








Istruzioni per la macchina formatrice a rulli per tegole
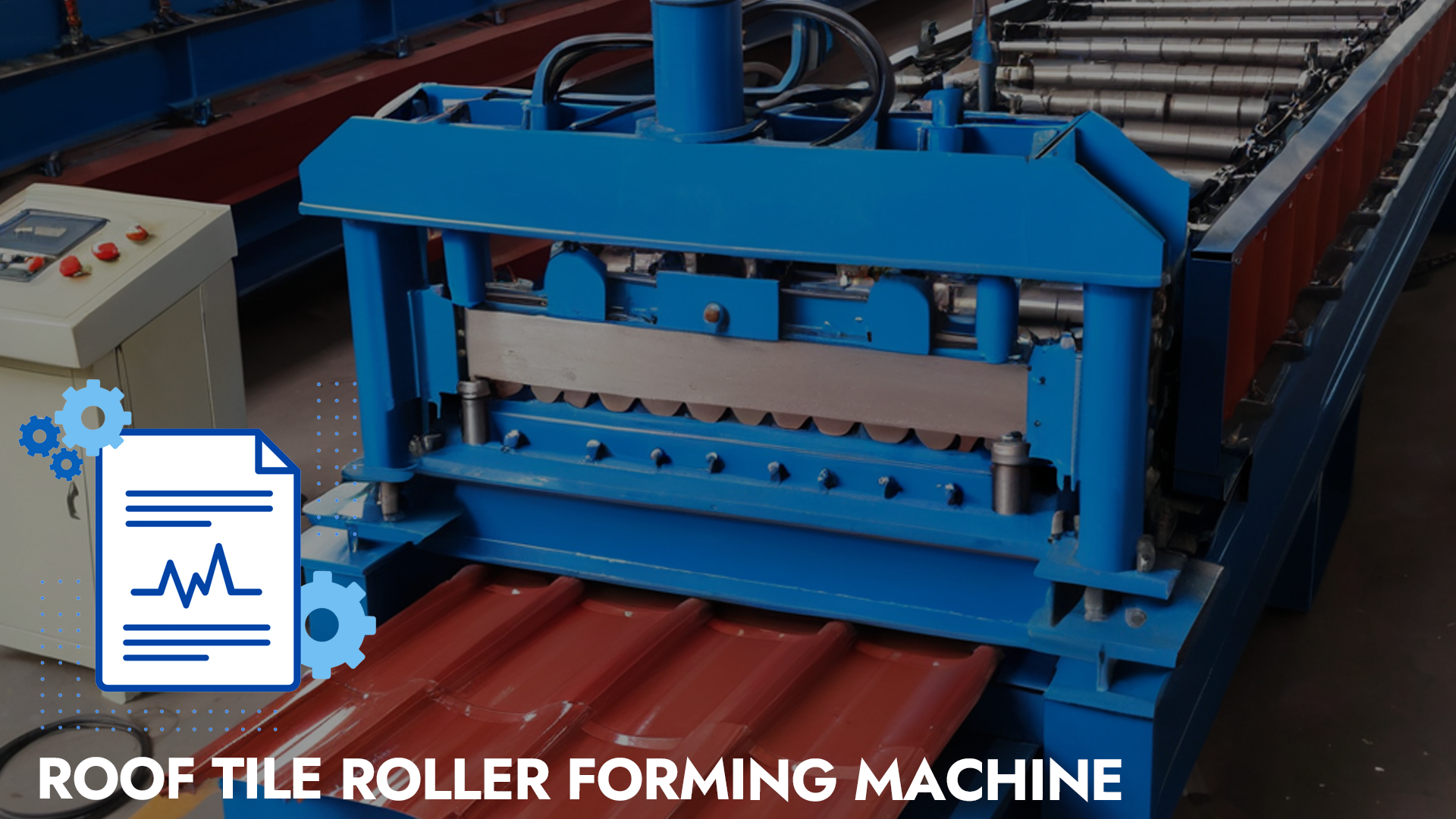
Come professionista nel settore delle coperture, ho imparato ad apprezzare l'efficienza delle tegole Rullo Macchina formatrice. In questo articolo, condividerò con voi le istruzioni essenziali per il funzionamento e la manutenzione di questa potente attrezzatura. La corretta comprensione e il corretto utilizzo della macchina non solo aumentano la produttività, ma garantiscono anche la qualità delle tegole prodotte. Che siate operatori esperti o alle prime armi, queste linee guida vi forniranno le conoscenze necessarie per massimizzare le prestazioni e la longevità delle vostre tegole. rullo macchina formatrice.
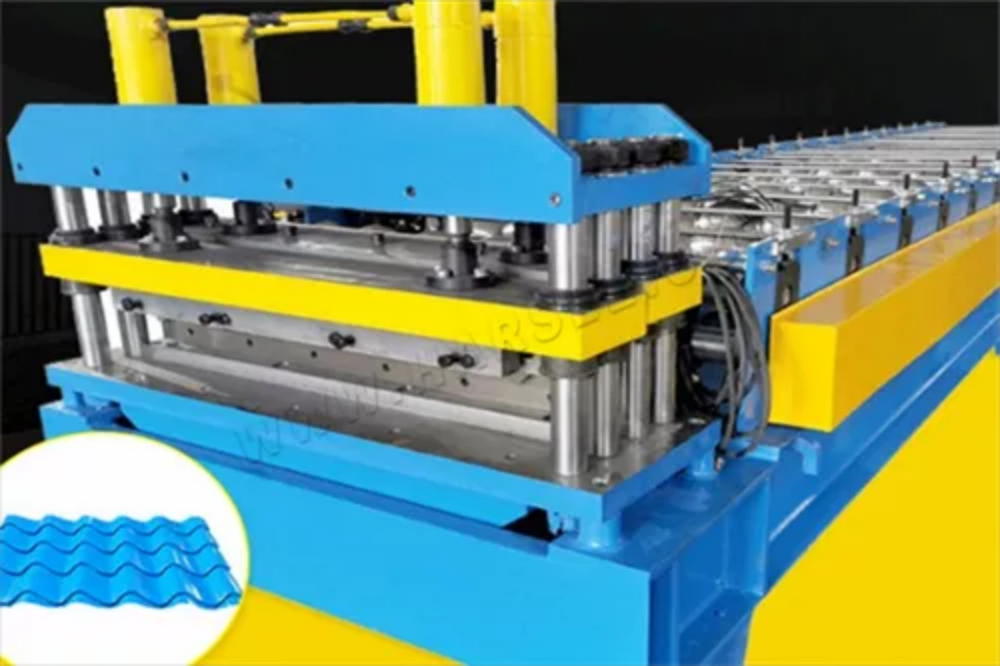
Caratteristiche Applicazione
Il tavolo di lavoro della formatura a rulli delle tegole ha sei processi, (ad esempio, il corridore esagonale) la rotazione del tavolo di lavoro, oltre a un livello di indicizzazione meccanica, posizionamento ma anche impostare un set di meccanismi di posizionamento di precisione, garantire completamente che ogni processo di stampaggio, il posizionamento accurato dello stampo del tavolo di lavoro, l'installazione della slitta dello stampo superiore è una struttura a scatola, guida di scorrimento e la guida superiore del corpo, la lunghezza di contatto è grande, ogni stampaggio dello stampo superiore, il processo ha una seconda stampaggio del billetta di fango che La prima volta che lo stampo superiore preme il pezzo grezzo della tegola in posizione, lo stampo superiore si solleva di 10 mm.

