








Macchina per la formatura a rulli: tipi e vantaggi

Mentre esploro l'affascinante mondo dei rollerblade macchine formatriciSono entusiasta di condividere approfondimenti sui vari tipi e vantaggi di questi strumenti essenziali. Rullo macchine formatrici sono fondamentali per la modellazione di materiali per un'ampia gamma di applicazioni, dall'edilizia all'industria automobilistica. In questo articolo, approfondirò le diverse tipologie di macchine profilatrici disponibili e ne evidenzierò i vantaggi, aiutandovi a capire perché rappresentano un prezioso complemento per qualsiasi processo produttivo. Unitevi a me per scoprire le caratteristiche che rendono le macchine profilatrici un must per efficienza e precisione.
Classificazione delle macchine automatiche per la formatura a rulli
Anche le macchine automatiche per la formatura a rulli si dividono in tre categorie principali, in base alle diverse materie prime e tipologie di piastrelle.
1. Macchine automatiche per la formatura a rulli di piastrelle ceramiche smaltate: queste presse vengono utilizzate per produrre piastrelle ceramiche realizzate con argilla simile all'argilla. Dopo la pressatura, i prodotti devono essere essiccati, smaltati (o non smaltati) e quindi sinterizzati a una temperatura superiore a 1000 °C.
2. Macchina automatica per la formatura a rulli di piastrelle di cemento: questo tipo di macchina viene utilizzata per produrre piastrelle di cemento utilizzando arenaria cementizia come materia prima. Il prodotto necessita solo di asciugatura e manutenzione, per poi essere verniciato.
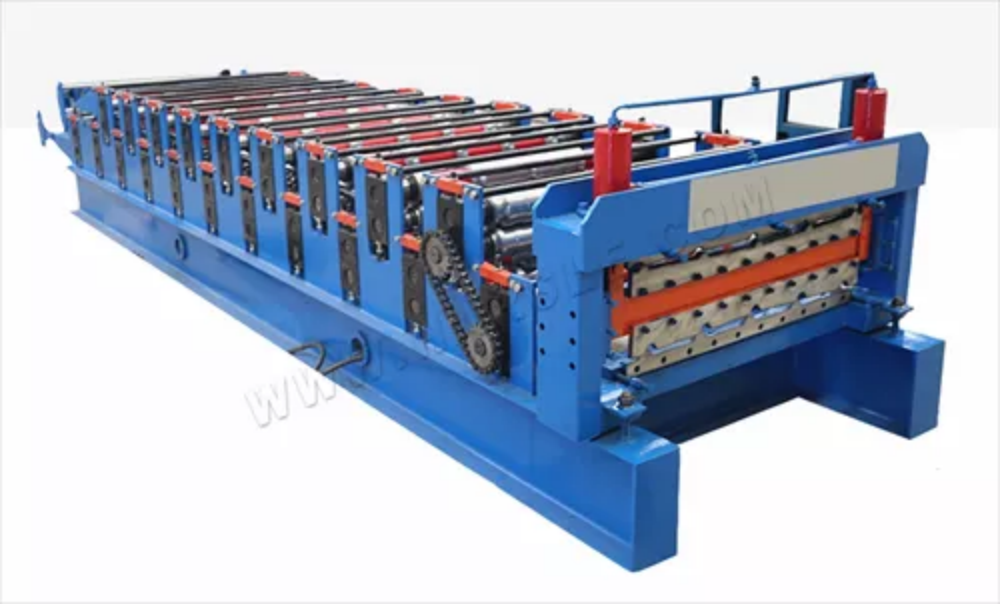
3. Macchine per la formatura a rulli in acciaio colorato: queste presse sono realizzate con lamiere sottili in acciaio e i prodotti possono essere verniciati dopo la pressatura e la formatura.

I tre diversi tipi di macchine automatiche per la formatura a rulli sopra menzionati hanno principi strutturali diversi.
1. Macchine automatiche per la formatura a rulli ceramici
La macchina profilatrice automatica a rulli utilizzata nell'industria cinese è stata introdotta per la prima volta in Germania, Italia, Francia e altri paesi. Nel 2006, una fabbrica di macchine per ceramica ha sviluppato con successo una macchina profilatrice automatica a rulli per applicazioni locali, più adatta nei dettagli alle condizioni di sviluppo nazionali cinesi rispetto ai prodotti importati. Tuttavia, che si tratti di macchine profilatrici automatiche nazionali o importate, il principio di base e la struttura sono più o meno gli stessi.

