








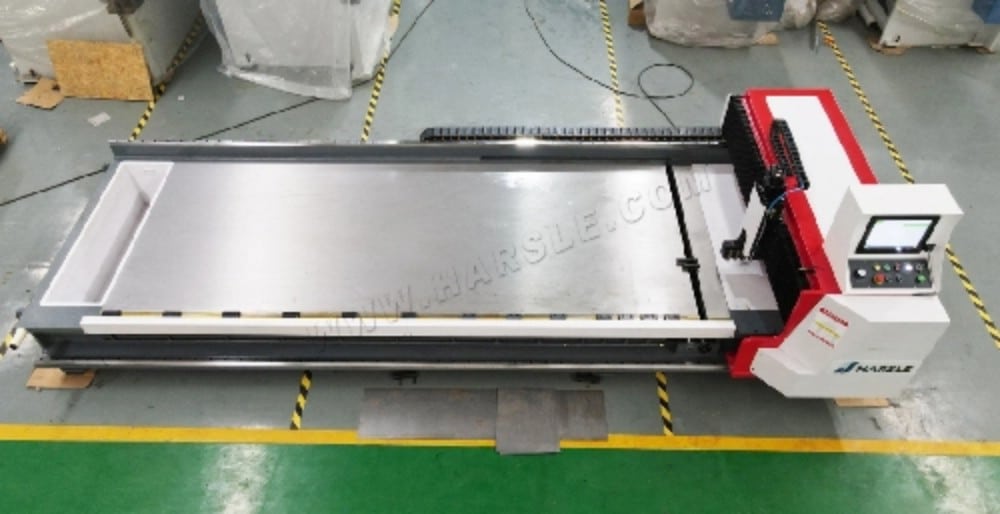
Macchina per scanalatura orizzontale di lamiere metalliche CNC completamente servoassistita
In quanto appassionato dei progressi nella tecnologia della lavorazione dei metalli, sono entusiasta di condividere approfondimenti sulla lavorazione orizzontale completa della lamiera CNC servo macchina per scanalatureQuesta innovativa attrezzatura ha rivoluzionato il modo in cui gestiamo le attività di scanalatura, offrendo una precisione e un'efficienza senza pari. In questo articolo, illustrerò le caratteristiche e i vantaggi principali di questa macchina, spiegando come può ottimizzare i processi produttivi e migliorare la qualità dei prodotti finiti. Che lavoriate nel settore manifatturiero o della fabbricazione, comprendere questa tecnologia vi aiuterà a prendere decisioni consapevoli per le vostre attività.
Questo documento introduce il servo completo orizzontale macchina per scanalature CNCQuesta macchina utensile adotta un sistema CNC avanzato e ha un design innovativo. Presenta le caratteristiche di elevata precisione di lavorazione, funzionamento semplice, assenza di rumore, nessuna vibrazione e così via.

Ⅰ Descrizione dell'uso
La macchina per scanalatura CNC orizzontale completamente servoassistita viene spesso utilizzata per la lavorazione di parti in lamiera (tra cui piastre in acciaio inossidabile, piastre in alluminio, piastre in alluminio-plastica, piastre in rame, piastre in ferro, piastre in bachelite e altre piastre speciali) e può lavorare scanalature a V, scanalature a U e altre scanalature irregolari sulla piastra, particolarmente adatte per la lavorazione di scanalature a V prima di piegare parti in lamiera.

Ⅱ Le caratteristiche prestazionali
⒈La scanalatrice orizzontale CNC completamente servoassistita è un prodotto aggiornato, sviluppato dagli ingegneri CNC Haas sulla base della scanalatrice orizzontale coreana. Questa macchina utensile offre tutte le prestazioni dei modelli orizzontali tradizionali ed è in grado di risolvere completamente una serie di problemi riscontrati dai clienti durante il funzionamento effettivo. Basandosi su tutti i prodotti di scanalatrice orizzontale in patria e all'estero, viene utilizzato un design completamente servoassistita a 4 assi, che rappresenta una vera e propria svolta.
⒉La tecnologia di saldatura delle lamiere d'acciaio è adottata nell'aspetto e nella struttura, che presenta un'elevata resistenza ai terremoti; dopo la tempra per eliminare le sollecitazioni interne, la stabilità è buona; le parti sabbiate della macchina vengono arrugginite e spruzzate con vernice antiruggine. L'intera macchina viene lavorata sulla macchina per scanalature orizzontali CNC, che garantisce il parallelismo e la verticalità di ogni superficie di installazione.

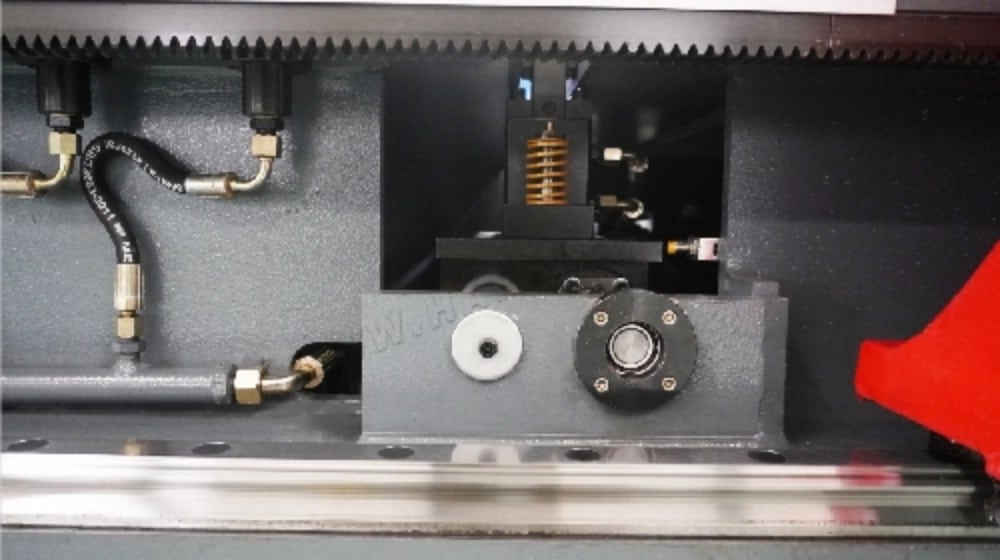
⒊ Grazie alla struttura a doppia guida di tipo piattaforma, la trave scorre in modo più fluido e il supporto utensile può lavorare la piastra muovendosi a sinistra e a destra, avanti e indietro, garantendo la precisione di ogni parte della profondità di scanalatura.
