Processo di piegatura della lamiera - Foro di piegatura

In questo articolo parlerò della lamiera Processo di piegatura – Piegatura dei fori, incentrato sulle tecniche e le considerazioni necessarie per creare pieghe precise attorno ai fori nella lamiera. Capire come piegare efficacemente la lamiera adattandosi ai fori è fondamentale per ottenere risultati ottimali in fase di fabbricazione. Condividerò le mie conoscenze sulle sfide che affrontiamo durante questo processo, nonché le migliori pratiche per garantire precisione e qualità. Unitevi a me per esplorare le complessità della piegatura dei fori nella lamiera e come migliorare la nostra efficienza produttiva complessiva.
Come determinare la dimensione del foro di piegatura?
La dimensione del foro di piegatura della lamiera dipende dalla posizione del foro stesso. Se il foro si trova all'intersezione di due linee, il foro di piegatura è 2 volte più spesso. Lo spessore minimo non può essere inferiore a 1,5 volte lo spessore della lamiera. Quando si piegano lamiere spesse, tenendo conto del raccordo di piegatura, il foro di piegatura deve essere opportunamente allargato.
Gli svantaggi di questo processo di foratura: dopo la piegatura, soprattutto per le lamiere spesse, l'angolo di piegatura del foro di processo realizzato in questo modo è gravemente carente di materiale e il risultato finale non è né bello né facile da saldare. A questo punto, è necessario migliorare il metodo di produzione del foro di processo.
Metodo di ottimizzazione del foro di processo:
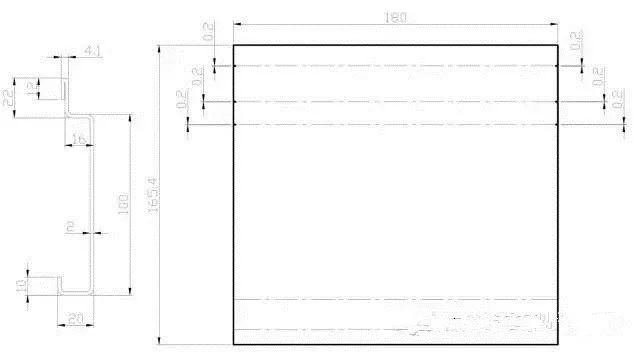
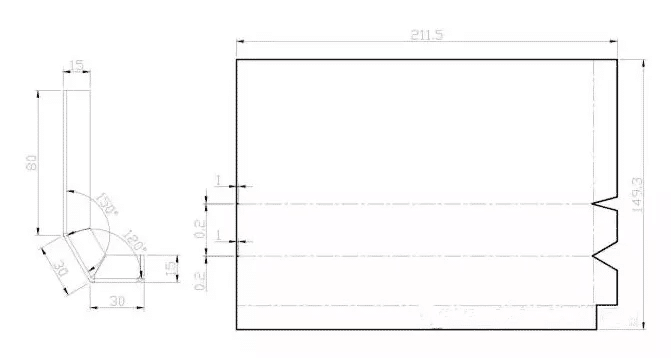
Può essere determinato in base alla situazione di avvolgimento del bordo di piegatura, tenendo conto dello spessore della lamiera e del raccordo di piegatura per determinare il foro di processo della lamiera. Vedere l'illustrazione seguente:
L'immagine sopra mostra: lo spessore del materiale in lamiera è di 3 mm, l'altezza di piegatura dei quattro lati è di 15 mm, una scatola quadrata in lamiera.
Piano di miglioramento del foro artistico:
Miglioramento del metodo di tranciatura: esistono due metodi di tranciatura della lamiera, la tranciatura CNC e la tranciatura con taglio laser. Nella tranciatura CNC, i fori del processo di piegatura sono generalmente rotondi, mentre i fori quadrati o lunghi sono limitati dallo stampo e difficili da ottenere. L'immagine sopra è una lamiera da 3 mm, quindi taglio laser viene utilizzato.
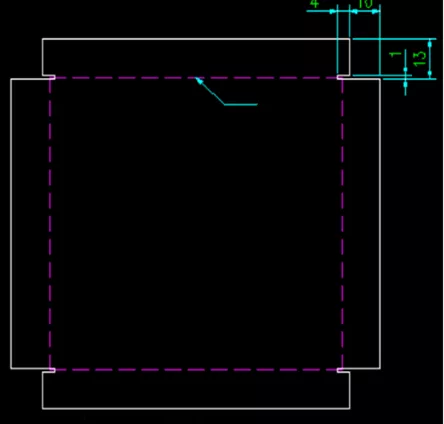
Forma del foro di processo migliorata: se il foro di processo viene realizzato in una forma allungata, è possibile evitare problemi estetici dopo la piegatura.
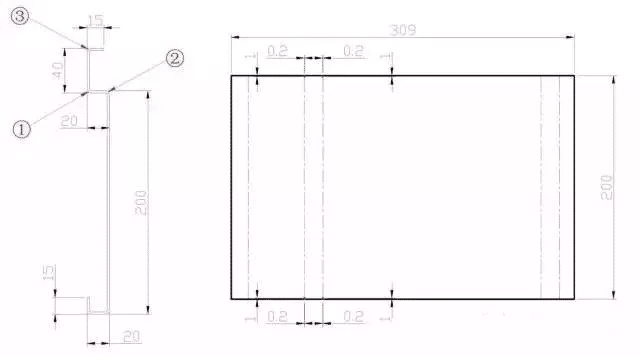
Come determinare la dimensione del foro di processo rettangolare
La larghezza è generalmente impostata su 1 mm, il che non influisce sull'aspetto né sul rilascio della deformazione di piegatura della lamiera. Metodo di calcolo della dimensione della profondità: 10 mm = altezza di piegatura - 3 mm fattore di piegatura 5; 4 mm = spessore del materiale della lamiera +1.
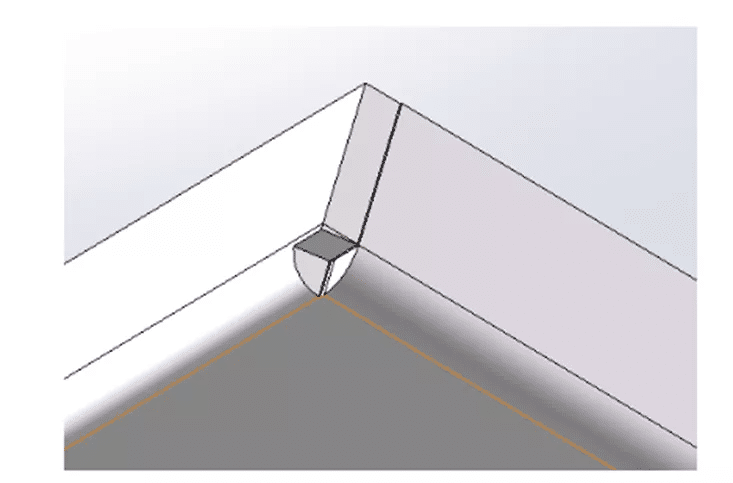
Effetto di miglioramento del foro di processo:
Dopo aver piegato e formato la lamiera, rimane solo una fessura stretta di 1 mm. Vedi rendering 3D:
Perché evitare di piegare e tirare?
Danni derivanti dallo strappo del materiale:
1. Influenzano la dimensione di piegatura. Durante il processo di trazione, è necessaria molta forza per strappare con forza lo spessore della lamiera. La direzione della forza è incerta, il che causerà lo spostamento del pezzo e lo spostamento dimensionale.
2. Lo stampo di piegatura è facile da danneggiare. Come accennato in precedenza, ci sarà molta forza sugli angoli acuti, che supererà la capacità portante dello stampo, con conseguente fenomeno di scheggiature e danni.
Standard per l'uso del foro di processo di piegatura e posizionamento
Dimensioni e forma del foro di processo:
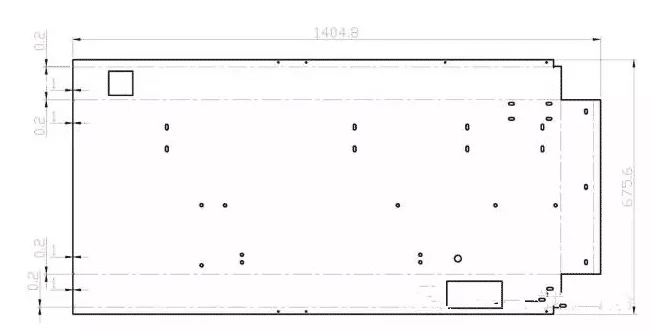
1 Il foro di posizionamento del processo di piegatura della piastra sottile, la dimensione dell'apertura è 1X0,2 mm radice R 0,1 mm, adatto per spessori della piastra ≤3 mm.
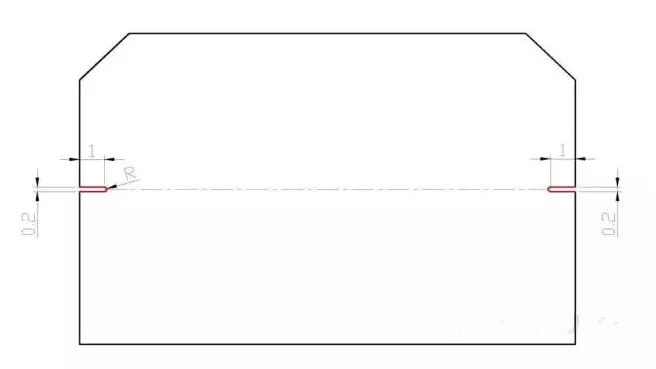
2 Foro di posizionamento per il processo di piegatura di piastre spesse, la dimensione dell'apertura è 1X0,4 mm radice R 0,2 mm, adatto per spessori di piastre> 3 mm-6 mm.

