








Comprensione del raggio di curvatura e dello spessore della lamiera

Quando lavoro con la lamiera, mi ritrovo spesso ad esplorare la relazione tra lamiera raggio di curvatura e spessore della lamiera. Comprendere come questi due fattori interagiscono è fondamentale per ottenere piegature precise e mantenere l'integrità strutturale. Un raggio di curvatura adeguato può influenzare non solo l'estetica del prodotto finale, ma anche le sue prestazioni sotto sforzo. In questo articolo, approfondirò gli aspetti chiave di questa relazione, fornendo spunti che possono aiutare sia i principianti che i professionisti esperti a districarsi tra le complessità della lavorazione della lamiera.
IL piegatura della lamiera La superficie è un valore richiesto nel disegno della lamiera. È difficile determinarne l'entità durante l'elaborazione effettiva del valore. La piegatura di questo pezzo in lamiera è correlata allo spessore del materiale, alla pressione della macchina piegatrice e alla larghezza della scanalatura della matrice inferiore della matrice piegatrice. Cosa importa? Approfondiamolo oggi.
L'esperienza nella lavorazione effettiva della lamiera dimostra che quando lo spessore generale della lamiera non è superiore a 6 mm, il raggio interno della piega della lamiera può essere utilizzato direttamente come raggio durante la piegatura.
Raggio di curvatura della lamiera
Quando lo spessore della lamiera è maggiore di 6 mm e minore di 12 mm, il raggio di curvatura della lamiera è generalmente compreso tra 1,25 e 1,5 volte lo spessore della lamiera. Quando lo spessore della lamiera non è inferiore a 12 mm, il raggio di curvatura della lamiera è generalmente compreso tra 2 e 3 volte lo spessore della lamiera.
Quando il raggio di curvatura è R = 0,5, lo spessore generale della lamiera T è pari a 0,5 mm. Se è necessario un raggio maggiore o minore dello spessore della lamiera, è necessario utilizzare uno stampo speciale.
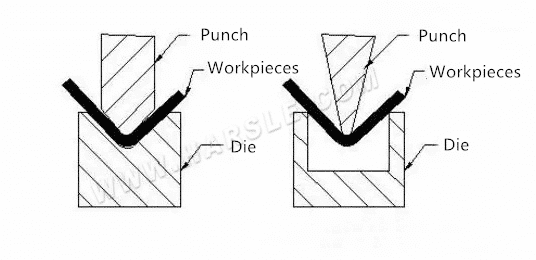
Quando il disegno della lamiera richiede una piegatura a 90°, ma il raggio di piegatura è particolarmente piccolo, la lamiera deve essere lavorata con una scanalatura di piallatura prima della piegatura. Può anche lavorare le matrici superiori e inferiori delle matrici delle macchine piegatrici speciali.

La superficie di piegatura della lamiera ha una certa relazione con la larghezza della scanalatura inferiore della matrice di piegatura.
Attraverso numerosi esperimenti nella lavorazione della lamiera, si è scoperto che esiste una certa relazione tra la larghezza della scanalatura sotto la matrice di piegatura e il raggio di piegatura. Ad esempio, una lamiera da 1,0 mm viene piegata con una scanalatura di 8 mm di larghezza, quindi il raggio di piegatura ideale è R1.
Se si utilizza una scanalatura di 20 mm di larghezza per la piegatura, poiché la matrice superiore si sposta verso il basso durante la piegatura, la profondità della lamiera stirata raggiunge un certo angolo. Sappiamo quindi che l'area della scanalatura di 20 mm di larghezza è maggiore dell'area della scanalatura di 8 mm di larghezza. Quando si piega con una scanalatura di 20 mm di larghezza, anche l'area stirata e l'angolo R aumentano.
Pertanto, quando è necessario un raggio di curvatura della lamiera che non danneggi lo stampo della piegatrice, cerchiamo di piegarla con una scanalatura il più stretta possibile. In circostanze normali, si raccomanda di operare secondo il rapporto standard di spessore della lamiera e larghezza della fessura di 1:8. Il minimo non deve essere inferiore al rapporto tra spessore della lamiera e larghezza della fessura di 1:6 per operare; la piegatura della lamiera può essere opportunamente più piccola, non inferiore al rapporto tra spessore della lamiera e larghezza della fessura di 1:4 per operare. Suggerimento: quando la resistenza lo consente, è preferibile utilizzare il metodo di pianificazione prima della piegatura per realizzare un raggio di curvatura della lamiera ridotto.
Conclusione
Comprendere l'interazione tra raggio di curvatura e spessore è essenziale per una lavorazione di successo della lamiera. La corretta selezione di questi parametri contribuisce a garantire piegature di alta qualità che soddisfano le specifiche di progettazione senza compromettere l'integrità del materiale.
America-Miami-Customer-Feeback.jpg)