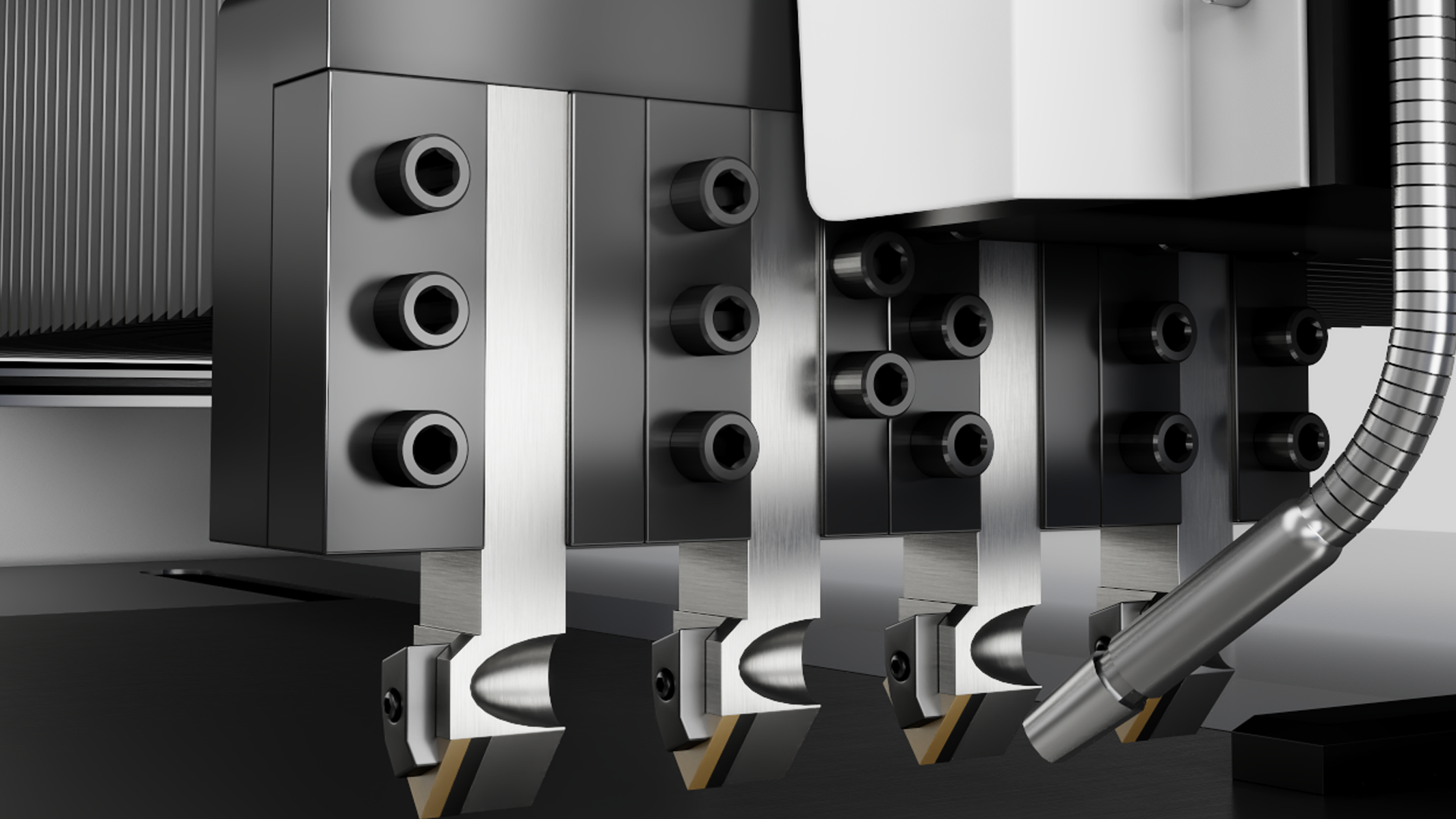
⒋ La tecnologia di lavorazione a quattro coltelli di formatura consente a ciascuna lama di tagliare in modo uniforme durante la lavorazione.
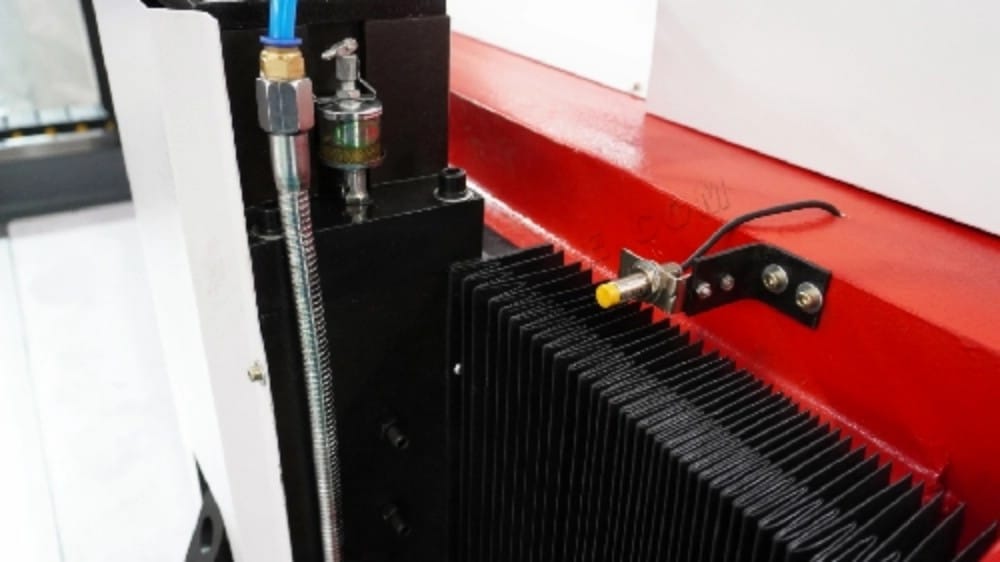
⒌Utilizzando il serraggio e la pressatura completamente idraulici, il lavoro è veloce e il prodotto lavorato non presenta segni di serraggio o rientranze; inoltre, l'intero processo di lavorazione ha la funzione di soffiaggio e raffreddamento per monitorare l'intero processo.
⒍Adotta una cremagliera e un pignone ad alta velocità e precisione, una vite a ricircolo di sfere precisa e una guida lineare ad alta precisione. Il banco da lavoro adotta una piastra di acciaio bassolegato ad alta resistenza come superficie di base, che lo rende resistente all'usura durante la lavorazione dei pezzi. Questa macchina utensile ha anche la funzione di auto-piallatura.
⒎ La macchina per scanalatura CNC orizzontale completamente servo adotta il CNC, che semplifica l'apprendimento e la comprensione da parte degli operatori e garantisce un posizionamento preciso.
⒏ La forma complessiva della macchina per scanalatura CNC orizzontale completamente servo è semplice, generosa e bella, ed è inserita in una struttura a telaio che si adatta alle abitudini operative di vari tecnici, in modo che gli operatori possano soddisfare pienamente i requisiti tecnici e di produzione durante il lavoro.