Intervallo di utilizzo:
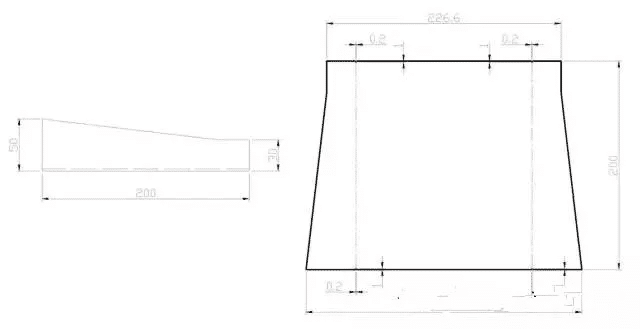
1 Tipo di angolo: l'angolo di piegatura non è di 90 gradi e tutti i fori di posizionamento sono aperti nella posizione di piegatura, inclusa la piegatura del bordo piegato;
2. Tipo di aggancio: parti estetiche o parti di battuta con requisiti di elevata precisione, tutti i fori di piegatura sono aperti con fori di posizionamento;
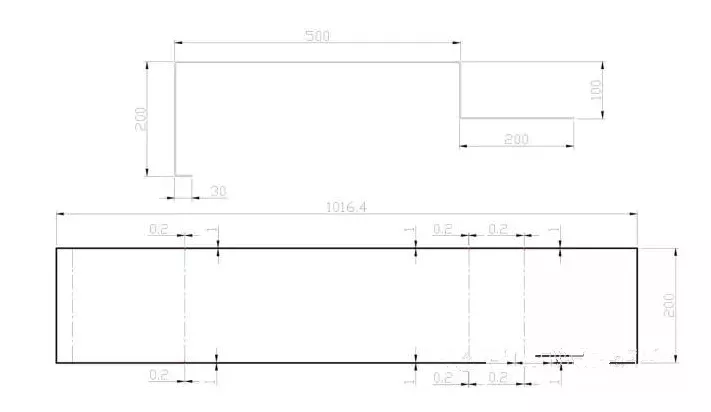
3. Tipo di grandi dimensioni: se la dimensione di piegatura è maggiore di 200 mm, tutti i fori di posizionamento vengono aperti
4. Tipo multicomplesso a piegatura continua: piegatura continua di parti multicomplesse, a partire dalla terza piegatura per aggiungere fori di posizionamento;

5. Tipo di sequenza di piegatura: per le parti che non possono essere lavorate secondo la normale sequenza di piegatura, tutte le posizioni di piegatura sono dotate di fori di posizionamento;
6. Tipo di piegatura ripetuta: a causa delle limitazioni delle attrezzature di piegatura, le parti che devono essere piegate ripetutamente hanno tutti i fori di posizionamento nella posizione di piegatura;

7. Non può appoggiarsi al tappo: non può appoggiarsi alle parti del tipo tappo, posizione di piegatura tutti i fori di posizionamento aperti;
8. Tipo di guida: tutte le parti del tipo a guida sono dotate di fori di posizionamento nelle posizioni di piegatura;
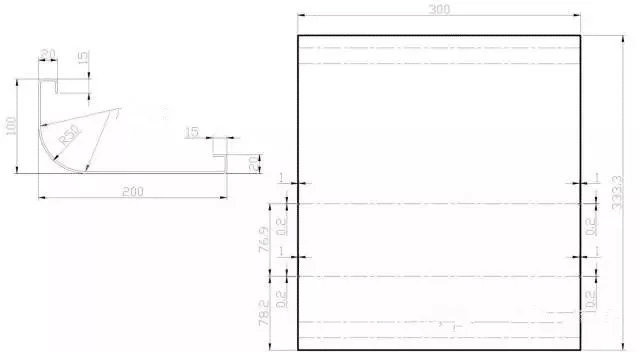
9. Fori di posizionamento dell'arco: fori di posizionamento nei punti di partenza dell'arco su entrambe le estremità dell'arco;
10. Tipo di piastra di trazione: tutti i fori di posizionamento sono aperti nella posizione di piegatura delle parti della piastra di trazione.

11. Tipo di bordo pieghevole: i fori di posizionamento vengono aperti in corrispondenza del bordo delle parti simili a bordi; i fori di posizionamento vengono aperti in corrispondenza della posizione dimensionale in cui il bordo continua a piegarsi.