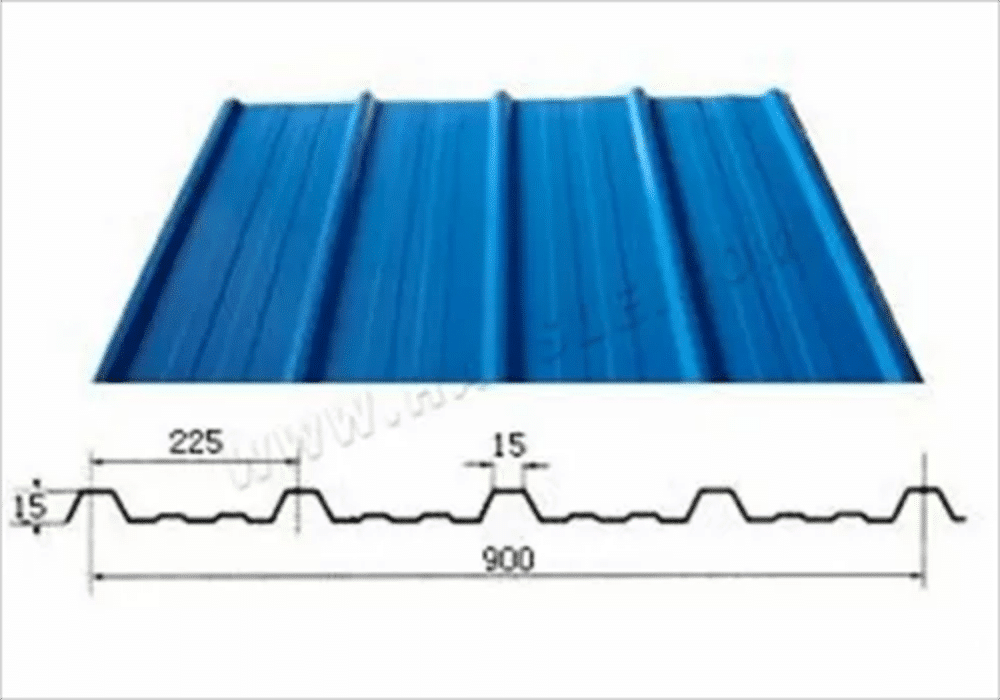
La produzione di lamiere d'acciaio colorate tramite macchine profilatrici a rulli per tegole è ampiamente utilizzata nell'edilizia, nei trasporti e in altri settori. L'industria edile è principalmente utilizzata per strutture in acciaio, aeroporti, magazzini e refrigerazione e altri edifici industriali e commerciali come tetti, pareti e porte; l'utilizzo di lamiere d'acciaio colorate è minore negli edifici civili. I vantaggi delle lamiere d'acciaio colorate sono la buona resistenza alla corrosione, i colori brillanti, l'aspetto gradevole, la facilità di lavorazione e formatura, la resistenza originale delle lamiere d'acciaio e il costo inferiore, ecc.

