2 segreti sull'applicazione della progettazione della lamiera nella struttura della scatola di saldatura laser

Nella mia esperienza lavorativa con saldatura laser Grazie alle strutture scatolari, ho scoperto alcuni spunti interessanti sull'applicazione della progettazione della lamiera. Sebbene molti professionisti abbiano familiarità con i principi di progettazione di base, esistono due segreti che possono migliorare significativamente l'efficacia e l'efficienza di queste applicazioni. Comprendere questi segreti mi ha aiutato a migliorare i miei progetti e a ottenere risultati di saldatura migliori. In questo articolo, condividerò questi due segreti sull'applicazione della progettazione della lamiera nella saldatura laser di strutture scatolari, fornendo preziosi suggerimenti che possono portare i vostri progetti a un livello superiore.
Saldatura laser Presenta i vantaggi di elevata velocità, ridotte deformazioni, estetica del cordone di saldatura e elevata resistenza. È ampiamente utilizzato in aviazione, automobile, medicina e altri settori. Tra questi, la saldatura autofusa laser è un processo di saldatura senza contatto, senza filo di saldatura, con diverse forme di cordone di saldatura e un'eccellente uniformità del cordone stesso. Nel campo della produzione di lamiere, ha un enorme potenziale applicativo. Questo articolo si concentra sull'applicazione del design della lamiera nella saldatura laser di strutture scatolari con interfaccia a 45° con flangiatura.
Progettazione di lamiere in struttura scatolare di saldatura laser
Il corpo della scatola è realizzato in acciaio inossidabile 304 spesso 1,5 mm e le sue dimensioni sono 200 mm × 200 mm × 115 mm. L'angolo di curvatura della scatola è di 90°, 90° e 80° dal basso verso l'alto. La struttura della scatola è mostrata in figura. attrezzatura per il taglio laser Per la tranciatura del prodotto è utilizzata la macchina per il taglio laser Trulaser 3040, per la piegatura è utilizzata la macchina piegatrice BendCell 5130 e per la saldatura laser è utilizzata la macchina per la saldatura laser Trulaser Robot 5020. I parametri di saldatura laser sono riportati nella tabella.

| Processo di saldatura | Potenza (W) | Velocità (m/min) | Sfocatura (mm) |
| Saldatura termica laser | 3000 | 1.8 | 10 |
Nel tradizionale processo di saldatura Per ottenere prodotti saldati con struttura scatolare in acciaio inossidabile, per ottenere risultati più estetici, è solitamente necessario eseguire un trattamento di molatura e lucidatura dopo la saldatura. Il processo di finitura è lungo e laborioso, ed è facile che si verifichino deformazioni e penetrazioni durante il processo di saldatura. Tuttavia, la saldatura laser ha un grande potenziale applicativo nel campo della saldatura della lamiera grazie alla sua elevata velocità di saldatura, alla ridotta deformazione e alla perfetta finitura dei cordoni di saldatura.
Tra queste, la saldatrice laser Trulaser Robot 5020 (di seguito denominata TR5020) offre un enorme vantaggio nella saldatura di strutture scatolari. TR5020 integra un sistema di messa a fuoco automatica ad alta precisione sulla sua testa di saldatura, che consente di passare dalla saldatura laser a penetrazione profonda alla saldatura laser a conducibilità termica in qualsiasi momento durante la stessa procedura di saldatura laser, senza modificare la postura del robot.
Allo stesso tempo, grazie alla telecamera CCD ad alto ingrandimento integrata nella testa di saldatura, la posizione di messa a fuoco del laser può essere regolata con maggiore precisione, garantendo un'eccellente uniformità del cordone di saldatura laser. Tuttavia, come applicare i vantaggi dell'elevata velocità di saldatura laser, della ridotta zona termicamente alterata, della ridotta deformazione e dell'elevata precisione alla saldatura di strutture scatolari è diventato un problema urgente da risolvere.
Nella struttura scatolare in acciaio inossidabile saldata, la saldatura a cordone d'angolo occupa la maggior parte dell'intero processo di saldatura. Per ottenere un cordone di saldatura laser arrotondato, abbiamo ottimizzato la quantità di sovrapposizione della saldatura tradizionale, come mostrato, dove t è lo spessore della piastra, a è la quantità di sovrapposizione, b è la posizione del centro del laser sulla sezione trasversale della scheda e α è l'angolo di inclinazione del laser.
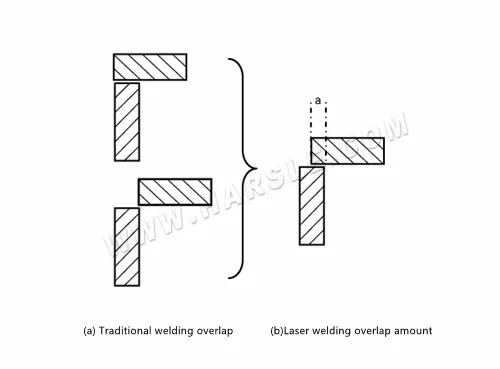