Questo tipo di macchina per la formatura a rulli ceramici è composta principalmente da corpo sinistro e destro, biella inferiore, coperchio superiore, sede scorrevole, rotore esagonale, ruota dentata, meccanismo di ingranaggi, meccanismo di ruota scanalata, meccanismo a camme, pompa di lubrificazione, sistema di circuito dell'olio, parte di controllo elettrico e così via. Il processo di stampaggio dello stampo superiore della macchina: il motore, tramite la puleggia, aziona l'albero di ingresso, tramite l'ingranaggio piccolo, l'ingranaggio grande, aziona l'albero superiore e, tramite un meccanismo a camme, aziona la sede scorrevole dotata dello stampo superiore per muoversi su e giù per realizzare la piastrella pressata. Il tavolo è indicizzato da un set di ingranaggi montato all'estremità dell'albero superiore, che aziona un ingranaggio a perno girevole e fa perno su una ruota scanalata montata su un albero esagonale rotante per ottenere l'indicizzazione e il posizionamento. Sul lato sinistro e destro del telaio è installata una pompa di lubrificazione. Quando la macchina è in funzione, il tubo dell'olio a ciascuna parte del movimento di attrito del lubrificante.

Il blocco di fango estruso, tagliato a misura dalla macchina da taglio, viene inviato alla macchina profilatrice tramite il trasportatore a rulli e inviato allo stampo inferiore dal caricatore secondo la procedura prescritta. Il blocco di piastrelle pressato viene assorbito dalla ventosa a vuoto della macchina di scarico piastrelle dopo che il tavolo di lavoro è stato spostato e posizionato sul vassoio piastrelle della linea di trasporto.
Il tavolo della macchina per la formatura a rulli in ceramica ha sei processi (ad esempio, ruota esagonale), il tavolo viene capovolto, oltre a un livello di indicizzazione meccanica, posizionamento ma anche impostato un set di meccanismi di posizionamento di precisione, per garantire completamente che ogni volta che si esegue il processo di stampaggio, il posizionamento accurato dello stampo del tavolo, l'installazione della slitta dello stampo superiore è una struttura a scatola, guida di scorrimento e guida superiore del corpo, la lunghezza del contatto è ampia, ogni volta che si stampa lo stampo superiore, il processo prevede una seconda stampa sulla billetta di argilla. Vale a dire, dopo che lo stampo superiore preme la billetta di piastrelle in posizione per la prima volta, lo stampo superiore si solleva di 10㎜, in modo che dopo che la billetta di fango è completamente esaurita, lo stampo superiore preme nuovamente la billetta di piastrelle in posizione prima di tornare alla posizione più alta, quindi lo stampo ha una lunga durata e la qualità dei prodotti pressati è buona.
2. Principio strutturale della macchina automatica per la formatura a rulli delle piastrelle di cemento
Rispetto al meccanismo della macchina automatica per la formatura a rulli delle piastrelle in ceramica, il principio costruttivo della macchina per la formatura a rulli del cemento è relativamente semplice, e consiste principalmente in una pompa idraulica, tamponi scorrevoli idraulici, tavoli di pressatura fissi, tavoli di battuta mobili, stampo della macchina per la formatura a rulli e così via. Il principio di funzionamento è che, quando la materia prima viene caricata nello stampo inferiore nella prima fase del processo, la pompa idraulica aziona lo stampo della macchina per la formatura a rulli per premere automaticamente verso il basso, e la ghiaia di cemento viene filtrata dall'acqua sotto pressione e pressata in un prodotto di piastrelle di cemento denso e resistente. Nella produzione iniziale di piastrelle in ceramica, il processo utilizzava anche macchine idrauliche per la pressatura, ma a causa di tali modelli, l'automazione nella consegna di billette, stampi e piastrelle è difficile da adattare al materiale grezzo in argilla, molto facile da produrre deformazioni, quindi non si adatta ai requisiti di automazione del settore delle piastrelle in ceramica, può essere applicata solo alle piastrelle in ceramica semi-meccanizzate.

