Kompletny przewodnik po linii produkcyjnej łopat

Rozpoczynając swoją podróż do branży produkcyjnej, szybko uświadomiłem sobie, jak ważne jest zrozumienie całego procesu, który za nim stoi. linia produkcyjna łopatKompletny przewodnik po linii produkcyjnej łopat okazał się nieoceniony, pomagając mi w poruszaniu się po zawiłościach, od pozyskiwania surowców po końcowy montaż. W tym artykule podzielę się swoimi spostrzeżeniami i kluczowymi wnioskami, które nie tylko poszerzyły moją wiedzę, ale także poprawiły wydajność produkcji. Niezależnie od tego, czy dopiero zaczynasz swoją przygodę z tą branżą, czy chcesz udoskonalić swoje procesy, ten przewodnik dostarczy Ci niezbędnych informacji, które pogłębią Twoją wiedzę na temat produkcji łopat.
Łopata to narzędzie rolnicze. Może być używana w rolnictwie, do odgarniania ziemi i w wojsku. Długi trzonek jest zazwyczaj wykonany z drewna, ale może być również żelazny. Głowica łopaty jest również wykonana z żelaza. Łopaty powszechnie dzieli się na szpadle spiczaste i kwadratowe.

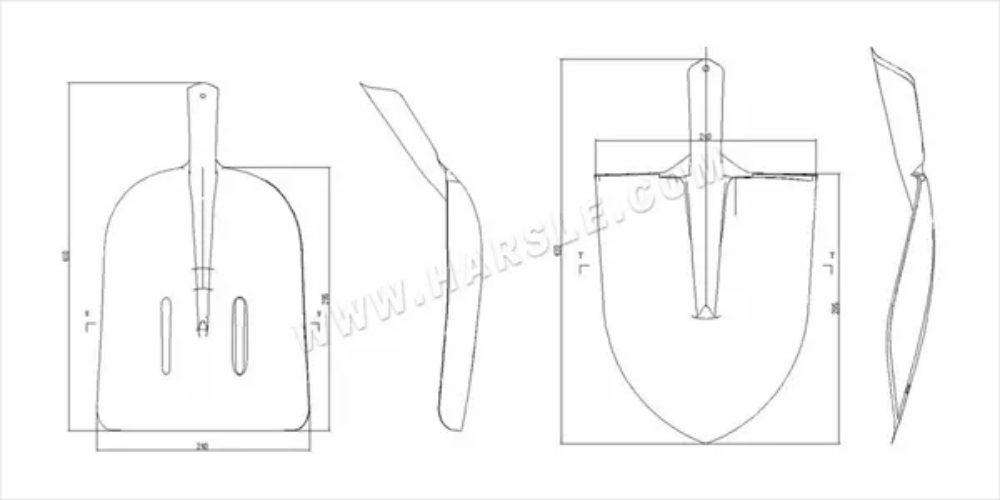
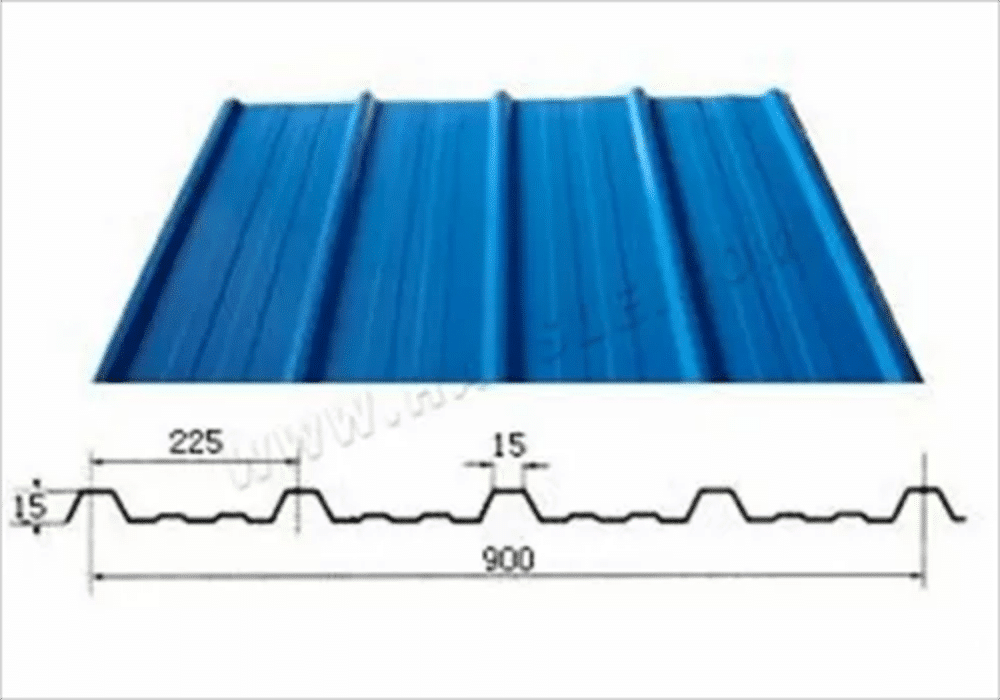
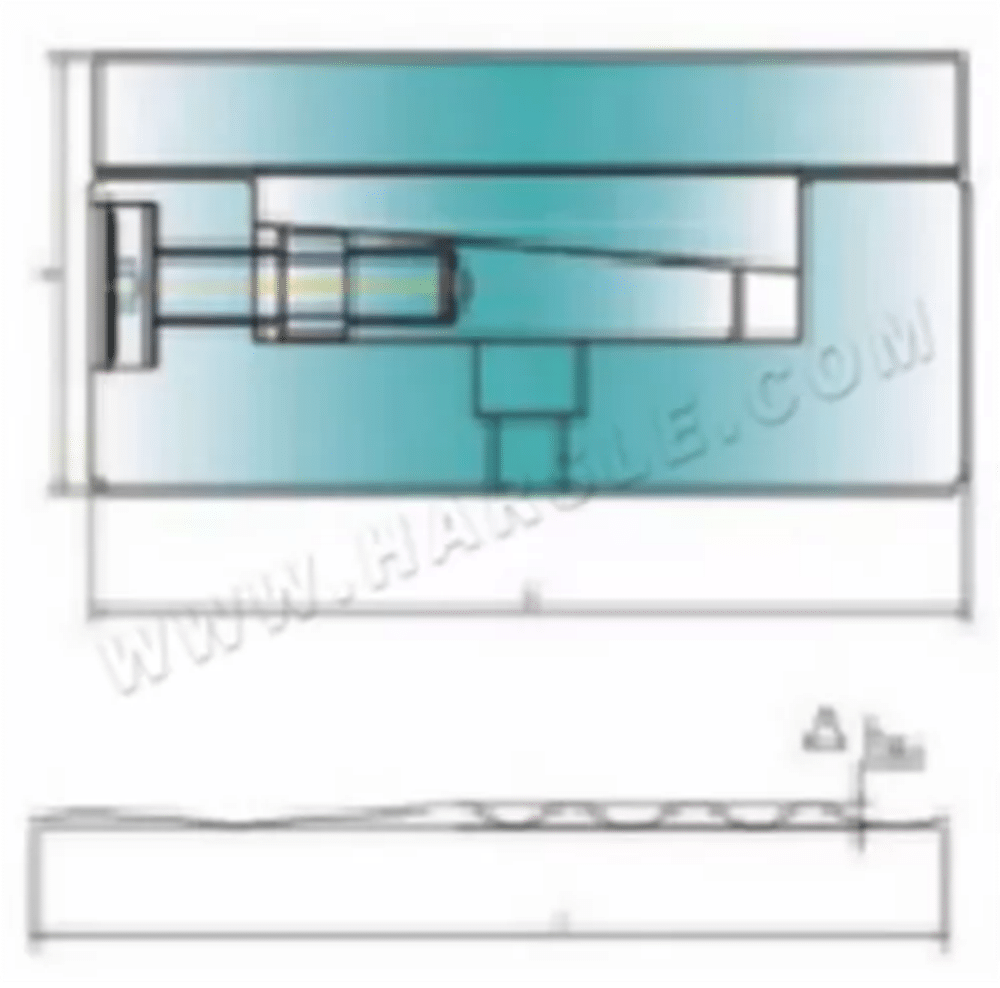
Rysunek konstrukcji łopaty
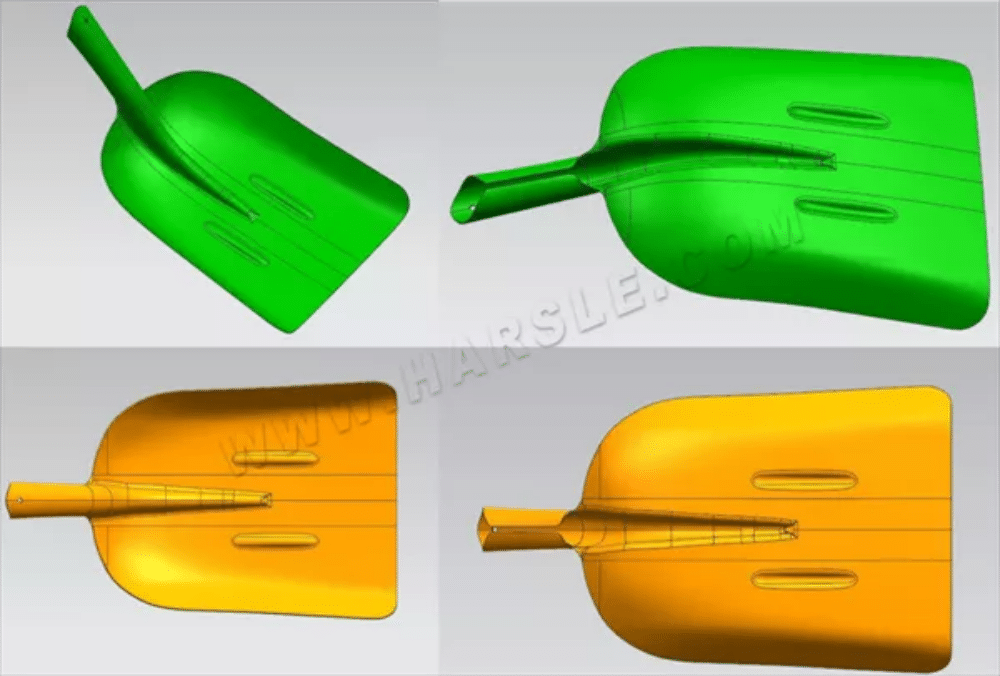
Rysunki planów głowic łopat, rysunki symulacji 3D i rysunki wymiarowe.


Kluczowe punkty do ustalenia
1. Materiał i grubość głowicy szpadla wymagane przez klienta
2. Rozmiar produktu
3. Czy dodać LOGO

Proces produkcyjny i odpowiadające mu maszyny
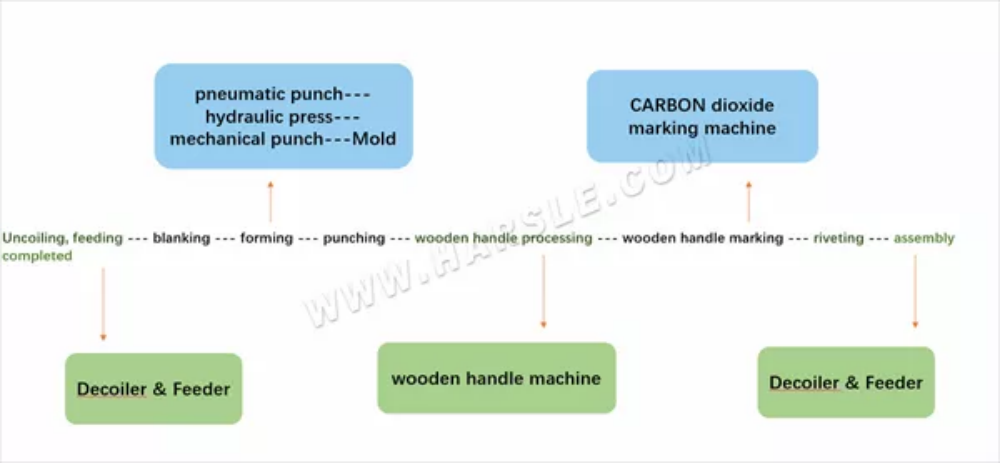
Rozwijarka (rozwijanie) → podajnik (podawanie i wykrawanie) → dziurkarka pneumatyczna i prasa hydrauliczna oraz dziurkarka mechaniczna (formowanie i dziurkowanie) → maszyna do produkcji uchwytów drewnianych (obróbka uchwytów drewnianych) → maszyna do znakowania dwutlenkiem węgla (znakowanie uchwytów drewnianych) → wiertarka stołowa i nitownica (nitowanie i montaż zakończone)
Zalecenia dotyczące maszyn i wprowadzenie do obsługi
Maszyna do dziurkowania + Rozwijarka + Podajnik: Cieńsze arkusze blachy są zazwyczaj wysyłane do fabryki w zwojach, co wymaga użycia rozwijarki do rozwijania, tzn. zwinięte arkusze blachy są spłaszczane na rozwijarce do postaci gotowych do użycia arkuszy. Następnie spłaszczona blacha trafia do pneumatycznej wykrawarki, gdzie za pomocą podajnika jest wykrawana w kształt litery T, co ułatwia późniejszą obróbkę.
