








Introduzione alla piegatura della lamiera e all'indentazione della piegatura
Cos'è la piegatura della lamiera?
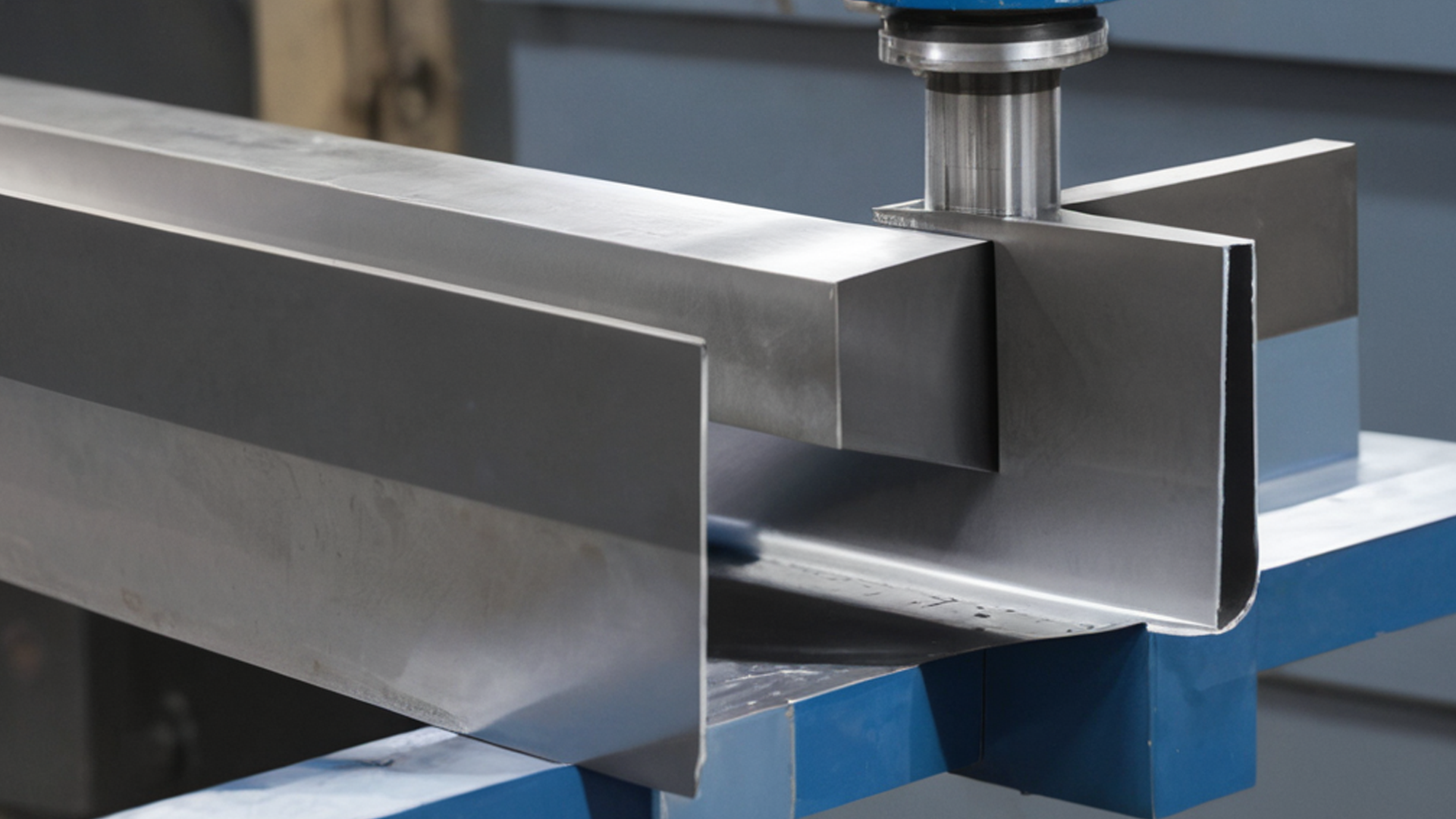
piegatura della lamiera è il processo di tornitura di una lamiera attraverso un dispositivo a pressione e uno stampo speciale per trasformare una lamiera piana in un processo tridimensionale.
A causa dei diversi materiali, spessori, lunghezze, larghezze delle piastre e delle diverse forme e angoli da formare, esistono macchine piegatrici con tonnellaggio e dimensioni di attrezzature a pressione differenti, dotate di diverse altezze, forme, dimensioni a V delle matrici superiori e inferiori con forme speciali.
Quali sono i tipi di piegatura?
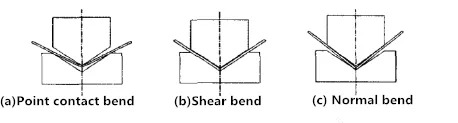
La lavorazione di piegatura si divide in tre tipi: piegatura parziale, piegatura stretta e piegatura per stampaggio.