3. Principio della struttura della macchina per la pressatura automatica delle piastrelle in acciaio colorato
Il principio costruttivo della macchina profilatrice automatica a rulli per piastrelle in acciaio colorato è sostanzialmente lo stesso della macchina profilatrice automatica a rulli per piastrelle in cemento. La differenza è che la macchina profilatrice a rulli per acciaio colorato non deve tenere conto della deformazione e della manutenzione dei prodotti dopo la pressatura. Pertanto, in linea di principio, i suoi requisiti sono molto più semplici, purché venga raggiunta una certa pressione. Tuttavia, rispetto ai primi due tipi di presse, le dimensioni del prodotto sono maggiori. Quindi anche l'aspetto dei macchinari e delle attrezzature è leggermente più ampio.
Il tavolo di lavoro della macchina per la formatura a rulli in acciaio colorato ha sei processi, (ovvero una ruota a sei lati) la rotazione del tavolo di lavoro, oltre a un livello di indicizzazione meccanica, posizionamento ma anche impostare una serie di meccanismi di posizionamento, garantire completamente che ogni volta che il processo di stampaggio, il posizionamento accurato dello stampo del tavolo di lavoro, l'installazione della slitta dello stampo superiore è una struttura a scatola, guida di scorrimento e la guida superiore del corpo, la lunghezza di contatto è grande, lo stampo superiore di ogni stampaggio, il processo della billetta di fango ha una seconda stampatura che la parte superiore Dopo che lo stampo è stato posizionato dalla pressa precedente, lo stampo superiore si solleva di 10㎜, in modo che la billetta di fango sia completamente esaurita, quindi lo stampo superiore viene posizionato dalla pressa successiva prima di tornare in una posizione più alta, quindi lo stampo ha una lunga durata e la qualità dei prodotti stampati è buona. La macchina per la formatura a rulli in acciaio colorato sarà dotata di una serie di sistemi di lubrificazione, quando la macchina è in funzione, automaticamente a tutti i cuscinetti, alla guida del movimento del meccanismo di trasmissione e ad altre parti della lubrificazione a olio.
La tecnologia delle macchine per la formatura a rulli in acciaio colorato è in continuo aggiornamento e può essere suddivisa in tre processi. I vantaggi e gli svantaggi di ciascuno sono i seguenti.
1. Macchina per piastrelle con pressa a rulli: poiché la forma di produzione tramite pressatura a rulli è singola, la qualità delle piastrelle non è elevata e sta gradualmente scomparendo dal mercato.
2. Macchina per la formatura a rullo per estrusione: alta resa, veloce, ma costosa. Dopo la formatura e la successiva spruzzatura con la macchina per la spruzzatura del colore, la luminosità è scarsa, solo lo strato superficiale di colore non può essere applicato da solo sulla superficie della piastrella, ma deve essere miscelato con una costosa bomboletta adesiva. Il costo delle piastrelle colorate è troppo elevato.
3. Macchina per la formatura a rulli di piastrelle colorate: attualmente, i modelli più avanzati di macchine per piastrelle colorate utilizzano per la maggior parte il sistema di controllo PLC Mitsubishi, principalmente touch screen manuale e display digitale per la visualizzazione delle differenze. Gli stampi sono realizzati in acciaio speciale, resistenti e durevoli, di lunga durata. La macchina principale è dotata di testa di pressione rinforzata e piastra di pressione universale, che può essere facilmente sostituita con diversi stampi principali e stampi per piastrelle sagomate, adatti alla produzione di vari tipi di piastrelle in cemento e lastre stradali.

Installazione e messa in servizio delle apparecchiature
Prima dell'installazione delle macchine profilatrici a rulli di cui sopra, è necessario preparare la fondazione del calcestruzzo secondo lo schema di fondazione fornito dal produttore e posizionare il telaio di installazione della pressa (parti saldate in acciaio a canale) sulla fondazione del calcestruzzo completamente indurito, calibrare il livello del telaio e cementare le viti di base per la seconda volta, dopodiché è possibile installare la pressa.

Funzionamento e precauzioni dell'attrezzatura
Prima di utilizzare varie attrezzature per macchine profilatrici a rulli, verificare che i collegamenti siano saldi, che i bulloni e i dadi di installazione siano serrati e che i telai sinistro e destro siano sufficientemente lubrificati con olio per avviare la macchina per il funzionamento di prova. Prima di tutto, farla funzionare a vuoto per osservare attentamente se ci sono vibrazioni, rumore, se la finestra dell'olio è corretta, se il movimento delle parti è coordinato, tutto normale prima di installare lo stampo. Durante l'installazione dello stampo, l'alimentazione deve essere interrotta per evitare la caduta naturale della sede della slitta. Durante l'installazione dello stampo, l'alimentazione deve essere interrotta per evitare che la slitta cada naturalmente e causi incidenti. Lo stampo superiore viene installato sulla superficie inferiore della slitta e viene posizionato lo spessore appropriato del pannello di supporto per garantire che, dopo aver unito gli stampi superiore e inferiore, lo spazio attorno al bordo sia uniforme e la distanza tra gli stampi superiore e inferiore sia uguale allo spessore della piastrella richiesta. Quindi, si posiziona lo stampo superiore, si ruota il tavolo di lavoro e si installano i restanti cinque stampi inferiori. Tutti gli stampi superiori e inferiori vengono installati prima che la macchina possa essere azionata per la profilatrice a rulli.
Procedura di lavoro: all'avvio della macchina, il compressore d'aria, la pompa per vuoto, l'estrusore, la macchina per il taglio delle piastrelle, la macchina di scarico, la macchina formatrice a rulli, la macchina principale e il trasportatore a vassoio per piastrelle vengono accesi nell'ordine inverso.
Manutenzione e cura
Chi non conosce la struttura e le prestazioni di questa macchina, nonché le relative norme di funzionamento, non deve avviarla. La macchina profilatrice automatica non deve superare l'altezza minima di chiusura per il lavoro, ovvero la distanza minima tra il fondo della scatola scorrevole superiore e ciascuna superficie di lavoro è di 290 mm. Prestare attenzione frequentemente all'altezza dell'olio lubrificante nella scatola scorrevole e su entrambi i lati del corpo macchina. L'attrezzatura deve essere pulita frequentemente e non deve accumularsi fango e acqua.