3. Principali parametri tecnici dell'attrezzatura
| NO. | Nome | Parametro | Unità | |
| 1 | Larghezza | 1250 | mm | |
| 2 | Lunghezza | 4000 | mm | |
| 3 | Spessore | 3 | mm | |
| 4 | Spessore minimo | 0.6 | mm | |
| 5 | Bordo minimo | 8 | mm | |
| 6 | X Velocità di lavorazione | 25 | m/mm | |
| 7 | X Velocità all'indietro | 50 | m/mm | |
| 8 | Y1 Stoke | 1250 | mm | |
| 9 | Precisione Y1 | 0.01 | mm | |
| 10 | Precisione Y2 | 0.01 | mm | |
| 11 | Precisione Z | 0.01 | mm | |
| 12 | Regolazione del tavolo da lavoro | Funzione autoplanante | ||
| 13 | Metodo di alimentazione | La piastra non si muove, il portautensili si muove | ||
| 14 | Numero di coltelli installati | 4 coltelli in lega | ||
| 15 | Motore principale | asse X | 5.5 | chilowatt |
| Asse Y1.Y2.Z | 1 | |||
| 16 | Dimensioni | Lunghezza | 6100 | mm |
| Peso | 2150 | |||
| Altezza | 1700 | |||
Nota:
Asse X → controlla il movimento sinistro e destro del raggio
Asse Y1 → controlla il movimento avanti e indietro del portautensile
Asse Y2 → controlla il morsetto mobile per muoversi avanti e indietro
Asse Z → controlla il movimento del portautensile verso l'alto e verso il basso
Ⅳ Configurazione dell'attrezzatura principale
| NO. | Nome | Marca |
| 1 | Sistema CNC | Easycat |
| 2 | Elettrovalvola pneumatica | Taiwan |
| 3 | Servoazionamento | Easycat |
| 4 | Servomotore | Easycat |
| 5 | Riduttore planetario | Taike Marge (Taiwan) |
| 6 | PLC | Easycat |
| 7 | Interruttore pneumatico unipolare/bipolare | Schneider |
| 8 | Contattore CA, relè termico | Schneider |
| 9 | Interruttore automatico, pulsante | Schneider |
| 10 | relè in miniatura | Schneider |
| 11 | Cavo di alimentazione flessibile della macchina utensile | Igus |
| 12 | Interruttore di prossimità | Easycat |
| 13 | Coltello in lega | Corea del Sud |
| 14 | Guida lineare | Domestico |
| 15 | Vite a sfere ad alta precisione | Taiwan |
| 16 | Cremagliera e pignone di precisione | Taiwan |
| 17 | Cuscinetto a sfere a contatto obliquo | NSK |
| 18 | Giunto a doppia membrana | KS |
Ⅴ Breve introduzione della struttura
La scanalatrice CNC orizzontale completamente servoassistita per lamiere presenta una struttura compatta, prestazioni affidabili e un funzionamento pratico, e adotta una struttura a telaio. Inoltre, tutti i dispositivi idraulici sono utilizzati per il controllo della lavorazione, riducendo notevolmente i costi di utilizzo e manutenzione. La sua struttura è composta principalmente da quattro sistemi di azionamento servomotore, un sistema di serraggio idraulico e un telaio principale in acciaio.
⒈Sistema albero trave: è composto da un motore principale, un servomotore del mandrino CA da 5,5 kW, una cinghia sincrona con riduttore a stella 1:5, una ruota sincrona, una cremagliera ad alta precisione, una guida lineare e altri componenti. La sua funzione è quella di azionare l'ingranaggio di finitura attraverso il riduttore epicicloidale per azionare la sede della fresa e farla muovere linearmente sulla guida lineare, fornendo la potenza di piallatura.
⒉ Sistema assi Y1, Y2: è costituito da un servomotore CA da 1 kW, cinghia sincrona, ruota sincrona, vite a sfere, morsetto mobile e altri componenti. La sua funzione è quella di azionare la vite a sfere per muoverla linearmente sulla guida lineare con potenza, in modo da ottenere un posizionamento preciso della scanalatura a V di lavorazione.
⒊ Sistema asse Z: è composto da un servomotore CA da 1 kW, un giunto di precisione, una vite a ricircolo di sfere, una guida a coda di rondine e un supporto utensile. La sua funzione è quella di azionare il motore per muovere linearmente il supporto utensile azionando la vite a ricircolo di sfere, garantendo un posizionamento preciso del meccanismo di supporto utensile.

⒋ Sistemi idraulici: sistema di pressatura fisso, sistema di serraggio mobile e un gruppo di sistema di raffreddamento a soffiaggio, in cui due gruppi di sistemi idraulici e un gruppo di soffiaggio sono controllati dal sistema tramite apparecchi elettrici.
⒌ Sistema di controllo elettrico: è composto dal sistema di scanalatura speciale Easycat, dal driver, dai componenti di controllo elettrico, dai quadri elettrici e da altri accessori. Il quadro elettrico è installato all'interno della macchina, risultando facile da manutenere e garantendo elevate prestazioni di protezione. Tutte le operazioni di questa apparecchiatura possono essere eseguite tramite il controllo del sistema.
Ⅵ Manutenzione
⒈ Controllare regolarmente se ogni elemento di fissaggio è allentato. In tal caso, fissarlo in tempo, una volta confermata la posizione corretta.
⒉ Prima dell'uso quotidiano, è necessario riempire tutte le parti della trasmissione con grasso al litio e le superfici delle guide lineari e delle viti a sfere con olio lubrificante N320 per proteggere il meccanismo di trasmissione della macchina scanalatrice.
⒊ Quando si utilizza la macchina scanalatrice, prestare attenzione alla temperatura e al rumore di ogni parte della trasmissione e arrestare la macchina in tempo se si verifica una risposta sonora anomala, in modo da evitare gravi incidenti.
⒋ Verificare sempre che la messa a terra della macchina sia in buone condizioni e che l'isolamento del filo sia in buone condizioni; il condotto di protezione deve essere aggiunto all'esterno del filo.
⒌ La macchina scanalatrice è dotata di quattro sistemi di azionamento servomotore. È dotata di protezione da sovraccarico e cortocircuito. Per garantire l'uso sicuro delle apparecchiature elettriche, la macchina deve essere messa a terra in modo sicuro e affidabile prima dell'uso. Tutti gli elementi di controllo sono installati nell'armadio elettrico e l'operazione di lavorazione del pezzo è completata dal controllo touch screen. La struttura è semplice e il funzionamento è pratico.

Ⅶ La progettazione, la fabbricazione, l'ispezione e l'installazione di questa macchina utensile soddisfano i seguenti standard
GB 17120—1997 condizioni di precisione tecnica dei macchinari di forgiatura
Ⅷ Manuale operativo
⒈ Introduzione al sistema
Il sistema CNC della macchina per scanalature a V in metallo Easycat è abbinato alla macchina per scanalature; il sistema consente agli utenti di immettere i dati di elaborazione in base alle proprie esigenze e quindi di controllare la macchina per elaborare automaticamente i prodotti. Il software ha una conoscenza approfondita delle abitudini operative degli operatori, rende l'interfaccia operativa del sistema semplice e intuitiva, comprende appieno la struttura meccanica, fa funzionare la macchina in modo fluido ed efficiente, riduce il tasso di guasto e crea un valore aggiunto per i clienti.
