








Jak rozwiązywać problemy związane ze sprężynowaniem podczas tłoczenia i gięcia (analiza i rozwiązanie)
Zrozumienie efektu Springback
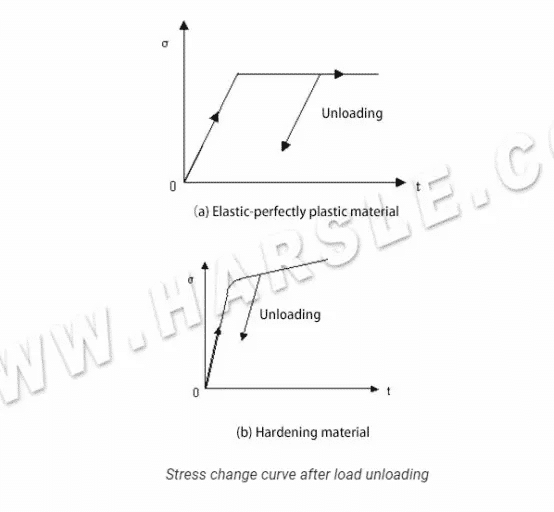
Sprężynowanie występuje, gdy sprężysty powrót materiału przekracza odkształcenie plastyczne uzyskane podczas tłoczenia lub proces gięciaZjawisko to może prowadzić do błędów wymiarowych, wymagających korekt i przeróbek. Zrozumienie czynników wpływających na sprężynowanie jest kluczowe dla skutecznego rozwiązywania problemów.
Sprężynowanie oznacza, że po usunięciu obciążenia kształt odkształconego elementu zostaje częściowo przywrócony. Kształt i rozmiar części nie są zgodne z kształtem i rozmiarem powierzchni roboczej. wykrojnikRozmiar części nie mieści się w zakresie tolerancji, co wpływa na dokładność montażu produktu. Należy pilnie rozwiązać problem błędu produktu spowodowanego zjawiskiem odbicia.
Podczas tłoczenia występuje odkształcenie plastyczne, ale jednocześnie występuje również odkształcenie sprężyste. Po usunięciu obciążenia formującego, elementy sprężyste w pewnym stopniu powracają do pierwotnego kształtu. Sprężynowanie to odkształcenie, które musi wystąpić po uformowaniu arkusza i wyjęciu uformowanego elementu z formy, co wpływa na jego ostateczny kształt. Stopień sprężystości bezpośrednio wpływa na dokładność geometryczną obrabianego elementu i jest wadą formowania, trudną do wyeliminowania w procesie.
Czynniki wpływające na sprężynowanie części tłoczonych
⑴Właściwości materiału W przypadku tłoczenia elementów o różnej wytrzymałości, od zwykłych blach po blachy o wysokiej wytrzymałości, różne blachy charakteryzują się różną granicą plastyczności. Im wyższa granica plastyczności blachy, tym łatwiej jest ją odkształcić. Materiałem na grube blachy jest zazwyczaj walcowana na gorąco blacha ze stali węglowej lub walcowana na gorąco blacha ze stali niskostopowej o wysokiej wytrzymałości. W porównaniu z cienkimi blachami walcowanymi na zimno, grube blachy walcowane na gorąco charakteryzują się gorszą jakością powierzchni, dużymi tolerancjami grubości, niestabilnymi właściwościami mechanicznymi i mniejszym wydłużeniem.
⑵Grubość materiału Podczas procesu formowania grubość blachy ma ogromny wpływ na parametry gięcia. Wraz ze wzrostem grubości blachy zjawisko sprężynowania stopniowo maleje. Dzieje się tak, ponieważ wraz ze wzrostem grubości blachy zwiększa się ilość materiału poddanego odkształceniu plastycznemu, a co za tym idzie, wzrasta również odkształcenie sprężyste, a zatem zjawisko sprężynowania staje się mniejsze.
Wraz z ciągłym doskonaleniem wytrzymałości materiałów w przypadku grubych blach, problem dokładności wymiarowej części spowodowany sprężynowaniem staje się coraz poważniejszy. Projektowanie form i późniejsze debugowanie procesu wymagają zrozumienia natury i rozmiaru sprężynowania części, aby móc zastosować odpowiednie środki zaradcze i plany naprawcze.
W przypadku grubych części z blachy stosunek promienia gięcia do grubości blachy jest na ogół bardzo mały, a naprężeń w kierunku grubości i ich zmian nie można ignorować.
⑶Kształt części Sprężynowanie części o różnych kształtach jest bardzo zróżnicowane. Zazwyczaj części o złożonych kształtach są dodawane z sekwencją kształtowania, aby zapobiec sprężynowaniu, gdy formowanie nie jest wykonywane, a niektóre części o nietypowych kształtach są bardziej podatne na sprężynowanie, na przykład zera w kształcie litery U. W przypadku komponentów, w procesie analizy i formowania, należy uwzględnić kompensację sprężynowania.
⑷Kąt środka gięcia Im większa wartość kąta środka gięcia, tym większa skumulowana wartość sprężynowania, co może prowadzić do poważnego sprężynowania. Długość odkształcenia części tłoczonej rośnie wraz ze wzrostem kąta środka gięcia.