Attrezzatura per piastrelle colorate stampate ad alta velocità e di alta qualità a quattro pilastri guidati: utilizzando una serie di tecnologie avanzate, il "corpo" ospite senza saldatura, utilizzando "acciaio fuso" per la costruzione, quindi l'intera macchina non sarà dovuta alla "saldatura". Il corpo della "macchina principale" è deformato a causa dello "stress" causato dalla "saldatura". Il "cilindro di pressione" della macchina principale e lo stampo principale per piastrelle" sono vincolati da un "manicotto di guida" a "quattro pilastri idraulici di guida solida da 120 mm", lo "stampo principale per piastrelle" scorre verticalmente su e giù senza alcuna deviazione verticale, il che protegge in particolare lo stampo principale per piastrelle da danni e prolunga notevolmente la durata dello "stampo principale per piastrelle".
Acciaio formato a freddo
L'acciaio formato a freddo è il materiale principale per la realizzazione di strutture leggere in acciaio ed è ricavato da lamiere o nastri di acciaio formati a freddo. Il suo spessore di parete può essere ridotto notevolmente mediante macchine a trave a C, il che semplifica notevolmente il processo produttivo e migliora l'efficienza produttiva. Con il metodo generale di laminazione a caldo, è difficile produrre spessori di parete uniformi ma complessi per una varietà di profili e materiali di attrezzature in acciaio colorato formato a freddo.
Dopo aver esaurito completamente il blocco di fango, lo stampo superiore preme il blocco di piastrelle in posizione prima di tornare nella posizione più alta, garantendo così una lunga durata dello stampo e una buona qualità dei prodotti pressati. Le presse per piastrelle in acciaio colorato sono dotate di un sistema di lubrificazione che lubrifica automaticamente tutti i cuscinetti di carico, le guide di movimento del meccanismo di trasmissione e altre parti quando la macchina è in funzione.