⒉ Funzioni principali
2.1Schermata di programmazione
La schermata di programmazione è la finestra che consente ai clienti di realizzare la lavorazione automatica dei pezzi. Questa schermata è semplice, ma mira anche a visualizzare tutti i dati di programmazione in un'unica pagina, in modo da essere chiari a colpo d'occhio.
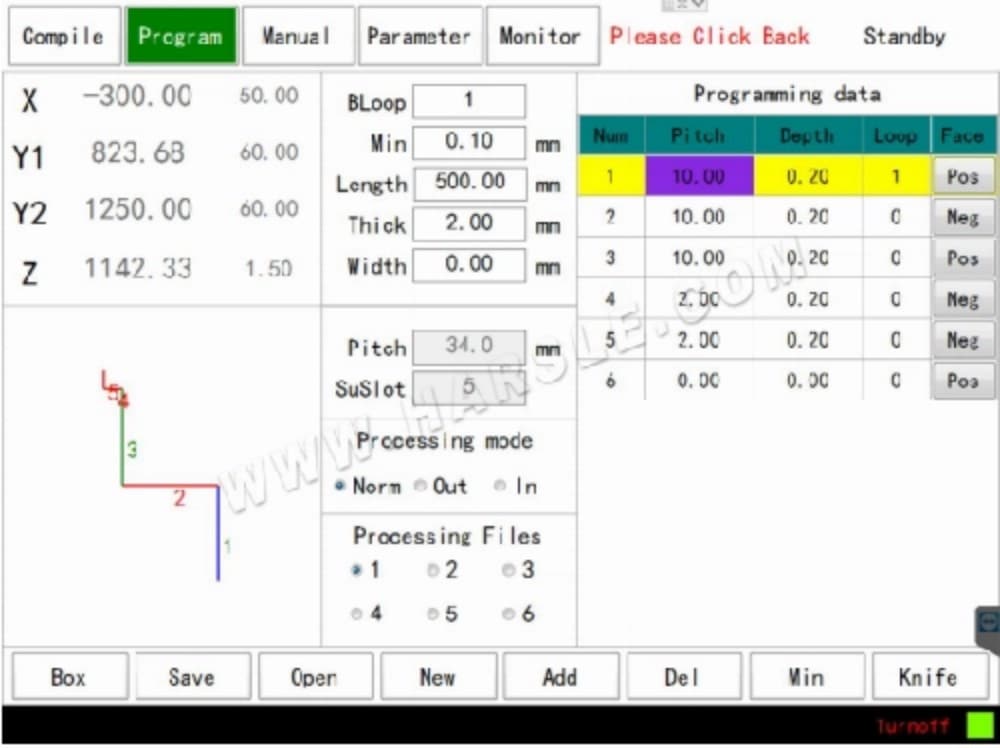
lunghezza: imposta la lunghezza del pezzo da lavorare
Larghezza: imposta la larghezza del pezzo da lavorare. La larghezza della piastra è impostata su un valore maggiore di 0. La base di calcolo della distanza della fessura parte dalla larghezza della piastra e il materiale in eccesso viene lasciato sul piedino premistoffa. La larghezza della piastra è impostata su 0 e la base di calcolo corrispondente parte dal bordo del piedino premistoffa e il materiale in eccesso viene lasciato sull'altro lato.
Spessore: imposta lo spessore del pezzo da lavorare. Min: la profondità della scanalatura della linea di marcatura. Quando la profondità della scanalatura impostata per la linea corrente è inferiore a quella del filo piccolo, verrà visualizzata automaticamente in grigio. Il singolo gruppo di circolazione termina con il filo piccolo.
BLoop: tempi di ciclo di tutti i processi
Passo: visualizza la larghezza massima della tavola corrispondente ai dati di input correnti
SuSlot: numero totale di slot
Elaborazione dei file: sono riservati sei gruppi di file temporanei. I clienti possono inserire i dati successivi da elaborare o memorizzare dati di elaborazione comuni quando la macchina è in funzione, il che è comodo per la chiamata diretta.
Modalità di elaborazione: standard, righello esterno e righello interno
⑴La modalità standard non considera lo spessore della piastra e i dati di input sono i dati elaborati
⑵La modalità scala esterna è quella in cui il cliente inserisce i dati in base alla dimensione esterna e il sistema dedurrà automaticamente la dimensione extra durante l'esecuzione
⑶La modalità di scala interna è quella in cui il cliente inserisce i dati in base alla dimensione interna e il sistema aggiungerà automaticamente una piccola dimensione durante l'esecuzione
Pitch: la distanza delle fessure è il dato relativo, che rappresenta la distanza relativa tra due fessure
Profondità: la profondità della scanalatura corrente da piallare
Loop: il numero di scanalature con la stessa distanza e la stessa profondità da piallate. Può anche essere impostato su 0. Il numero di loop nella riga corrente è impostato su un valore diverso da zero. Quando il numero di loop sottostanti è impostato su 0, verranno eseguiti come un gruppo di loop complessivi. Il numero di loop complessivi è il numero di loop nella riga superiore diversa da zero.
Faccia: la scanalatura da piallare può essere anteriore o posteriore. Questa parte può essere selezionata dal cliente. Dopo la compilazione in modalità automatica, eseguire prima i dati anteriori e poi quelli posteriori, in modo da realizzare una programmazione unica e un'elaborazione complessiva.
Fare clic su "Pitch" e "Depth" e verrà visualizzata la finestra di sostituzione, e i dati potranno essere modificati in batch
Salva: fare clic su Salva per aprire la finestra di salvataggio, dove è possibile salvare il nome della parte di dati corrente. È supportato il salvataggio dei nomi in cinese.
Apri: clicca su Apri per uscire dalla rubrica delle chiamate. Puoi selezionare i dati da chiamare. È supportata la ricerca per nome.
Novità: cancella i dati interni della tabella corrente
Aggiungi: dopo aver selezionato una riga, lo sfondo della riga corrente verrà visualizzato in giallo. Facendo clic su Inserisci riga, i dati della riga corrente verranno inseriti e copiati sotto la riga corrente, quindi i dati della riga verranno automaticamente spostati verso il basso.
Canc: dopo aver selezionato una riga, lo sfondo della riga corrente verrà visualizzato in giallo. Fare clic su Elimina riga per eliminare la riga corrente e i dati delle righe successive verranno automaticamente spostati verso l'alto.
