente utilizzata nei processi di lavorazione come le operazioni di tornitura, è in genere composta da diversi componenti chiave:
●Materiale dell'utensile: il materiale utilizzato per la parte tagliente può variare a seconda dell'applicazione. Acciaio rapido (HSS), metallo duro, ceramica e nitruro di boro cubico (CBN) sono materiali comuni. Ogni materiale ha le sue proprietà che lo rendono adatto a specifiche attività di taglio.
●Inserto: in molti utensili di tornitura moderni, il tagliente non fa parte direttamente del corpo dell'utensile, ma è un inserto separato che può essere sostituito quando diventa smussato o danneggiato. Gli inserti sono in genere realizzati in metallo duro o altri materiali duri e sono disponibili in varie forme e dimensioni per adattarsi a diverse operazioni di taglio.
●Geometria del tagliente: la geometria del tagliente, inclusa la sua forma, l'angolo e la spoglia, è fondamentale per ottenere l'azione di taglio e la finitura superficiale desiderate. Le forme più comuni del tagliente includono quadrato, rotondo, a diamante e triangolare, ciascuna adatta a diversi tipi di taglio.
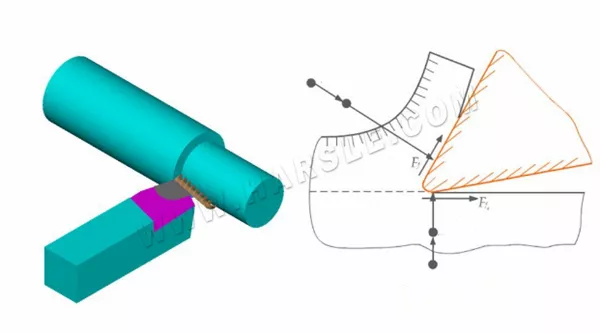
● Superficie di spoglia La superficie su cui scorrono i trucioli sull'utensile da taglio del tornio.
● Fianco principale La superficie dell'utensile che si oppone e interagisce con la superficie lavorata sul pezzo in lavorazione è chiamata fianco principale.
● Fianco secondario La superficie dell'utensile che si oppone e interagisce con la superficie lavorata sul pezzo in lavorazione è chiamata fianco secondario.
● Tagliente principale L'intersezione tra la superficie di spoglia dell'utensile e la superficie del fianco principale è chiamata tagliente principale.
● Tagliente minore L'intersezione tra la superficie di spoglia e il fianco minore dell'utensile è chiamata tagliente minore.
●Naso dell'utensile L'intersezione tra il tagliente principale e il tagliente secondario è chiamata naso dell'utensile. La punta dell'utensile è in realtà una piccola curva o una linea retta, chiamata punta di arrotondamento e punta di smussatura.

2. Piano ausiliario per la misurazione dell'angolo di taglio dell'utensile di tornitura
Piano di riferimento: il piano di riferimento funge da base per la misurazione degli angoli di taglio. In genere è una superficie piana perpendicolare all'asse del mandrino del tornio o del centro di lavorazione.
Impostazione utensile: l'utensile da taglio viene posizionato sul piano di riferimento, con la punta a contatto con la superficie. Questo garantisce che l'utensile sia allineato perpendicolarmente all'asse del mandrino e fornisce un punto di partenza coerente per le misurazioni angolari.
Misurazione dell'angolo: per misurare l'angolo di taglio rispetto al piano di riferimento è possibile utilizzare vari strumenti, tra cui goniometri, goniometri o strumenti specializzati per la misurazione dell'angolo.
Allineamento del tagliente: il tagliente dell'utensile da taglio del tornio viene allineato con il piano di riferimento durante la misurazione. Ciò consente una determinazione accurata dell'angolo di spoglia, dell'angolo di spoglia inferiore e di altri angoli del tagliente.
Regolazione: se necessario, è possibile apportare modifiche alla posizione o all'orientamento dell'utensile per ottenere gli angoli di taglio desiderati. Ciò può comportare la sostituzione degli inserti dell'utensile, la regolazione dei portautensili o il riposizionamento dell'utensile rispetto al pezzo in lavorazione.
Per determinare e misurare l'angolo geometrico dell'utensile da taglio del tornio, è necessario selezionare tre piani ausiliari come riferimento. Questi tre piani ausiliari sono il piano di taglio, il piano di base e il piano ortogonale.
● Piano di taglio: un piano tagliato in un punto selezionato sul tagliente principale e perpendicolare al piano inferiore del gambo.

● Piano di base: il piano che passa attraverso un punto selezionato del tagliente principale ed è parallelo alla parte inferiore del gambo.
● Piano ortogonale: un piano perpendicolare al piano di taglio e perpendicolare al piano di base.
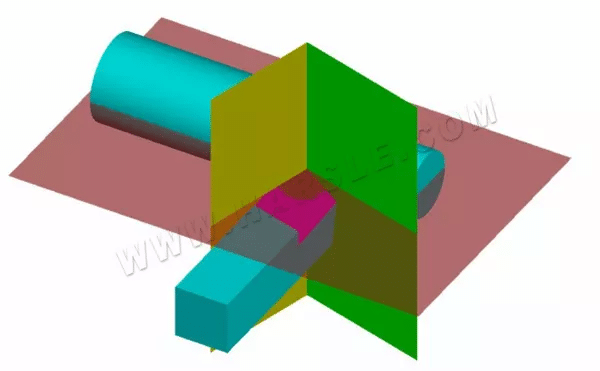
Si può osservare che questi tre piani coordinati sono perpendicolari tra loro, formando un sistema di coordinate spaziali rettangolari.