Caratteristiche della macchina
La prima e la seconda generazione di "attrezzature automatiche per piastrelle stampate" utilizzano tutte una "slitta azionata da un cilindro oscillante". Il "cilindro oscillante" appartiene alle "attrezzature per piastrelle colorate stampate" ed è considerato un accessorio "estremamente fragile". Se la velocità di formatura è troppo elevata, si genera una forte forza d'impatto della slitta e vibrazioni del tampone, causando crepe nelle piastrelle. Questo era un problema persistente nella prima e nella seconda generazione di attrezzature per piastrelle colorate, motivo per cui la velocità massima di formatura poteva raggiungere solo 6 piastrelle al minuto.
La pressa ad alta velocità in acciaio colorato tipo HJ-10 è guidata da un "cilindro idraulico dritto incorporato" e il tavolo scorrevole è azionato da una tecnologia intelligente con ammortizzatore idraulico. L'ammortizzazione idraulica del tavolo scorrevole può essere regolata liberamente, consentendone un funzionamento fluido, sicuro e affidabile. Nella sua progettazione sono state adottate numerose tecnologie avanzate, che garantiscono stabilità e prestazioni migliorate rispetto alle precedenti generazioni di attrezzature per piastrelle stampate.
Il "corpo" principale della macchina non è saldato; è interamente realizzato in "acciaio fuso". Pertanto, la macchina non subisce "sollecitazioni da saldatura" che potrebbero causarne la deformazione. Il "cilindro di pressione" e lo "stampo principale" sono collegati tramite un "manicotto di guida" a "quattro colonne idrauliche di guida solide da 120 mm". Ciò garantisce un movimento verticale preciso e una maggiore durata dello stampo.

La casa in acciaio colorato è un nuovo concetto di protezione ambientale ed edilizia economica, con travi a H e canali in acciaio leggero come scheletro, pannelli sandwich come materiale per le pareti, serie di moduli standard per la combinazione degli spazi e componenti imbullonati o saldati. Può essere montata e smontata facilmente e rapidamente, realizzando la standardizzazione generale degli edifici temporanei, affermando il concetto di protezione ambientale e risparmio energetico, una costruzione rapida ed efficiente e inserendo le case temporanee in un campo di sviluppo in serie, produzione integrata, fornitura coordinata, stoccaggio e molteplici turni di prodotti sagomati.

L'attrezzatura per la formatura a rulli delle tegole adotta un software di controllo automatico di alto livello per la gestione delle informazioni di produzione. L'intero sistema di controllo automatico dell'unità utilizza una rete altamente integrata, che ne migliora le prestazioni. Questa automazione avanzata garantisce un funzionamento più fluido, una maggiore stabilità del sistema e una maggiore adattabilità alle moderne esigenze produttive del settore della produzione di tegole.
Le macchine per la formatura a rulli delle tegole offrono inoltre vantaggi in termini di funzionamento, manutenzione, messa a punto meccanica e sostituzione degli stampi. La domanda di mercato per queste macchine si concentra principalmente su prodotti di medie e grandi dimensioni, pesanti e di fascia alta. Per soddisfare queste esigenze, le aziende cinesi produttrici di macchine per la formatura a rulli delle tegole hanno notevolmente migliorato le proprie capacità di ricerca e sviluppo e innovazione. La struttura del prodotto è stata ulteriormente ottimizzata, mentre anche la competitività complessiva sul mercato è stata notevolmente migliorata, garantendo che queste macchine rimangano all'avanguardia nello sviluppo del settore.