Linia do zaślepiania głowic łopatowych:
Linia do wykrawania blach głowic łopatkowych HARSLE odpowiada głównie za wykrawanie blach głowic łopatkowych. Linia składa się głównie z pneumatycznej wykrawarki, formy do głowic łopatkowych, regału wyrównującego materiał, podajnika serwo oraz regału zwijającego materiał. Zwoje blachy umieszczane są na regale z ciężkim materiałem, a podajnik serwo sterowany numerycznie podaje arkusz do precyzyjnej wykrawarki. Regał zwojów automatycznie zwija złom po wykrawaniu, co zapewnia zsynchronizowane rozwijanie oraz automatyczne podawanie i zwijanie, zapewniając wydajną produkcję głowicy łopatkowej.

Demo wideo
Maszyna dziurkująca: Za pomocą stempla mechanicznego nadaj kształt uprzednio obrobionej płycie, wyciśnij dokładny kształt i kąt głowicy łopaty, a szczególną uwagę zwróć na kształt tylnej strony głowicy łopaty.
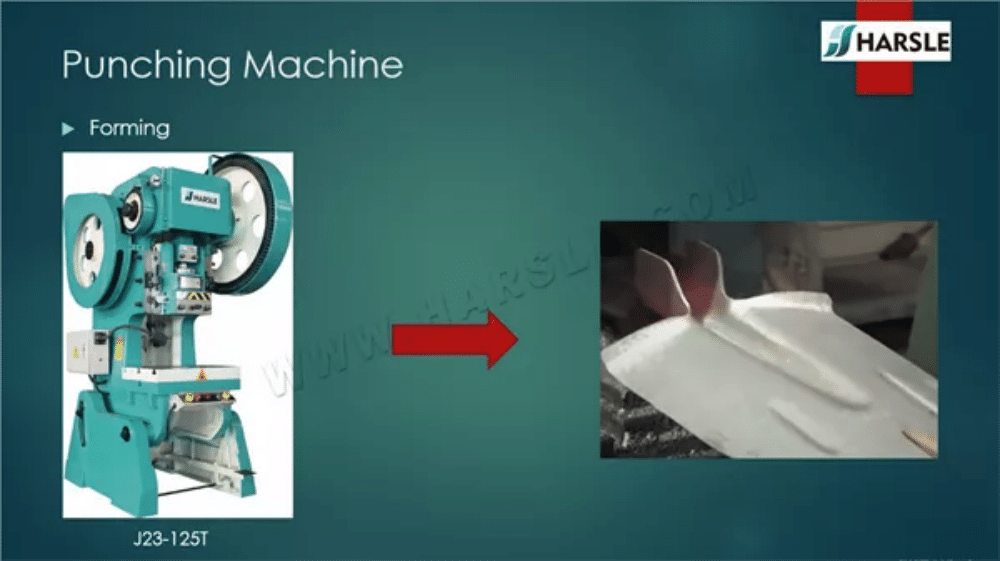
Następnie należy użyć mniejszej dziurkarki, aby wygiąć tylną stronę głowicy łopaty uformowanej w poprzednim kroku w kształt cylindryczny, tak aby później można było ją połączyć z drewnianym trzonkiem.