3. Angoli geometrici principali e selezione degli utensili di tornitura
● Principio di selezione dell'angolo frontale (γ0 )
L'ampiezza dell'angolo di spoglia risolve principalmente il problema della rigidità e dell'affilatura della testa di taglio. Pertanto, l'angolo di spoglia deve essere selezionato in primo luogo in base alla durezza del materiale da lavorare. L'elevata durezza del materiale da lavorare determina un valore basso dell'angolo di spoglia, e viceversa. In secondo luogo, l'ampiezza dell'angolo di spoglia deve essere valutata in base alle proprietà di lavorazione. L'angolo di spoglia dovrebbe essere piccolo durante la sgrossatura e grande durante la finitura. L'angolo di spoglia viene generalmente selezionato tra -5° e 25°.
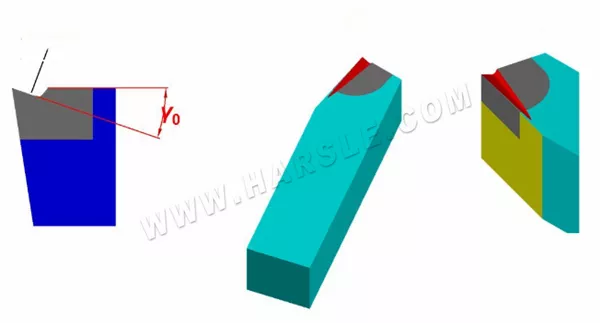
Di solito, l'angolo di spoglia (γ0) non viene definito in fase di produzione dell'utensile di tornitura, ma si ottiene affilando la scanalatura di scarico truciolo sull'utensile di tornitura. La scanalatura di scarico truciolo è anche chiamata rompitruciolo. La sua funzione è quella di rompere i trucioli senza intrappolarli; controllare la direzione di uscita dei trucioli e mantenere la precisione della superficie lavorata; ridurre la resistenza al taglio e prolungare la durata dell'utensile.
● Principio di selezione dell'angolo di spoglia (α0 )
Considerare innanzitutto le proprietà di lavorazione. In fase di finitura, l'angolo di spoglia assume un valore elevato, mentre in fase di sgrossatura assume un valore ridotto. In secondo luogo, considerare la durezza del materiale lavorato. Se la durezza del materiale lavorato è elevata, l'angolo di spoglia principale dovrebbe assumere un valore ridotto per migliorare la rigidità della testa di fresatura; in caso contrario, l'angolo di spoglia dovrebbe assumere un valore ridotto. L'angolo di spoglia non può essere nullo o negativo e generalmente viene selezionato tra 6° e 12°.
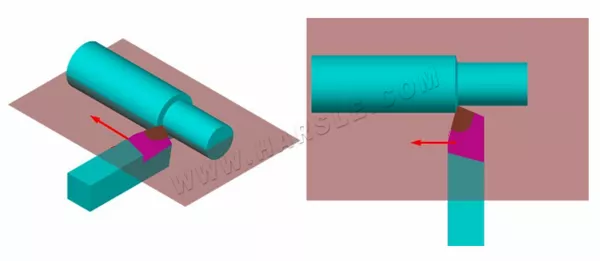
● Principio di selezione dell'angolo di declinazione principale (Kr)
In primo luogo, si consideri la rigidità del sistema di tornitura composto da torni, attrezzature e utensili. Se la rigidità del sistema è buona, l'angolo di attacco dovrebbe essere considerato un valore piccolo, il che è vantaggioso per migliorare la durata dell'utensile di tornitura, le condizioni di dissipazione del calore e la rugosità superficiale. In secondo luogo, si dovrebbe considerare la geometria del pezzo. Durante le fasi di lavorazione, l'angolo di declinazione principale dovrebbe essere di 90° e di 60° per i pezzi tagliati al centro. L'angolo di declinazione principale è generalmente compreso tra 30° e 90° e i più comunemente utilizzati sono 45°, 75° e 90°.
● Principio di selezione della declinazione secondaria (Kr' )
Innanzitutto, considerare la rigidità sufficiente dell'utensile di tornitura, del pezzo in lavorazione e del morsetto per ridurre l'angolo di declinazione secondario; in caso contrario, si dovrebbe prendere un valore maggiore; in secondo luogo, considerando le proprietà di lavorazione, l'angolo di declinazione secondario può essere compreso tra 10° e 15° durante la finitura e tra 10° e 15° durante la sgrossatura. L'angolo di declinazione secondario può essere di circa 5°.
● Principio di selezione dell'angolo di inclinazione del bordo (λS)
Dipende principalmente dalle proprietà di lavorazione. Durante la sgrossatura, il pezzo in lavorazione ha un impatto notevole sull'utensile di tornitura e λS ≤ 0°. Durante la finitura, la forza d'impatto del pezzo in lavorazione sull'utensile di tornitura è ridotta e λS ≥ 0°; solitamente λS = 0°. L'angolo di inclinazione della lama è generalmente selezionato tra -10° e 5°.
Materiale del pezzo: materiali diversi richiedono angoli di taglio diversi. Ad esempio, materiali più morbidi come l'alluminio potrebbero richiedere angoli di taglio più acuti, mentre materiali più duri come l'acciaio potrebbero richiedere angoli più ottusi.