Funzionamento e precauzioni dell'attrezzatura
Inserire manualmente il pezzo grezzo e rimuoverlo. Procedura di lavoro: prima di utilizzare l'attrezzatura, verificare che tutti i collegamenti siano ben saldi e che i bulloni e i dadi di installazione siano serrati correttamente. I telai sinistro e destro devono essere riempiti con olio lubrificante a sufficienza prima dell'accensione. Avviare la macchina per un test di funzionamento, prima a vuoto. Osservare attentamente la presenza di vibrazioni, rumori insoliti o mancanza di lubrificazione nella finestra dell'olio e verificare che ogni parte mobile sia ben coordinata.
Solo dopo aver verificato il normale funzionamento, lo stampo può essere installato. Durante l'installazione dello stampo, l'alimentazione elettrica deve essere interrotta. Utilizzare la cinghia del motore manuale o un ingranaggio di grandi dimensioni per spostare il tavolo nella posizione corretta e assicurarsi che la sede della slitta si sollevi al punto più alto. È consigliabile posizionare un oggetto solido tra il tavolo e la superficie inferiore della sede della slitta, per evitare incidenti causati dalla caduta naturale della sede della slitta durante l'installazione o la regolazione dello stampo.
La formatrice automatica a rulli per tegole può essere installata e utilizzata singolarmente, ma richiede il carico e lo scarico manuale delle billette, oppure può essere dotata di un telaio di carico automatico e di un robot di scarico per formare una linea di produzione di tegole con estrusore, formatrice a rulli per tegole, macchina di alimentazione delle billette e linea di trasporto vassoi per tegole, che non richiede alcun intervento manuale. La macchina è composta principalmente da corpo sinistro e destro, biella inferiore, coperchio superiore, sede scorrevole, guida esagonale, puleggia, meccanismo di ingranaggi, meccanismo a ruota scanalata, meccanismo a camme, pompa di lubrificazione, sistema di circuito dell'olio, parte di controllo elettrico, ecc.
Metodo di gestione del runout
Le attrezzature per la formatura a rulli delle tegole nel processo di produzione presenteranno inevitabilmente questo o quel problema, il più comune è il problema della deviazione della lamiera di acciaio colorata, una volta che la deviazione influirà sull'efficienza produttiva dei macchinari e sul tasso di qualificazione del prodotto, quindi dobbiamo sapere come correggere questi errori.
Sulla prima e sull'ultima fila dell'attrezzatura per piastrelle in acciaio colorato, individuare un punto simmetrico e quindi serrare entrambi i lati dei dadi di bloccaggio. Tracciare una linea retta attraverso la parte anteriore e posteriore, passando per il centro della guida centrale. Regolare la distanza tra gli assi superiore e inferiore, quindi allineare la macchina lungo la linea retta. In definitiva, correggere la deviazione della piastra richiede test di produzione a lungo termine, ma il mantenimento della simmetria su entrambi i lati garantisce una forma del prodotto ordinata.
Se il problema persiste, prima di utilizzare la pressa per piastrelle in acciaio colorato, regolare le due file di quattro angoli del telaio grande per garantire che l'estremità superiore dell'asse inferiore abbia un'altezza costante. Dalla prima all'ultima fila, verificare che sia possibile individuare una linea retta e verificare che l'asse inferiore sia allineato orizzontalmente. Sia il lato sinistro che quello destro dell'asse inferiore devono rimanere a livello per un funzionamento preciso.
Sulla prima e sull'ultima fila dell'attrezzatura per piastrelle in acciaio colorato, individuare un punto simmetrico e quindi serrare entrambi i lati dei dadi di bloccaggio. Tracciare una linea retta attraverso la parte anteriore e posteriore, passando per il centro della guida centrale. Regolare la distanza tra gli assi superiore e inferiore, quindi allineare la macchina lungo la linea retta. In definitiva, correggere la deviazione della piastra richiede test di produzione a lungo termine, ma il mantenimento della simmetria su entrambi i lati garantisce una forma del prodotto ordinata.

Debug corretto della macchina pressatrice per piastrelle
Pannello del quadro elettrico
1. L'interruttore della pompa dell'olio viene utilizzato per controllare l'avvio e l'arresto della pompa dell'olio. Prima di azionare la pompa, accenderla per fornire pressione al sistema idraulico. Dopo aver avviato la pompa dell'olio, verificare che il senso di rotazione della pompa corrisponda alla direzione della freccia. In caso contrario, invertire due delle tre fasi del motore della pompa dell'olio.
2. Sotto il taglio, il pulsante di ritorno serve a controllare il funzionamento della taglierina. Se si preme il pulsante di taglio o di ritorno, il funzionamento non è corretto. In genere, è necessario verificare se il livello dell'olio nel serbatoio dell'olio idraulico è troppo basso e, in tal caso, è necessario riempire il serbatoio dell'olio idraulico. Inoltre, abbassando la lama e riportandola in posizione, il finecorsa anteriore interromperà automaticamente l'operazione.
3. Il funzionamento in avanti e indietro avviene tramite il controllo dell'inverter, la cui velocità può essere controllata tramite l'interruttore alta/bassa velocità sul pannello. Assicurarsi di impostare l'interruttore di velocità su alta velocità in modalità automatica.
4. L'utente deve prima impostare il valore della lunghezza e il numero pianificato, quindi utilizzando il tasto [Seleziona], selezionare l'opzione di esecuzione e premere il tasto [OK] per avviare il funzionamento automatico. Quando il numero completato è inferiore al numero pianificato, il sistema inizierà a funzionare finché i due non saranno uguali; quando il numero completato è maggiore o uguale al numero pianificato, il sistema inizierà a funzionare e si arresterà automaticamente dopo che una sola tavola sarà stata arrotolata e tagliata. Premere il tasto [Reset] per arrestare la macchina.