Coltello: fare clic sul parametro del coltello per accedere alla schermata di impostazione dei parametri del coltello
Min: fare clic sul filo piccolo alla profondità della scanalatura e il valore del filo piccolo impostato verrà inserito automaticamente
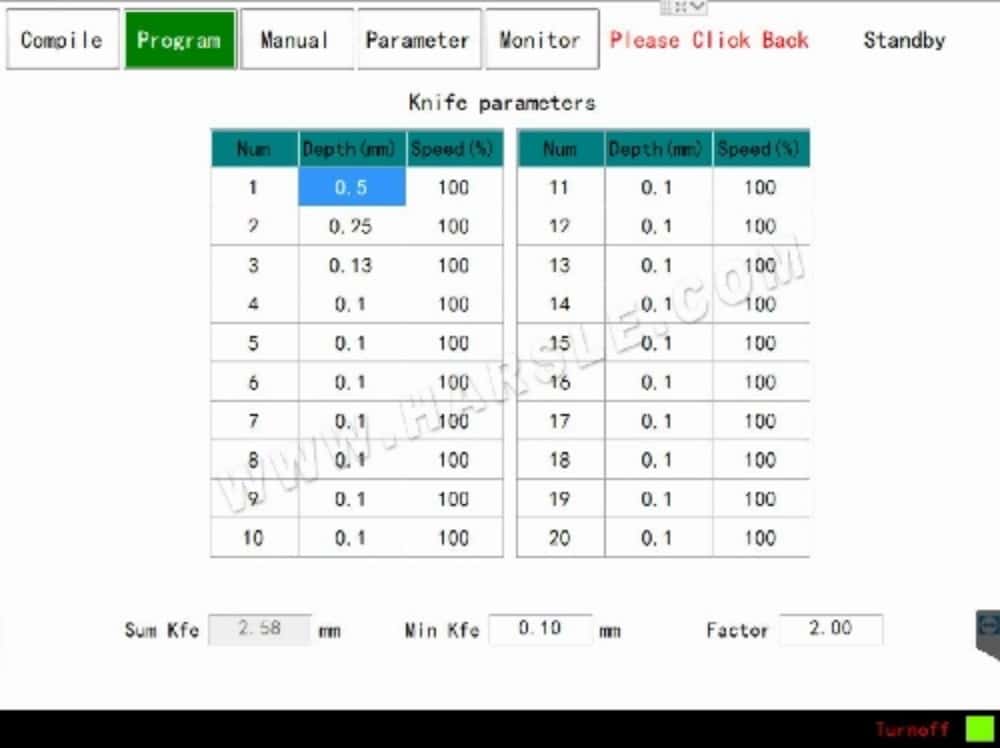
2.2Schermata dei parametri dello strumento
La schermata dei parametri della fresa è definita dal cliente in base ai requisiti di processo. Il sistema aggiorna automaticamente tutti i parametri della fresa in base al fattore di divisione e alla profondità minima della fresa dopo la modifica dei dati nella prima riga. Una scanalatura può piallare fino a 20 frese.
2.3Schermata di compilazione
La schermata di compilazione serve a convertire i dati immessi automaticamente nei dati di funzionamento effettivi della macchina. Quando i dati immessi sono errati, la schermata di programmazione viene automaticamente saltata e viene visualizzato il messaggio di errore.
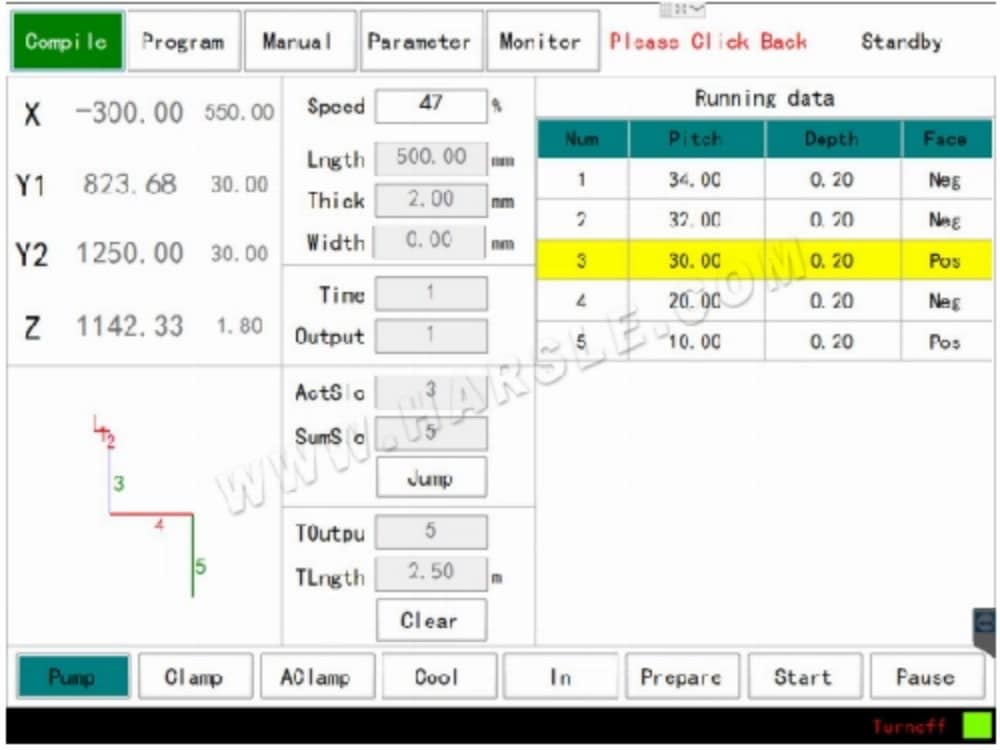
lunghezza, larghezza e spessore sono i dati immessi nel display di input automatico
Velocità: selezionare il volantino di regolazione della velocità per modificare la velocità di funzionamento corrente, il minimo è 0, il massimo è 100
Numero di volte: il numero di volte in cui la scanalatura corrente deve essere piallata. Il numero di volte in cui è stata piallato è mostrato nella parte anteriore, mentre il numero totale è mostrato nella parte posteriore.
Numero di slot: il numero di slot visualizzato in primo piano è il numero attuale di slot, mentre il numero visualizzato in secondo piano è il numero totale di slot. Clicca per uscire dalla finestra. Puoi inserire il numero di slot per saltare.
Output: il numero di slot accumulati è mostrato nella parte anteriore, mentre il numero di contatori accumulati è mostrato nella parte posteriore. Fare clic su Cancella per cancellare gli slot e i contatori accumulati.
In modalità standby, fare clic sulla linea, il colore di sfondo della linea è giallo e la linea corrente inizierà a funzionare quando si eseguono la pompa, il morsetto e il mobile
AClamp: apri e chiudi in modalità standby
Raffreddamento: può essere acceso e spento in qualsiasi momento. L'effettivo spruzzo del refrigerante avviene durante l'avanzamento della macchina.
