








4 sekrety głowicy spawalniczej laserowej, których nigdy nie poznasz
Podczas mojej podróży po świecie technologii spawania laserowego odkryłem fascynujące informacje na temat głowic do spawania laserowego, o których rzadko się mówi. Chociaż wielu profesjonalistów zna podstawy, istnieją cztery sekrety dotyczące głowic do spawania laserowego, które mogą znacząco wpłynąć na wydajność i rezultaty. Te informacje pomogły mi zoptymalizować procesy spawania i osiągnąć lepsze rezultaty w moich projektach. W tym artykule ujawnię te cztery nieznane dotąd sekrety dotyczące głowic do spawania laserowego, dostarczając cennych informacji, które mogą pogłębić Twoje zrozumienie i wykorzystanie tej zaawansowanej technologii.
Czym jest głowica spawalnicza laserowa:
Głowica spawalnicza laserowa jest kluczowym elementem spawanie laserowe Systemy te, zaprojektowane do skupiania i kierowania wiązki laserowej na obrabiany element, zapewniają precyzyjne i wydajne spawanie. Technologia ta wykorzystuje wiązki laserowe o wysokiej energii do topienia i łączenia ze sobą materiałów, zazwyczaj metali lub tworzyw termoplastycznych, tworząc mocne i czyste spoiny.

Głowica laserowa jest kluczowym elementem sprzętu do spawania laserowego. Służy do regulacji ostrości i odległości roboczej, aby uzyskać odpowiedni rozmiar plamki. Głowica laserowa zawiera zintegrowane moduły o różnych funkcjach, w tym ogniskowanie i importowanie wiązki laserowej. W procesie spawania laserowego ze sterowaniem sprzężeniem zwrotnym, jednostka, jednostka doprowadzająca i rozprowadzająca gaz osłonowy, układ chłodzenia, system ochrony soczewki itp., posiadają również jednostkę monitorującą i sterującą.
Głowica laserowa jest kluczowym elementem sprzętu do spawania laserowego. Służy do regulacji ostrości i odległości roboczej, aby uzyskać odpowiedni rozmiar plamki. Głowica laserowa zawiera zintegrowane moduły o różnych funkcjach, w tym ogniskowanie i importowanie wiązki laserowej. W procesie spawania laserowego ze sterowaniem sprzężeniem zwrotnym, jednostka, jednostka doprowadzająca i rozprowadzająca gaz osłonowy, układ chłodzenia, system ochrony soczewki itp., również posiadają jednostkę monitorującą i sterującą.
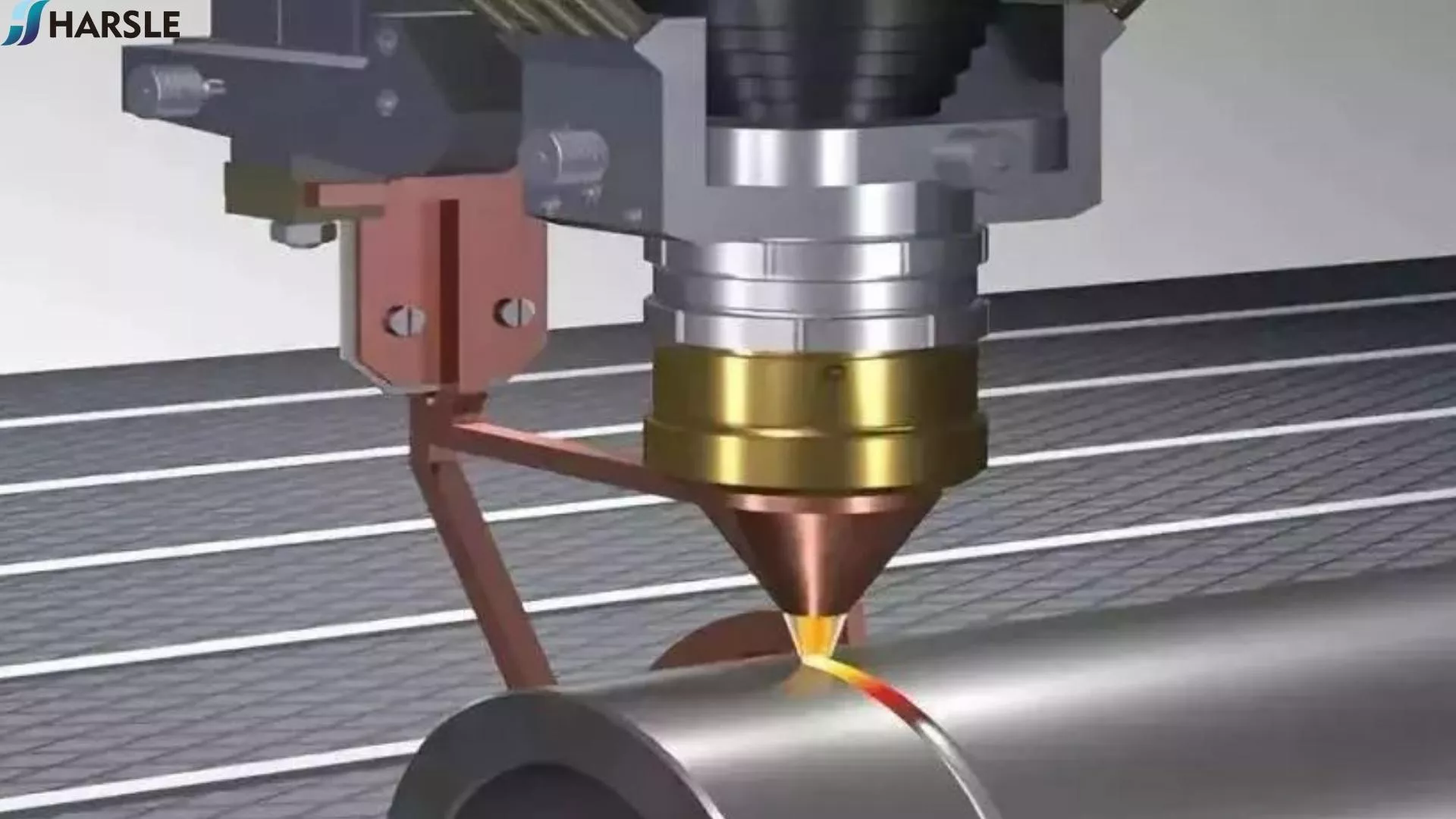