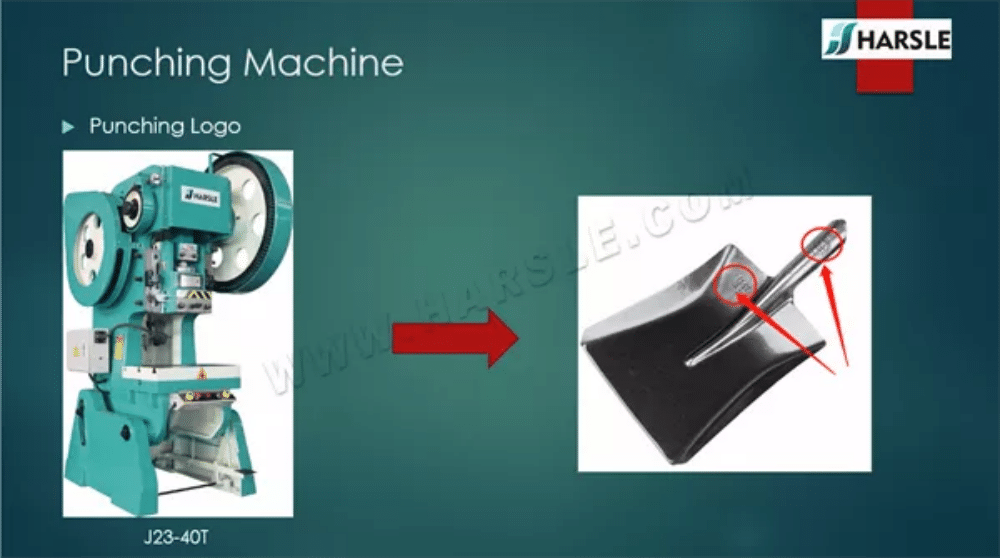
Podczas wybijania znaku firmowego za pomocą stempla mechanicznego konieczne jest wybicie wypukłości, dlatego można również wybrać dziurkarkę o małym tonażu. Zazwyczaj wyraźny znak firmowy można wybić na powierzchni lub na końcu głowicy łopaty.
Następnie włóż sprasowaną głowicę łopaty do pieca wysokotemperaturowego w celu nagrzania, a następnie podgrzej ją, a następnie zanurz w zimnej wodzie na pół minuty. Obróbka cieplna i hartowanie zwiększają wytrzymałość głowicy łopaty i czynią ją bardziej trwałą. Na koniec możesz pomalować łopatę farbą natryskową i wygrzać ją przez pięć minut, aby poprawić jej wygląd i wydłużyć żywotność.

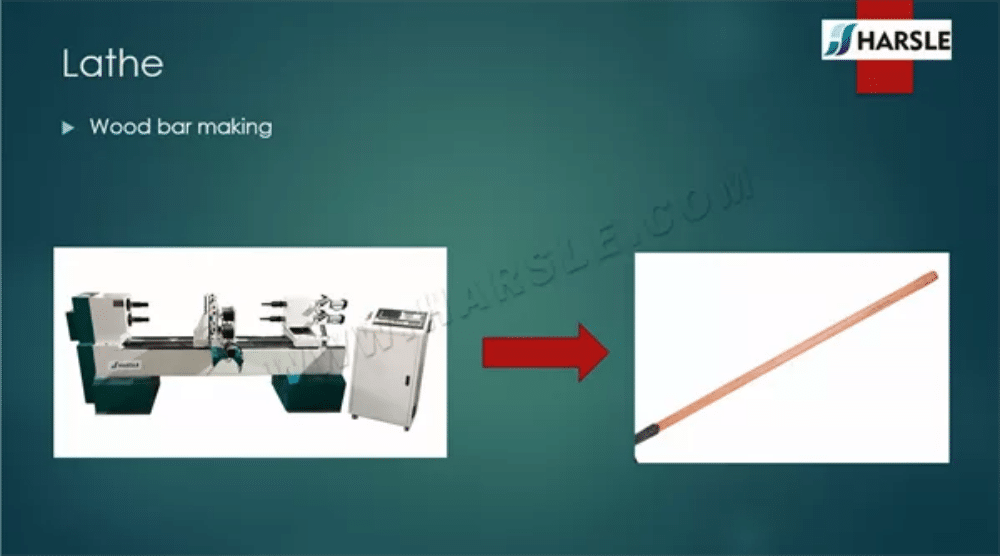
Tokarka: Użyj tokarki, aby wykonać drewniany, długi trzonek łopaty. Powierzchnia trzonka jest gładka i pozbawiona zadziorów, co zwiększa bezpieczeństwo i ułatwia użytkowanie.