IN: fare clic su cambio utensile e il portautensile si sposta nella posizione di cambio utensile impostata
Preparazione: fare clic su Preparazione, l'asse Y si sposta nella posizione da elaborare e si arresta, e l'utente conferma se la posizione effettiva è corretta Avvio: fare clic su Avvia, la macchina funzionerà automaticamente e in caso di errore verrà visualizzato un messaggio nella colonna di errore seguente
Pausa: fare clic su stop, la macchina si ferma, dopo un ritardo di 1 secondo, l'asse Z sale nella posizione iniziale, X ritorna nella posizione iniziale
2.4Modalità manuale
La modalità manuale viene utilizzata per il debug della macchina. In questa schermata, ogni asse può essere riportato manualmente alla posizione originale
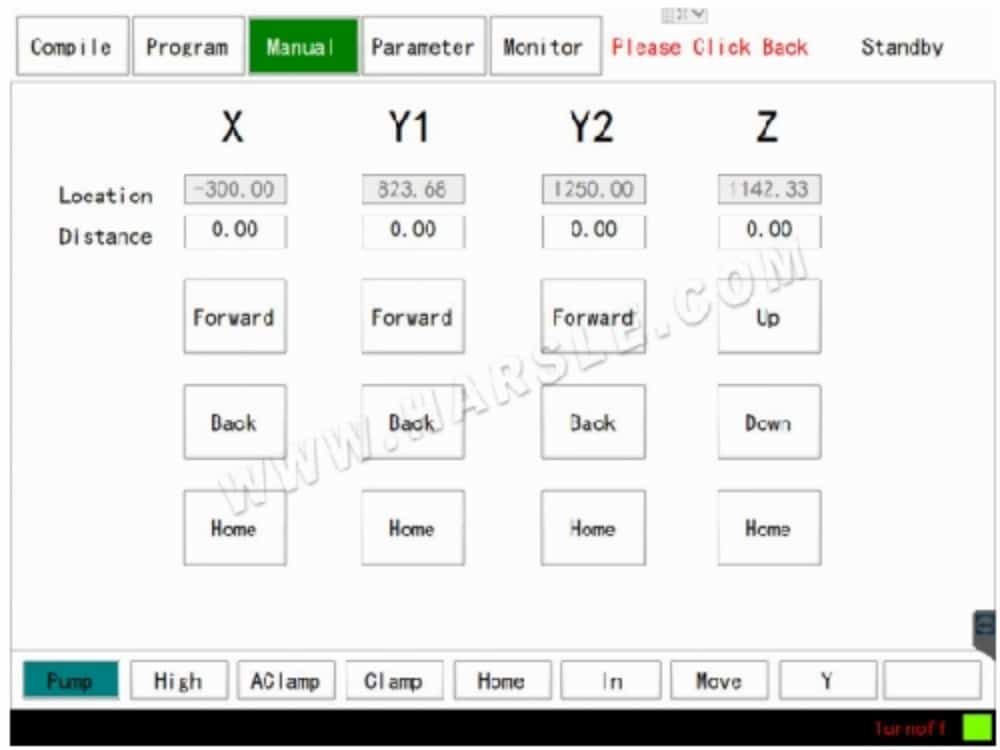
La funzione e il funzionamento di pompa, AClamp, Clamp, Home, IN sono gli stessi di compole
Alto: sotto il punto di alta velocità, avanti e indietro manuale ad alta velocità
Y: collegamento y sotto il punto, quando l'asse Y1 o l'asse Y2 si muove manualmente, l'altro asse seguirà il movimento
Sposta: fai clic su un'azione singola, la funzione dei pulsanti avanti e indietro manuali diventa una distanza di azione singola avanti e indietro
2.5 Schermata dei parametri
La schermata dei parametri include parametri di base, parametri avanzati, parametri di compensazione, interruttore cinese-inglese e schermata di configurazione
2.5.1 Parametri di base
Tra i parametri di base ci sono quelli che il cliente cambierà frequentemente e la macchina non funzionerà normalmente a causa di modifiche improprie
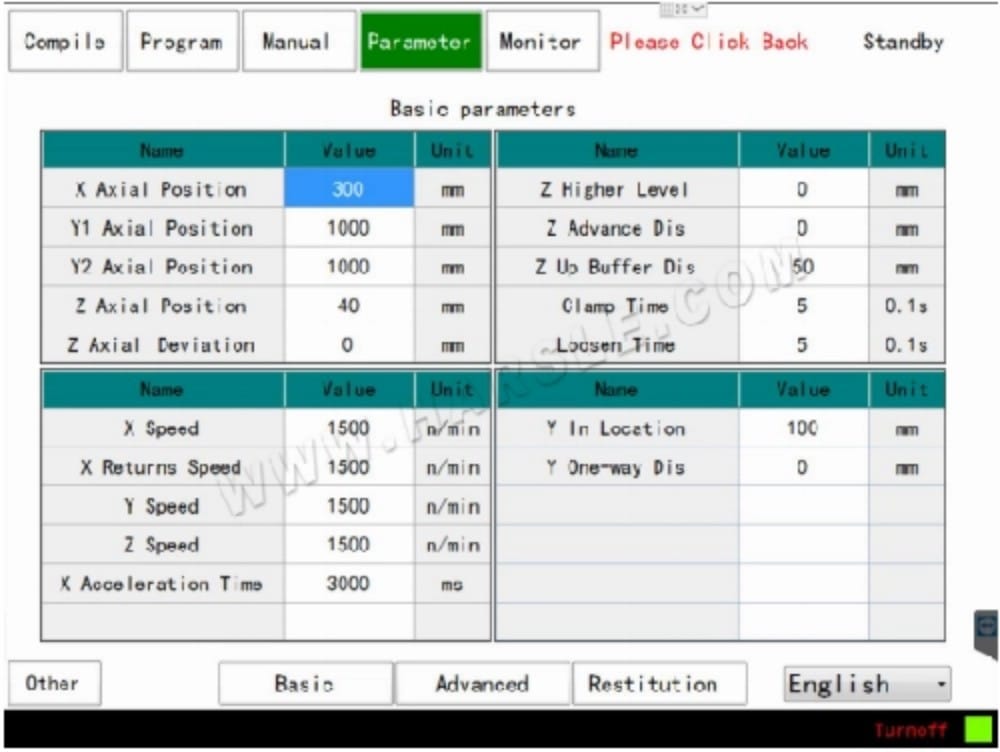
Imposta la posizione di origine dell'asse X: la posizione di riferimento dell'asse x è nella posizione di tutti i piani di lavoro superiori del supporto utensile
Imposta la posizione di origine dell'asse Y1: la posizione di riferimento dell'asse Y1 è nella posizione del morsetto di fissaggio
Imposta la posizione dell'origine dell'asse Y2: uguale alla posizione di riferimento dell'asse Y1
Imposta la posizione di origine dell'asse Z: la posizione di riferimento dell'asse Z è sul tavolo
Imposta la velocità di scanalatura dell'asse x: la velocità con cui l'asse x si sposta automaticamente in avanti
Imposta la velocità di ritorno dell'asse X: la velocità del ritorno automatico dell'asse x
Imposta l'altezza di salita dell'asse z: imposta la posizione di salita dell'asse z durante la scanalatura automatica, che generalmente è la stessa di "imposta la posizione di origine dell'asse z"
Imposta la distanza di avanzamento inferiore dell'asse Z: imposta la distanza di taglio in anticipo sull'asse Z quando l'asse x ritorna Nota: maggiore è questo parametro, più precoce è il taglio in anticipo sull'asse Z
Tempo di serraggio del morsetto mobile: tempo di serraggio del morsetto mobile. L'asse x può essere spostato solo dopo che il morsetto mobile è stato serrato.
Tempo di rilascio del morsetto mobile: tempo di rilascio del morsetto mobile. L'asse y può essere spostato solo dopo il rilascio del morsetto mobile.