Konstrukcja dyszy do spawania laserowego jest stosunkowo skomplikowana, co odgrywa ważną rolę w zapewnieniu jakości spawania. W kraju i za granicą opracowano wiele dysz laserowych o własnych, unikalnych właściwościach. Z punktu widzenia ochrony gazowej konieczne jest zapewnienie płynnego wprowadzania i równomiernego rozprowadzania gazu oraz jego przepływu, aby zapewnić równomierne pokrycie obszaru spawania laserowego i zapewnić dobry efekt ochronny. Ogólnie rzecz biorąc, dominującym rozwiązaniem jest zintegrowana konstrukcja współosiowego układu dyszy, strefy ochronnej i wiązki laserowej. Pomimo skomplikowanej konstrukcji i wysokich kosztów, efekt ochronny jest dobry, stabilny i niezawodny. Metoda wprowadzania gazu ochronnego od przodu do tyłu jest stosunkowo prosta, ale efekt ochronny jest słaby, dlatego jest rzadko stosowana. Zazwyczaj odległość między dyszą a przedmiotem spawanym wynosi 3–10 mm. Średnica dyszy wynosi 4–8 mm, a natężenie przepływu gazu 8–30 l/min. Poniższy rysunek przedstawia schemat ideowy dyszy do spawania laserowego.

Gdy Spawanie laserowe CO2 Zastosowano ochronę tlenową, a wymagania konstrukcyjne dyszy są wyższe, aby zapewnić dobrą geometrię przepływu gazu. Podstawową zasadą konstrukcji jest zapewnienie wyższego natężenia przepływu argonu, aby zwiększyć ilość ciekłego metalu i zapobiec powstawaniu plazmy. Im większa gęstość energii użytego lasera, tym większe jest wymagane natężenie przepływu argonu. Jednakże, nadmierne natężenie przepływu argonu spowoduje rozerwanie jeziorka stopionego metalu i odchylenie spoiny. Azot nie wymaga zaawansowanej konstrukcji dyszy ani geometrii przepływu gazu, ale jeśli gęstość mocy lasera jest wysoka, należy podjąć odpowiednie środki w celu ograniczenia powstawania plazmy.
2. Dysza gazu osłonowego do spawania laserowego:
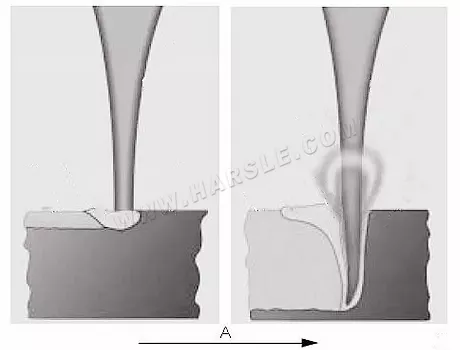
W spawaniu laserowym wyróżnia się dwa różne procesy spawania:
Spawanie przewodnością cieplną
Spawanie z głęboką penetracją
W przypadku spawania z przewodnością cieplną materiał topi się tylko na powierzchni. Spoina ma głębokość kilku dziesiątych milimetra. Ten proces spawania jest stosowany głównie w przypadku impulsowych laserów Nd:YAG. W przeciwieństwie do spawania z przewodnością cieplną, spawanie z głębokim wtopieniem zapewnia bardzo głębokie i wąskie spoiny. Spawanie z głębokim wtopieniem jest wykonywane laserem Nd:YAG w trybie pracy ciągłej.