Maszyna do znakowania laserowego (maszyna do znakowania CO2): Za pomocą maszyny do znakowania zaznacz środek długiego drewnianego uchwytu, a logo będzie wyraźnie widoczne.
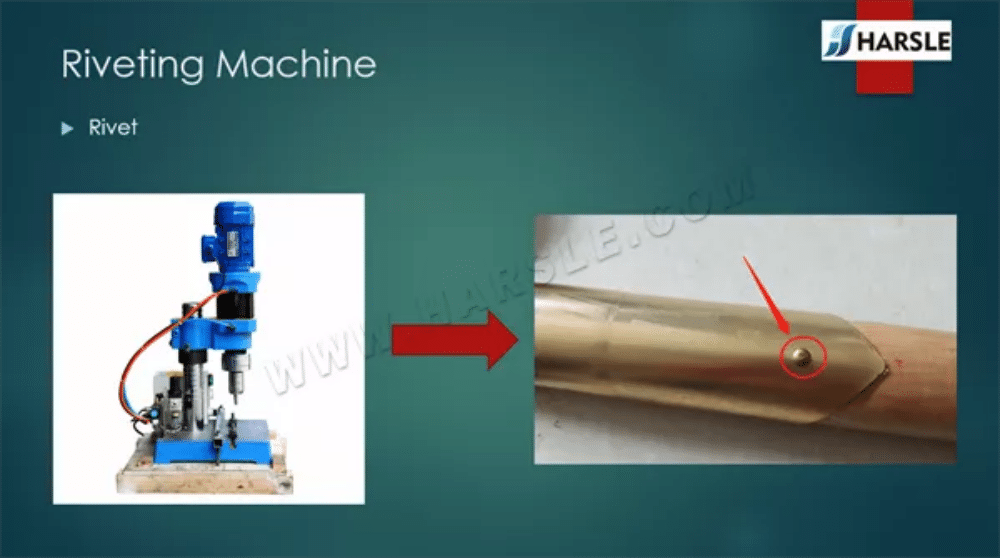
Wiercenie na ławce: Połączenie głowicy łopaty z długim drewnianym trzonkiem zwykle mocuje się za pomocą stalowych gwoździ, a następnie wiertarką stołową wykonuje się niewielki otwór w ogonie głowicy łopaty.
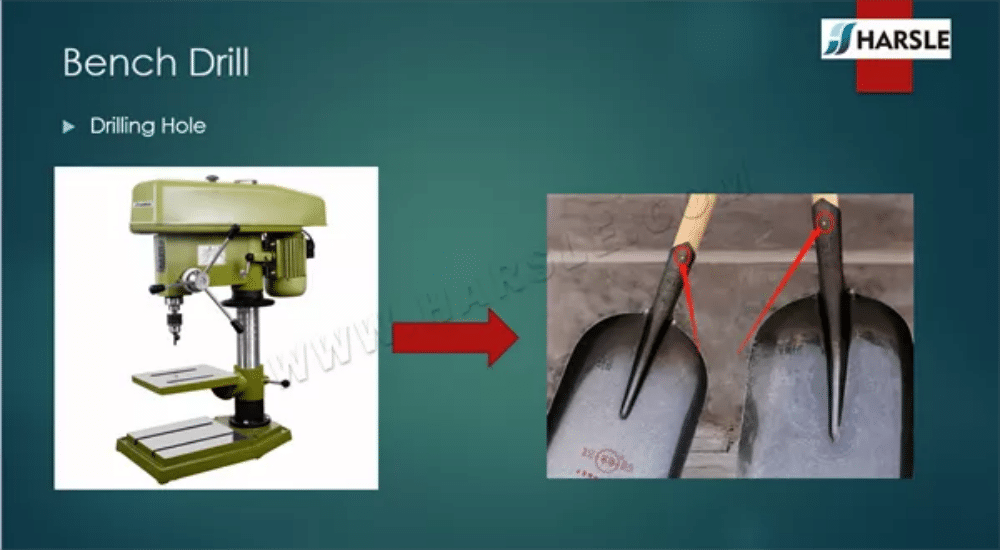
Maszyna do nitowania: Nitownica wbija stalowe gwoździe w długi drewniany trzonek przez mały otwór wykonany wiertarką stołową w głowicy łopaty, a następnie szczelnie łączy głowicę łopaty z długim drewnianym trzonkiem, dzięki czemu powstaje wysokiej jakości łopata.