5. Se l'host non funziona, il display mostra la freccia in alto, a indicare che la fresa è al di sotto del limite superiore. Aprire la pompa dell'olio, la fresa si solleverà automaticamente in posizione e l'host inizierà a funzionare. Se la macchina principale non funziona a bassa velocità, a 150 mm prima dell'arresto, non sarà in grado di garantire la precisione della piastra di laminazione.
6. Non accendere la pompa dell'olio durante il primo rotolo di prova per evitare perdite di materiale causate da lunghezze errate. Dopo aver arrotolato il primo pezzo, premere il pulsante di reset e misurarne la lunghezza effettiva con un righello. Nella maggior parte dei casi, si verificherà un errore rispetto alla lunghezza impostata. Correggere l'errore, quindi utilizzare i pulsanti [Taglio Verticale] e [Indietro] sul pannello per terminare il taglio del primo pezzo. Se persiste una deviazione fissa, correggerla spostando la lunghezza impostata. Ad esempio, se impostata a 2000 mm ma la lunghezza effettiva è 1998 mm, reimpostare la lunghezza a 2002 mm.
7. In modalità automatica, se è necessario interrompere temporaneamente il processo, è possibile premere il tasto [OK]. A questo punto, il sistema si ferma e memorizza la lunghezza srotolata; se si riavvia, premere nuovamente il tasto [OK]. Se si preme il tasto [Reset] durante il processo, la lunghezza srotolata non verrà memorizzata e dovrà essere reimpostata in [Progresso].
8. L'opzione manuale viene utilizzata per il debug della macchina e può essere utilizzata senza l'intervento dell'utente. Le impostazioni nell'opzione manuale sono direttamente correlate alla precisione della misurazione e non possono essere facilmente modificate dall'utente.

Messa in servizio dei rulli
1. La linea centrale dei rulli superiore e inferiore della pressa per piastrelle deve essere sullo stesso piano, con la ruota centrale prevalente e la planarità non superiore a 1 mm.
2. La distanza tra i rulli superiori e inferiori di ogni fila della pressa per piastrelle è uguale e la deviazione della distanza è di + 0,1 mm.

Utilizzare un calibro o un tappo convenzionale per il debug
La corretta messa in servizio della pressa per piastrelle in acciaio colorato può migliorarne la durata utile e apportare all'azienda efficienza e vantaggi. Un funzionamento ragionevole e regolare eviterà inoltre il verificarsi di incidenti non necessari, pertanto anche l'operatore stesso è un ottimo modo per intervenire. Attrezzature per piastrelle in acciaio colorato, metodo di debugging della piastra di pressione della pressa per piastrelle, come la tavola a destra, il cuscinetto nell'angolo sinistro o la caduta piatta in basso a destra.
Innanzitutto, posizionare la macchina per la pressatura delle piastrelle in acciaio colorato prima e dopo le due file dei quattro angoli della squadra, dal telaio grande all'altezza dell'estremità superiore dell'asse inferiore della stessa quantità, quindi dalla prima all'ultima fila, trovare una linea retta, controllare che l'asse inferiore sia in linea retta, il lato sinistro e destro dell'asse inferiore della regolazione nel livello. Trovare il centro della prima e dell'ultima fila di attrezzature per piastrelle in acciaio colorato, quindi fissare i due lati della madre di bloccaggio, davanti al centro positivo della ruota centrale.
1. Utilizzare lo strumento per allentare le viti di posizionamento dietro il coltello inferiore per preparare la madre, dove lo spazio è ampio, regolare leggermente il punto in cui si trovano le viti di posizionamento.
2. Sollevare il coltello superiore, rilasciare la piastra e abbassare il coltello superiore per vedere se si riesce a tagliare.
3. Se è possibile tagliarla, indossare la madre di riserva. Se non è possibile tagliarla, continuare a regolare finché non si riesce a tagliarla.
4. Se la sola regolazione della parte posteriore della vite non funziona, è necessario allentare la parte anteriore della vite, che è leggermente allentata, per evitare un gran numero di allentamenti causati dal disallineamento della lama superiore e inferiore e dal coltello da masticare.