● Laser pulsacyjny
Aby uzyskać najlepsze rezultaty spawania laserem impulsowym, drut spawalniczy jest zazwyczaj przebijany powoli. Kierunek przepływu gazu osłonowego można dowolnie wybierać.
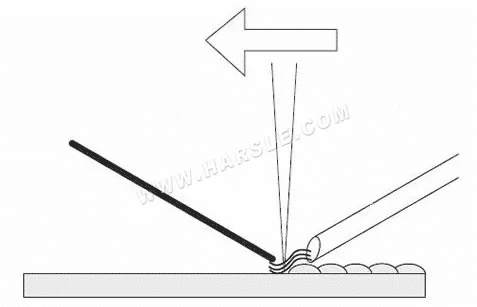
● Laser ciągły
Aby uzyskać najlepsze rezultaty spawania laserami o fali ciągłej, gaz osłonowy musi być wprowadzany z przodu, a prędkość podawania drutu spawalniczego musi być spowolniona.

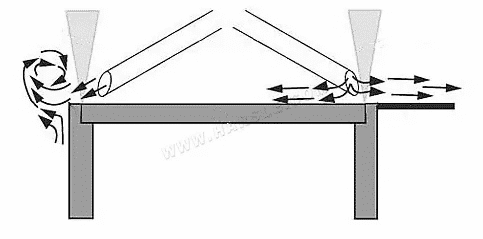
● Spawanie krawędzi
Dysze doprowadzające gaz osłonowy muszą być tak rozmieszczone, aby zapewnić laminarny i równomierny przepływ powietrza. Szczególnie podczas spawania krawędziowego powstaje wir, który wprowadza tlen z otoczenia do pozycji spawania. Jeśli zawartość tlenu wynosi > 0,5%, materiał może reagować z tlenem. Podczas spawania krawędziowego wirowi strumienia powietrza na krawędzi można zapobiec, instalując płytę buforową. Aby uzyskać najlepsze rezultaty spawania laserami o fali ciągłej, gaz osłonowy musi być wprowadzany do przodu, a drut spawalniczy musi być spowolniony.
3. Elementy głowicy spawalniczej laserowej:
Głowica do spawania laserowego składa się z jednostki ogniskującej i wprowadzającej wiązkę laserową, jednostki wprowadzającej i rozprowadzającej gaz osłonowy, układu chłodzenia, układu ochrony soczewki itp. W procesie spawania laserowego ze sterowaniem sprzężeniem zwrotnym posiada ona również jednostkę monitorującą i sterującą sprzężeniem zwrotnym.
Przede wszystkim konstrukcja dyszy do spawania laserowego jest stosunkowo skomplikowana, ale odgrywa ona bardzo ważną rolę w ochronie i poprawie jakości spawania. Ponadto, w ostatnich latach, zarówno w kraju, jak i za granicą, opracowano dysze laserowe o różnych kształtach, dostosowane do potrzeb rynku i wymagań przetworzonych produktów. Z punktu widzenia ochrony gazowej, jej celem jest skuteczne zapewnienie płynnego wprowadzania gazu i osiągnięcie zrównoważonego rozkładu, co ostatecznie może zapewnić lepszy efekt ochronny. Z obecnego punktu widzenia, strefa ochronna dyszy i wiązka laserowa są współosiowe i zaczęły zmierzać w kierunku zintegrowanej konstrukcji, chociaż takie ustawienie jest stosunkowo skomplikowane i zwiększa koszty użytkowania. Jednak pod względem efektu końcowego, efekt ochrony jest stosunkowo dobry, stabilny i niezawodny.
4. Rola głowicy spawalniczej laserowej:
Głowica laserowa jest kluczowym elementem sprzętu do spawania laserowego. Służy do regulacji ogniskowej i odległości roboczej, aby uzyskać odpowiedni rozmiar plamki.
W przypadku urządzeń takich jak spawarki laserowe, głowica laserowa pracuje w trakcie emisji lasera. Ponieważ urządzenie jest w trakcie spawania, energia potrzebna do jego wykonania pochodzi właśnie z niego. Aby skutecznie poprawić jakość pracy, konieczne jest zapewnienie odpowiedniej ochrony i konserwacji w czasie pokoju. Przede wszystkim należy zwrócić uwagę na stabilność całego elementu, ponieważ podczas użytkowania głowica laserowa może być swobodnie przemieszczana w zależności od potrzeb obrabianego przedmiotu. Jednakże, jeśli podczas użytkowania wystąpi ogólna niestabilność, doprowadzi to do większego zakresu odchyleń, a w efekcie końcowym jakość obrabianych elementów nie będzie spełniać odpowiednich wymagań, dlatego należy zwrócić na to uwagę.