Standardowe cechy nożyc hydraulicznych

Hydrauliczna maszyna do cięcia
Hydraulika maszyna do strzyżenia Urządzenie jest przeznaczone do cięcia blach stalowych i metalowych, a jego wydajność jest oparta na wytrzymałości blachy 450 N/mm². W przypadku cięcia blachy z innego materiału o innej wytrzymałości należy skorygować grubość blachy.
Zastosowano spawaną konstrukcję z blachy, łatwą obsługę i niezawodną wydajność. Cięcie odbywa się za pomocą ciśnienia hydraulicznego, a powrót odbywa się za pomocą butli z azotem, co chroni maszynę przed przeciążeniem. Maszyna może być wyposażona w wyświetlacz cyfrowy lub system sterowania numerycznego, na życzenie klienta.
Szczelina między ostrzami ze wskaźnikiem ułatwia i przyspiesza regulację. Urządzenie do regulacji z oświetleniem, skok cięcia można regulować w celu zwiększenia wydajności cięcia wąskich blach. Przednie ramiona podporowe i tylny ogranicznik są wyposażone w linijkę. Przednie ramiona podporowe są liczone linijką. Na stole roboczym znajduje się kula podtrzymująca materiał, która minimalizuje efekt „rybiego ogona” na blasze i zmniejsza opór tarcia.
Zainstalowano ogrodzenie zabezpieczające, gwarantujące bezpieczeństwo operacji.
Rama nożyce hydrauliczne
Rama maszyny
Płyta spawana stalą, wysoka sztywność. Dwa cylindry zamocowane na lewym i prawym słupku pionowym. Zamontowana na stole roboczym deska do cięcia imadła umożliwia wygodną regulację cięcia dolnego. Zachowaj odstęp między cięciem w górę i w dół. Zamontuj kulę podającą na stole roboczym, aby zapewnić wygodną i szybką obsługę.
Rama tnąca
Płyta spawana o dużej sztywności, podparta w gnieździe mimośrodowym przez lewy i prawy cylinder oraz napęd cylindra skokowego, cięcie wykończeniowe poprzez powtarzanie wahadłowe.
Pionowa powierzchnia podparcia w kierunku do góry jest zakrzywiona, należy zachować odstęp między zbieżnością w kierunku do góry i w dół.
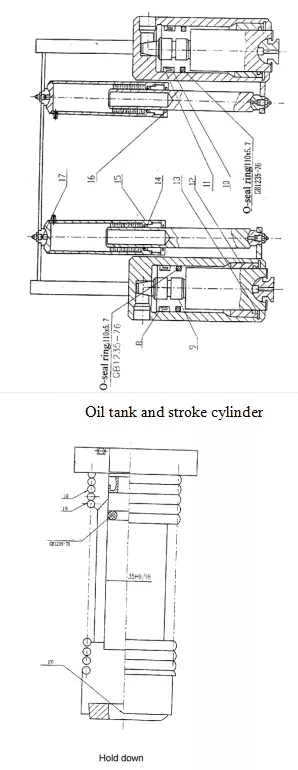
Urządzenie ciśnieniowe (przytrzymaj)
Składa się z kilku cylindrów ciśnieniowych, zamontowanych na płycie wsporczej przed ramą maszyny. Przepływ oleju w cylindrze ciśnieniowym, głowica ciśnieniowa naciska w dół, pokonując siłę naciągu sprężyny naciągowej, i mocno dociska płytę. Po zakończeniu cięcia cylindry są resetowane przez siłę naciągu sprężyny naciągowej. Ciśnienie jest tym większe, im grubsza jest płyta.
Przedni i tylny wskaźnik
Przedni wskaźnik: zamocowany na stole roboczym, wskaźnik zaworu na linijce, regulacja drążka ruchomego w zależności od potrzeb. Podczas cięcia cienkich blach stalowych, cięcie odbywa się wygodnie na przednim wskaźniku.
Tylny zderzak zamocowany na desce do cięcia w górę, wahadło porusza się w górę i w dół, podobnie jak deska do cięcia w górę. Regulacja tylnego zderzaka odbywa się za pomocą silnika o mocy 0,55 kW, przekładni redukcyjnej i napędu za pomocą drążka sterującego. Naciśnięcie przycisku hamulca (+ lub -) umożliwia regulację zderzaka do przodu lub do tyłu. Jeśli regulacja mechaniczna nie pozwala na ustawienie zaworu sterującego, należy przekręcić pokrętło do zaworu sterującego. Regulacja tylnego zderzaka jest wygodna i niezawodna.
Standardowy zakres regulacji tylnego zderzaka wynosi 20–750 mm. Jeśli długość ciętej blachy jest dłuższa niż maksymalny zasięg tylnego zderzaka, należy go maksymalnie wysunąć, unieść deskę za pochyłą powierzchnię ramy nośnej i przyciąć blachę o dowolnej długości.