








Jakie są najczęstsze wady wygiętych części?

Jako doświadczony profesjonalista w branży obróbki metali, często spotykam się z problemami związanymi z giętymi częściami. Zrozumienie, na czym polegają najczęstsze wady giętych części, jest kluczowe dla zapewnienia wysokiej jakości produkcji i minimalizacji odpadów. W tym artykule omówię typowe wady, z którymi się spotykamy, takie jak wypaczenia, pęknięcia i nieprawidłowe kąty, oraz zbadam ich przyczyny. Identyfikując te problemy na wczesnym etapie procesu, możemy wdrożyć skuteczne rozwiązania i ulepszyć nasze… techniki gięciaDołącz do mnie, a zagłębimy się w temat typowych usterek, które mogą mieć wpływ na integralność wygiętych części i jak sobie z nimi skutecznie radzić.
Typowe wady i metody postępowania w przypadku części giętych
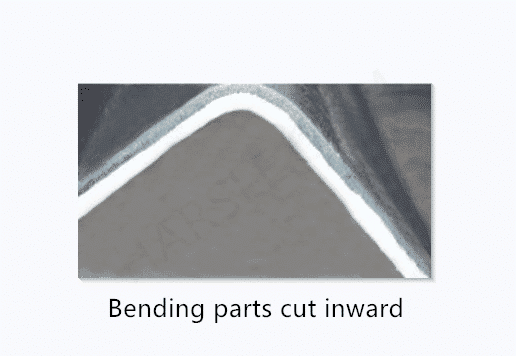
⒈Pęknięcia zginające: Po ścinaniu lub wykrawaniu materiał często ma zadziory lub drobne pęknięcia na krawędziach. Podczas gięcia ma tendencję do koncentracji naprężeń i pękania. Poniższy rysunek pokazuje, że przedmiot obrabiany pęka w momencie złamania, a miejsce pęknięcia występuje podczas ścinania przedmiotu obrabianego. Pas i pas walcowany.
Podjęte w tym celu środki techniczne to:
①Gwarantuje się, że po ścinaniu lub dziurkowaniu przedmiot obrabiany będzie cięty w kierunku gięcia, czyli pod ciśnieniem, jak pokazano na rysunku, co zapewnia lepszy efekt formowania.

②Przed gięciem obrabiany przedmiot jest usuwany z niego zadziory, a zagięcie można oszlifować ręczną szlifierką.
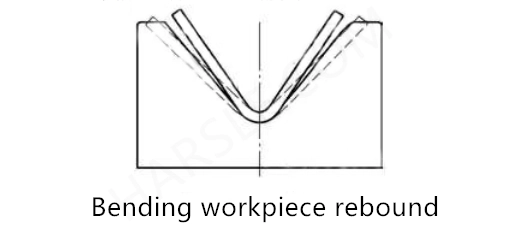
⒉ Odbicie:Podczas procesu gięcia metalu zachodzą jednocześnie odkształcenia plastyczne i sprężyste. Na końcu gięcia następuje odbicie w wyniku powrotu odkształcenia sprężystego, jak pokazano na rysunku. Zjawisko odbicia ma bezpośredni wpływ na dokładność wymiarową przedmiotu obrabianego i musi być kontrolowane.
Podjęte w tym celu środki techniczne to:
①Metoda kompensacji kąta. Jeśli przedmiot obrabiany jest gięty pod kątem 90°, dolny kąt otwarcia giętarki można ustawić na 78°.
② Czas trwania docisku wydłuża metodę korekcji. Pod koniec gięcia przeprowadzana jest korekta docisku, aby wydłużyć czas kontaktu między górną formą a dolnym rowkiem giętarki, zwiększając stopień odkształcenia plastycznego w zaokrąglonym narożniku dolnego rowka. Dzięki temu tendencja do odbicia włókien w strefie rozciągania i ściskania wzajemnie się ogranicza, zmniejszając w ten sposób odbicie.
⒊ Wybrzuszenie:W przypadku gięcia blachy o średniej grubości (grubość t ≥ 6 mm) sytuacja jest szczególna. Struktura włókien wydłuża się podczas gięcia w pobliżu linii gięcia, powodując, że część wypukła tworzy wypukłość na zaokrąglonym narożniku. Obserwując przedmiot obrabiany w warsztacie, można zauważyć, że rozmiar zaokrąglonych występów zwiększa się wraz ze wzrostem grubości blachy. W przypadku niektórych przedmiotów obrabianych o wysokich wymaganiach jakościowych, zaokrąglone występy wpływają na dokładność wymiarową spawania lub montażu i wymagają usunięcia za pomocą środków technologicznych.
Podjęte w tym celu środki techniczne to:
① Jeśli do cięcia używany jest sprzęt do cięcia na gorąco, rzemieślnik wykona wklęsły łuk do wewnątrz, centrując go na linii gięcia, przy czym linia gięcia będzie środkiem, a nadmiar arkusza zostanie usunięty, jak pokazano na rysunku, gdzie R jest promieniem łuku.
② W przypadku elementów obrabianych, które nie były poddawane cięciu blachy, wygięte części Po zakończeniu gięcia, element jest ręcznie szlifowany do wymaganej dokładności wymiarowej. Jeśli dokładność montażu jest wysoka, element obrabiany należy frezować.