Imposta la posizione di cambio utensile sull'asse Y: il pulsante di cambio utensile in modalità manuale e funzionamento automatico corrisponde alla posizione del movimento dell'asse y
Impostare la distanza di posizionamento unidirezionale: il posizionamento unidirezionale può eliminare il gioco inverso della macchina e la distanza di posizionamento unidirezionale deve essere maggiore del possibile gioco meccanico
Posizionamento unidirezionale: impostare 0 per disabilitare il posizionamento unidirezionale e impostare 1 per abilitarlo
2.5.2 parametri avanzati
I parametri nei parametri avanzati sono correlati alla precisione di funzionamento e alla fluidità della macchina, quindi l'autorità è superiore ai parametri di base e ai non professionisti è vietato modificarli
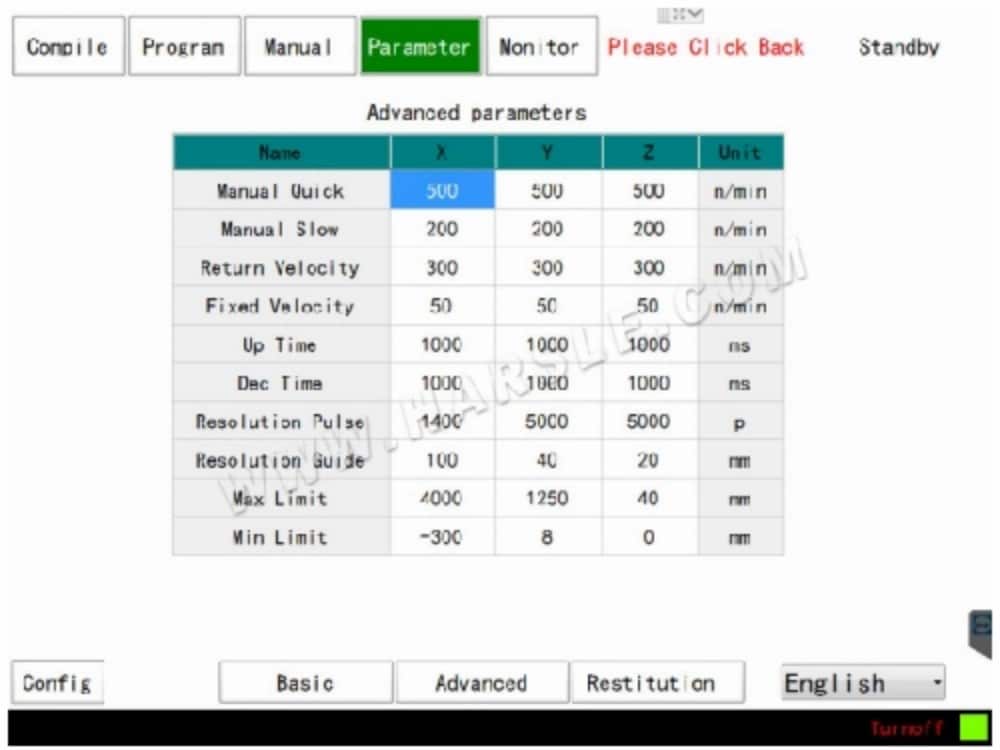
Manuale veloce: nel funzionamento manuale, quando è selezionata l'alta velocità, il funzionamento manuale in avanti e indietro verrà eseguito a velocità manuale veloce
Velocità lenta manuale: nel funzionamento manuale, l'alta velocità non è selezionata e l'avanzamento e la retromarcia manuali vengono azionati a velocità lenta manuale
Velocità di ritorno all'origine: quando l'asse ritorna all'origine, la velocità con cui l'asse si avvicina all'origine
Velocità di origine fissa: quando l'asse ritorna nella posizione originale, la velocità dell'asse che lascia l'origine in senso inverso dopo aver toccato l'interruttore di origine
Tempo di accelerazione: il tempo che intercorre tra la velocità 0 e la velocità impostata. Maggiore è questo valore impostato, maggiore è la distanza di accelerazione e più fluida è l'accelerazione corrispondente.
Tempo di decelerazione: il tempo impiegato dall'asse per ridurre la velocità dalla velocità impostata alla velocità 0. Maggiore è l'impostazione, maggiore è la distanza di decelerazione e più fluida è la decelerazione corrispondente
Risoluzione impulso: numero di impulsi per un giro dell'albero, determinato dai parametri del servomotore
Anticipo di risoluzione: distanza corrispondente a un giro dell'albero, determinata dai parametri meccanici
Limite massimo morbido: la posizione massima in cui l'albero può muoversi
Limite minimo morbido: la posizione minima in cui l'albero può muoversi
2.5.3 Interfaccia di configurazione
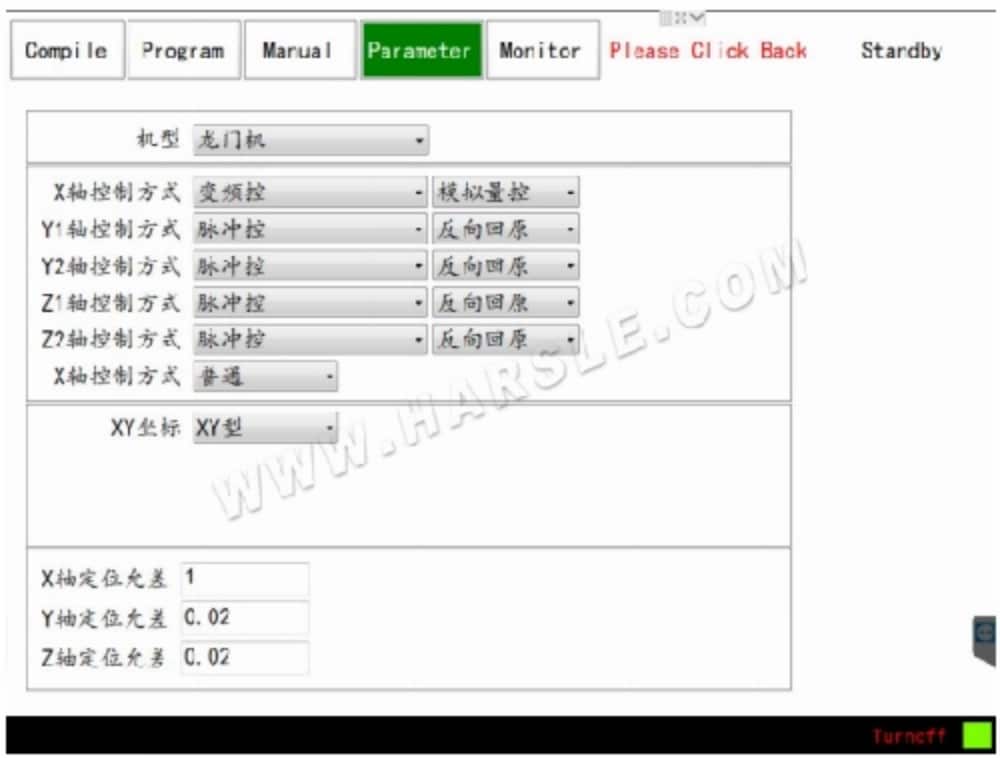
In questa interfaccia il cliente può selezionare il modello e la configurazione in base alle diverse macchine.