Quantità di sovrapposizione della saldatura laser
La quantità di sovrapposizione ottimizzata viene saldata utilizzando il processo di saldatura a conduzione termica laser. Grazie al sistema di messa a fuoco automatica TR5020, la quantità di sfocatura viene impostata con precisione a 10,00 mm e la precisione di messa a fuoco è di 0,01 mm. Posizionando con precisione il valore b tramite una telecamera CCD ad alta potenza, è possibile ottenere una saldatura laser arrotondata senza aggiungere filo di saldatura, come mostrato in figura. Lo schema di ottimizzazione del margine di sovrapposizione è adatto per piastre con spessore pari o inferiore a 3 mm e i valori di a, b e α sono determinati dal valore di t.

Nella struttura scatolare in acciaio inossidabile saldata, anche l'ottimizzazione della scanalatura di scarico angolare è estremamente importante, poiché influisce direttamente sull'effetto del fondo della struttura scatolare. Nel processo di saldatura tradizionale, vengono generalmente utilizzate scanalature di scarico angolare rettangolari o rotonde. Tuttavia, questo tipo di scanalatura di scarico angolare è molto facile da causare penetrazione o riempimento insufficiente durante la saldatura laser. Lo schema della scanalatura di scarico angolare è mostrato nella figura seguente.
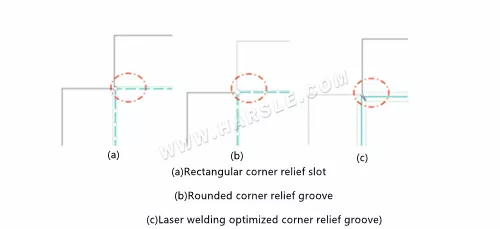
La struttura del prodotto è ottimizzata chiamando il blocco di processo della scanalatura di scarico angolare della saldatura laser. Dopo la saldatura laser, si può ottenere un effetto di saldatura molto pieno e rotondo, senza richiedere quasi nessun trattamento secondario, il che riduce notevolmente i tempi di lavorazione successivi, come mostrato in figura.

Progettazione dell'interfaccia smussata a 45° per la flangiatura della struttura della scatola di saldatura laser
Nella struttura scatolare in acciaio inossidabile saldata, a causa della deformazione dovuta alla flessione, è difficile chiudere ermeticamente l'interfaccia con smusso a 45° della flangiatura. Come mostrato in A nella figura, la saldatura laser è estremamente difficile da gestire. Pertanto, la progettazione dell'interfaccia influirà direttamente sulla qualità della saldatura della struttura scatolare. Allo stesso tempo, si creerà un ampio spazio vuoto in B, difficile da gestire con la saldatura laser diretta.

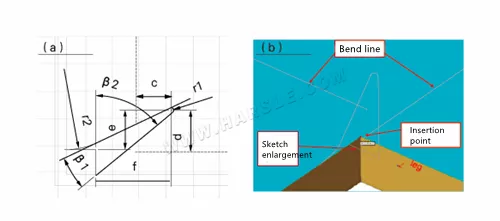
Progettazione della lamiera Per questo tipo di situazione, abbiamo ottimizzato la struttura della scatola. Durante la progettazione, tagliare il metallo della superficie a gradini e quindi estendere due piccole superfici a gradini, come mostrato in figura. Quindi, durante lo sviluppo, utilizzare la superficie finale come riferimento per riempire la parte tagliata in precedenza, come mostrato in figura. Nel punto B della figura, due superfici a gradini sono sfalsate per aumentare la quantità di compensazione del metallo e compensare lo spazio creato qui, come mostrato in figura.
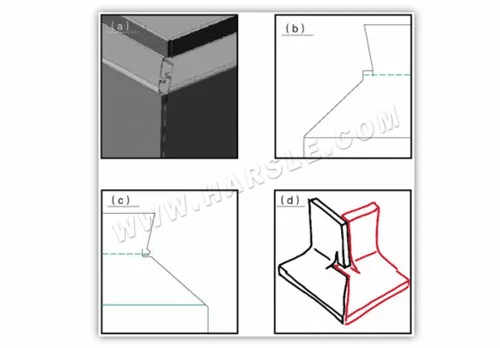
L'immagine sottostante mostra l'effetto dopo la saldatura laser vera e propria. Dalla figura si può notare che l'interfaccia è ben chiusa, il che soddisfa pienamente i requisiti del processo di saldatura laser. La superficie del cordone di saldatura è bella, la transizione è naturale e non si verificano fenomeni come avvallamenti o saldature passanti. Anche la B nella figura è ben riempita.