⒋Slajd:
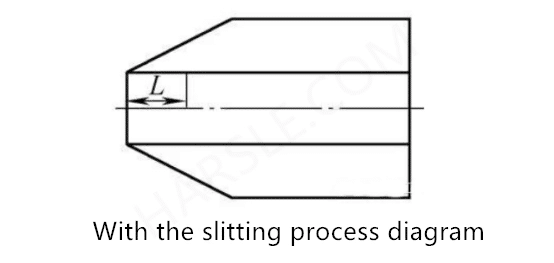
① Przypadek 1: Linia gięcia i linia krawędzi przedmiotu obrabianego nie są równoległe podczas gięcia, tzn. jeden koniec ma punkt podparcia na dolnym rowku giętarki, a drugi koniec nie ma punktu podparcia. Przedmiot obrabiany pokazano na rysunku, gdzie L to długość szczeliny.
②Przypadek 2: Linia gięcia elementu, który ma zostać zgięty, jest równoległa do linii krawędzi giętych części, ale na dolnym rowku giętarki nie ma punktów podparcia na obu końcach.
Podjęte w tym celu środki techniczne to:
① Zwiększ głębokość cięcia.
W przypadku 1: rzemieślnik dodaje szczelinę do linii wykrawania wzdłuż linii gięcia przedmiotu obrabianego, której długość jest równa długości przedmiotu obrabianego: linia gięcia jest przesunięta na zewnątrz, a szerokość przesunięcia stanowi połowę szerokości dolnego rowka giętarki.
②Zwiększenie przetwarzania marży.
W przypadku 2: Rzemieślnik zwiększa rozmiar mapy wykrawania, tak aby krawędź miała punkt podparcia na dolnym rowku giętarki, co umożliwia gięcie. Po zakończeniu procesu gięcia, naddatek na cięcie jest przetwarzany zgodnie z rysunkiem produktu, a otwór tnący jest przycinany w celu spełnienia wymagań jakościowych produktu.
⒌ Wgniecenie lub zarysowanie:Podczas gięcia, przedmiot obrabiany jest dociskany przez górną matrycę i dolny rowek giętarki, co powoduje różne stopnie wgniecenia lub poślizgu. Generalnie, chropowatość powierzchni elementów ze stali węglowej nie jest wysoka, a drobne wady nie mają na nią wpływu.
①W przypadku stali węglowej zwiększ szerokość dolnego rowka, aby zwiększyć promień zaokrąglenia i zmniejszyć wytłaczanie dolnego rowka na obrabiany przedmiot.
② W przypadku specjalnych materiałów ze stali nierdzewnej, należy przygotować się do gięcia przed rozpoczęciem gięcia i położyć papier na dolnym rowku giętarki. Jeśli obie strony obrabianego przedmiotu wymagają ochrony, można go również rozdzielić w kierunku linii gięcia. W przypadku lepszych warunków produkcyjnych można zastosować podkładkę antywgnieceniową.