2.5.4 parametri di compensazione
Il parametro di compensazione è la compensazione della piattaforma di lavoro. La cremagliera può subire piccole deformazioni dopo un lungo periodo di tempo. Il parametro di compensazione può compensare la deformazione della cremagliera attraverso il sistema.

Per impostazione predefinita, inizia dalla posizione 0. La posizione immessa nella prima riga rappresenta la distanza da 0 alla posizione di input corrente. L'importo della compensazione è l'importo della compensazione immesso dopo la prima riga. La posizione immessa nella seconda riga rappresenta la distanza dalla posizione di input nella prima riga alla posizione di input corrente. L'importo della compensazione è l'importo della compensazione immesso dopo la riga corrente.
3. Richiesta di stato
Stato: stato operativo, stato dei dati, informazioni sugli errori
3.1 stato operativo
Standby: la macchina corrente è in uno stato statico senza alcun comando
Avvio: la macchina funziona automaticamente in base ai dati immessi
Arresto: premere il pulsante di arresto, la macchina prima si ferma e poi torna nella posizione iniziale
Arresto di emergenza: premere il pulsante di arresto di emergenza per arrestare completamente la macchina
3.2 stato dei dati
I dati sono vuoti: i dati di programmazione non sono stati inseriti
La distanza totale dello slot è troppo grande: la larghezza della scheda accumulata dai dati di input non può essere maggiore del limite massimo dell'asse Y
Il primo slot è troppo piccolo: la distanza dello slot della prima linea di input non può essere inferiore al limite minimo dell'asse Y
La profondità della scanalatura è maggiore della profondità totale: la profondità della scanalatura della riga corrente non può essere maggiore della profondità totale
Impostazione della profondità della scanalatura troppo grande: la profondità della scanalatura prima della riduzione dello spessore della piastra non può essere inferiore al limite minimo dell'asse Z
3.3 informazioni sui guasti
Arresto di emergenza: il pulsante di arresto di emergenza non viene tirato su e le informazioni di errore vengono cancellate dopo averlo tirato su
Premere un pulsante per tornare all'originale: dopo che il sistema è stato spento e riavviato, verrà richiesto di premere un pulsante per tornare all'originale, accendere la pompa dell'olio, fare clic su un pulsante per tornare all'originale in modalità automatica o manuale e le informazioni di errore verranno cancellate dopo un pulsante per tornare all'originale
Guasto alla pompa dell'olio: guasto al relè termico della pompa dell'olio, verificare se si tratta di un guasto al motore della pompa dell'olio o di un guasto al relè termico, cancellare le informazioni sul guasto dopo aver scollegato il relè termico
Errore dell'origine dell'asse x: quando la posizione corrente dell'asse x è maggiore di 10 mm, viene rilevato il segnale dell'origine dell'asse x e verrà visualizzato questo messaggio di errore. Verificare se l'interruttore dell'origine dell'asse x ha rilevato un errore o se il conteggio dell'encoder è errato, quindi premere il tasto di arresto per cancellare le informazioni sull'errore.
Disconnessione dell'encoder dell'asse x: viene rilevato che l'encoder non riesce a contare normalmente, verificare se il valore corrente dell'asse x è normale sullo schermo manuale e premere il tasto di arresto per cancellare le informazioni di errore
Inversione dell'encoder dell'asse x: viene rilevato che la direzione di conteggio dell'encoder non è coerente con la direzione di marcia, collegare a e B dell'encoder in modo inverso e premere il tasto stop per cancellare le informazioni di errore
Comunicazione HMI anomala: i dati di comunicazione sono andati persi.
Verificare che la linea di comunicazione tra il computer superiore e il controller inferiore sia in buon contatto. Premere il tasto di arresto per cancellare le informazioni di errore.
Guasto all'albero: controllare il codice informativo di guasto della trasmissione dell'albero.
In base alla soluzione per la risoluzione dei problemi riportata nel manuale della trasmissione ad albero, premere il tasto di arresto per cancellare il guasto della trasmissione ad albero. Se non è presente alcun guasto nella trasmissione ad albero, le informazioni sul guasto verranno cancellate.
Errore di comunicazione dell'albero: l'albero di questo sistema è controllato tramite comunicazione. Se il controller non riceve il segnale dell'albero, segnalerà un errore di comunicazione. Controllare
se la linea di comunicazione è in contatto e se i parametri dell'albero sono impostati correttamente. Una volta che la comunicazione è tornata normale, le informazioni di errore verranno cancellate.
Limite albero: quando la posizione corrente dell'albero è inferiore al limite minimo nei parametri di sistema, verrà richiesto il limite minimo dell'albero. Quando è superiore al limite massimo, verrà richiesto il limite massimo dell'albero. Controllare
se la posizione data è oltre il limite. Dopo che la posizione corrente è entro il limite, le informazioni di errore verranno cancellate
Ⅸ Impegno nel servizio post-vendita
Per quanto riguarda il servizio di vendita, la nostra azienda lo divide in tre parti: pre-vendita, in-vendita e post-vendita. Il nostro impegno nel servizio: garanzia di un anno e assistenza a vita.
⒈ Servizio di prevendita
La nostra azienda è responsabile di fornire agli utenti un'analisi di fattibilità e un piano di configurazione affidabile delle apparecchiature prima della vendita, fornendo soluzioni ragionevoli e appropriate in base alla situazione specifica degli utenti e svolgendo un buon lavoro come consulente per gli acquisti dei clienti.
⒉Servizio in vendita
Il fornitore è responsabile dell'installazione e della messa in servizio delle attrezzature, mentre l'acquirente fornisce gru e utensili generici. ...
⒊ Servizio post-vendita
La nostra azienda è responsabile della fornitura di servizi agli utenti durante e al di fuori del periodo di garanzia. Durante il primo servizio post-vendita, il personale addetto alla messa in servizio (manutenzione) deve apporre la firma di conferma dell'utente sulla Scheda di Installazione e Messa in Servizio dell'Apparecchiatura e la firma di conferma dell'operatore utente sulla Scheda di Formazione dell'Apparecchiatura. Per i servizi futuri, il personale addetto alla messa in servizio (manutenzione) deve disporre di un rapporto scritto sulla messa in servizio o sulla manutenzione ogni volta, e tutti i dati saranno conservati come file cliente per la registrazione. Per gli utenti anche dopo il periodo di garanzia, la nostra azienda fornisce anche un servizio post-vendita tempestivo e di alta qualità, garantisce la fornitura di parti soggette a usura e di ricambio e ne riscuote i costi in modo appropriato per garantire il normale utilizzo da parte degli utenti.
La messa in servizio, il funzionamento e la manutenzione delle apparecchiature vengono eseguiti dai tecnici addetti alla messa in servizio e dal personale dell'assistenza post-vendita dell'azienda. Prevalgono le indicazioni dei membri. Se i clienti necessitano di supporto tecnico, si prega di contattare il nostro ufficio tecnico per tempo.