⑸Dopasowanie luzu formy Podczas projektowania formy konieczne jest pozostawienie szczeliny o grubości dwukrotnie większej niż grubość materiału w przeciwległej części roboczej, a produkt jest umieszczany w tej szczelinie. Aby uzyskać lepszy przepływ materiałów, części formy muszą zostać zbadane i dopasowane po obróbce. Szczególnie w przypadku form do gięcia, im większa szczelina między częściami roboczymi, tym większe sprężynowanie. Jeśli dopuszczalny zakres błędu grubości blachy jest niewystarczający, sprężynowanie będzie większe, a szczelina między formami nie będzie dobrze określona.
⑹Względny promień gięcia Wartość względnego promienia gięcia jest proporcjonalna do wartości odbicia, więc im większa krzywizna części tłoczonej, tym trudniej jest ją wygiąć do odpowiedniego kształtu.
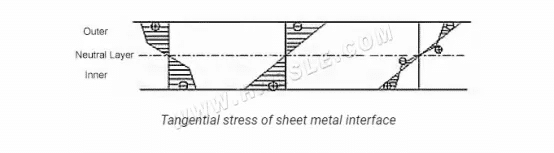
⑺Proces formowania Proces formowania jest ważnym aspektem, który ogranicza jego wartość sprężystości. Ogólnie rzecz biorąc, efekt sprężystości gięcia korygowanego jest lepszy niż gięcia swobodnego. Jeśli ten sam efekt obróbki ma zostać osiągnięty w produkcji tej samej partii elementów tłoczonych, siła gięcia wymagana do gięcia korekcyjnego jest znacznie większa niż wymagana do gięcia swobodnego. Dlatego też, jeśli ta sama siła gięcia zostanie użyta w obu metodach, efekt końcowy będzie różny. Im większa siła korekcyjna wymagana do skorygowania gięcia, tym mniejsze sprężynowanie elementu tłoczonego. Korygująca siła gięcia rozciągnie włókna na zewnątrz i na zewnątrz strefy odkształcenia, aby uzyskać efekt formowania. Po odciążeniu siły gięcia włókna wewnętrzne i zewnętrzne zostaną skrócone, ale kierunek odbicia strony wewnętrznej i zewnętrznej jest przeciwny, co pozwala na pewne złagodzenie odbicia na zewnątrz wytłoczonego materiału.
Rozwiązania problemu sprężynowania stempli
⑴Projektowanie produktu. Po pierwsze, jeśli chodzi o materiały, aby spełnić wymagania produktu, należy wybierać materiały o niskiej wytrzymałości lub odpowiednio zwiększyć grubość materiału. Po drugie, kształt i konstrukcja elementów tłoczonych mają bardzo istotny wpływ na sprężystość. Podczas gięcia złożonych elementów tłoczonych o zakrzywionych kształtach, ze względu na złożone naprężenia we wszystkich kierunkach, występują inne czynniki, takie jak tarcie. Wyeliminowanie sprężyn jest bardzo trudne, dlatego projektując kształt produktu, można zastosować kombinację kilku elementów do złożonych elementów tłoczonych, aby rozwiązać problem sprężystości.
⑵Projektowanie procesów. Po pierwsze, proces wstępnego formowania formy, wraz z dodaniem procesu wstępnego formowania, umożliwia rozłożenie jednorazowych elementów tłoczonych w różnych procesach, co może w pewnym stopniu wyeliminować naprężenia wewnętrzne podczas procesu formowania i wyeliminować problem sprężynowania. Po drugie, aby zmniejszyć szczelinę między formami wklęsłymi i wypukłymi, można podwoić grubość materiału, aby zmaksymalizować dopasowanie między materiałem a formą. Jednocześnie, utwardzanie formy może skutecznie zmniejszyć zjawisko zużycia elementów tłoczonych.
⑶Siła uchwytu pustego elementu. Siła docisku wykrojnika. Proces tłoczenia jest ważnym elementem procesu. Poprzez ciągłą optymalizację siły docisku wykrojnika można regulować kierunek przepływu materiału i poprawiać rozkład naprężeń wewnętrznych. Zwiększenie siły docisku wykrojnika może sprawić, że rysunek detalu będzie pełniejszy, zwłaszcza w odniesieniu do ścianek bocznych i położenia kąta R. Jeśli formowanie jest wystarczające, różnica naprężeń wewnętrznych i zewnętrznych zostanie zmniejszona, co zredukuje sprężynowanie.
⑷Koraliki. Listwy ciągnące są szeroko stosowane we współczesnej technologii. Odpowiednie ustawienie pozycji ciągnienia może skutecznie zmienić kierunek przepływu materiału i skutecznie rozłożyć opór posuwu na powierzchni prasowania, poprawiając tym samym podatność materiału na formowanie i ułatwiając jego formowanie. Ustawienie listew ciągnących na elementach ze sprężynowaniem sprawia, że elementy są pełniejsze, rozkład naprężeń jest bardziej równomierny, a sprężynowanie jest mniejsze.

Chile-Customer-Feedback.jpg)
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Australia-Customer-Feedback.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosowo-Customer-Feedback11.png)
Brazil.png)
Russia-Customer-Feedback.jpg)