① Piegatura parziale
Si tratta di un metodo di piegatura ad angolo retto e ottusità mediante l'utilizzo di una matrice superiore inferiore a 88° e di una matrice inferiore di V = 12t (V rappresenta la larghezza della scanalatura e t rappresenta lo spessore del materiale).
② Piegato strettamente
Si tratta di un metodo di piegatura con angolo di 90°. Per la matrice inferiore strettamente piegata viene selezionato V = 6 ~ 12t.
③ Piegatura di stampaggio
La matrice superiore a 90° viene utilizzata per la piegatura ad angolo retto. (Si tratta di una piegatura ad angolo retto standard). La matrice inferiore per la piegatura e lo stampaggio è V = 5 ~ 6t.
Sequenza generale di piegatura:
1. Prima il lato corto e poi il lato lungo: in generale, quando ci sono pieghe su tutti e quattro i lati, piegare prima il lato corto e poi quello lungo è vantaggioso per la lavorazione del pezzo e per l'assemblaggio della matrice di piegatura.
2. Prima la periferia, poi il centro: normalmente, la piegatura avviene dalla periferia del pezzo in lavorazione al centro dello stesso.
3.Parziale e poi intero: se ci sono delle strutture all'interno o all'esterno del pezzo che sono diverse dalle altre pieghe, in genere queste strutture vengono piegate prima di piegare altre parti.
4. Considerare l'interferenza e organizzare ragionevolmente la sequenza di piegatura: la sequenza di piegatura non è statica e la sequenza di elaborazione deve essere opportunamente regolata in base alla forma della piega o all'ostacolo sul pezzo in lavorazione
Motivi della piegatura dell'indentazione:
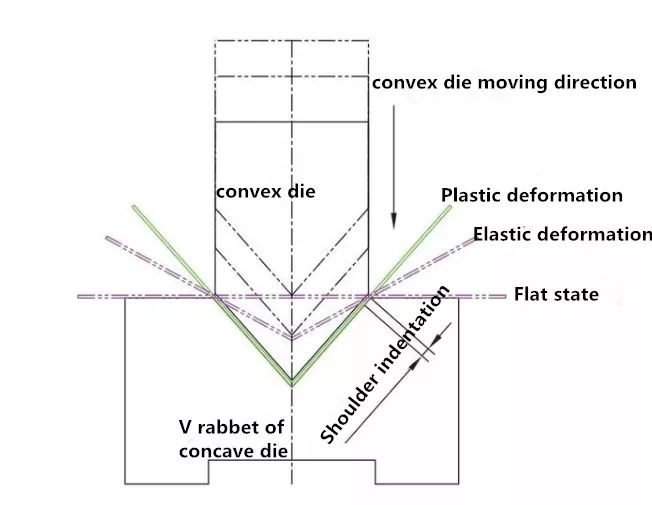
La piegatura della lamiera è il processo di formatura di una lamiera sotto la pressione di un punzone o di una matrice di un macchina piegatrice, subendo prima una deformazione elastica e poi una deformazione plastica. All'inizio della piegatura plastica, la lamiera è libera di piegarsi. Con la pressione del punzone o della matrice sulla lamiera, la lamiera e la superficie interna della scanalatura a V della matrice si avvicinano gradualmente, mentre il raggio di curvatura e il braccio di forza di piegatura si riducono gradualmente. A questo punto, si crea un contatto completo con la lamiera in tre punti e la piegatura a V è completata.
Durante la piegatura, poiché la lamiera viene deformata elasticamente dalla pressione esercitata dalla matrice, il punto di contatto tra la lamiera e la matrice slitta durante il processo di piegatura. Durante il processo di piegatura, la lamiera subisce due distinte fasi di deformazione elastica e deformazione plastica. Durante il processo di piegatura, si verifica una fase di mantenimento della pressione (lo stampo e la lamiera sono in contatto su tre punti). Si formano tre linee di indentazione. Queste linee di indentazione sono generalmente prodotte dalla piastra e dalla spalla a V della matrice, quindi sono chiamate indentazioni di spalla.

Fattori che influenzano l'indentazione della piegatura della lamiera
1 Influenza del metodo di piegatura
Poiché il metodo di piegatura è diverso, il grado di contatto tra la piastra e la matrice è diverso, quindi anche la probabilità di indentazione è diversa.
2 Influenza della durezza della piastra
3 Influenza della struttura dello stampo
4 Precisione della macchina e dello stampo
Modi per ridurre l'indentazione
1 Utilizzare cuscinetti anti-ammaccatura
2 Manicotto in gomma anti-matrice femmina a V singolo
3 pezzi di uretano e cuscinetto AT
4 Stampo inferiore in gomma dura
5 Nessuna indentazione nella matrice inferiore
