








Dowiedz się, jak wyrównanie walców rozwiązuje problem nierównych szczelin zamykających w czterowalcowej walcarce do blach. Ten poradnik wyjaśnia, kiedy i jak wyrównać dolne i boczne walce, aby przywrócić dokładność i spójność walcowania.
Wstęp
W codziennej eksploatacji czterowalcowej walcarki do blach, nierównomierne zamykanie się szczelin po walcowaniu jest częstym, ale często źle rozumianym problemem. Wielu operatorów instynktownie przypisuje ten problem odbiciu materiału, ustawieniom parametrów lub technice operatora. Jednak w rzeczywistych zastosowaniach przemysłowych znaczna część problemów z nierównomiernym zamykaniem się szczelin jest bezpośrednio związana z błędami współosiowości walców, zwłaszcza walca dolnego i bocznych.
Ustawienie walców odgrywa kluczową rolę w zapewnieniu symetrycznego rozkładu sił podczas procesu walcowania. Gdy geometryczne relacje między walcami stają się niezrównoważone, blacha ulega nierównomiernemu odkształceniu, co prowadzi do niepełnego zamknięcia lub widocznych różnic w szczelinach po obu stronach walcowanego elementu. Niniejszy artykuł zawiera systematyczne wyjaśnienie, kiedy wymagane jest ustawienie walców, dlaczego występują błędy ustawienia oraz jak prawidłowo przeprowadzić kompensację ustawienia walców w czterowalcowej walcarce do blach.
Zrozumienie ustawienia rolek w czterowalcowej maszynie do walcowania blach
Wyrównanie walców odnosi się do geometrycznej i pozycyjnej spójności walców w maszynie walcującej, zapewniającej, że wszystkie ruchome walce działają symetrycznie względem nieruchomego walca odniesienia.
W standardowej konfiguracji czterowalcowej walcarki do blach:
- Ten górny wałek pełni funkcję głównej rolki formującej
- Ten dolny wałek zapewnia pionowe wsparcie i siłę zacisku
- Ten rolki lewe i prawe kontrolować promień gięcia i pomagać w gięciu wstępnym
Ważne jest wyjaśnienie kluczowej przesłanki zawodowej:
Górny wałek nie jest przeznaczony do kompensacji położenia. Może obracać się i poruszać w pionie podczas pracy, ale nie uczestniczy w korekcji ustawienia. Dlatego wszystkie regulacje ustawienia przechyłu są przeprowadzane poprzez kompensację tylko dolny wałek i wałki boczne.
Kiedy konieczne staje się wyrównanie rolki
Wyrównanie walców nigdy nie powinno być traktowane jako rutynowa regulacja ani działanie metodą prób i błędów. W czterowalcowych walcarkach do blach kompensacja wyrównania jest wymagana tylko wtedy, gdy konkretne symptomy mechaniczne wyraźnie wskazują, że relacja geometryczna między walcami odbiega od zaprojektowanej równowagi. Na podstawie obszernych danychdoświadczenie w służbie, rolka wyrównanie staje się konieczne w następujących, ściśle określonych warunkach.
Nierówne szczeliny zamykające się po wałowaniu
Jednym z najbardziej bezpośrednich i wiarygodnych wskaźników korekty ustawienia walców jest nierównomierna szczelina zamykająca się na walcowanym elemencie. Jeśli blacha nie może zamknąć się prawidłowo na końcowym etapie walcowania, a zwłaszcza gdy szerokość szczeliny na obu końcach jest wyraźnie różna, problemu nie należy błędnie interpretować jako prostego błędu parametrów walcowania lub sprężynowania materiału.
Takie asymetryczne szczeliny odzwierciedlają odchylenie kierunkowe w ustawieniu rolek, co oznacza, że rolki dolne lub boczne nie wywierają już równomiernego nacisku na całej szerokości płyty. W takich przypadkach konieczna jest regulacja ustawienia rolek, aby przywrócić równoległość i zsynchronizowane przenoszenie siły.
Asymetryczny rozkład sił podczas toczenia
Innym częstym scenariuszem wymagającym wyrównania wałków jest nierównomierne rozłożenie sił podczas procesu walcowania. Jeśli blacha stale przesuwa się w jedną stronę, jeśli jedna krawędź zaczyna formować się wcześniej niż druga lub jeśli opory toczenia różnią się zauważalnie na całej szerokości, objawy te wskazują na asymetryczny rozkład siły toczenia.
Ten stan zazwyczaj wynika z niewielkich odchyleń położenia dolnych lub bocznych rolek, co powoduje niewyważenie mechaniczne, a nie błędy układu sterowania. Prawidłowe ustawienie rolek zapewnia równomierne rozłożenie sił walcowania, przywracając symetrię mechaniczną i poprawiając spójność formowania.
Po konserwacji mechanicznej lub długotrwałej eksploatacji
Kompensacja ustawienia rolek może być również konieczna po dłuższej eksploatacji maszyny lub po pracach konserwacyjnych. Z czasem czynniki takie jak zużycie łożysk, dryft hydrauliczny, rozszerzalność cieplna lub wcześniejsze regulacje mogą subtelnie zmieniać względne położenie rolek.
Nawet niewielkie odchylenia, jeśli się nagromadzą, mogą negatywnie wpłynąć na dokładność walcowania i jakość zamykania. Przeprowadzenie kontroli ustawienia i kompensacji walców w takich okolicznościach pomaga utrzymać stabilną geometrię maszyny, zapobiega stopniowemu odchylaniu się od osi i zapewnia długotrwałą precyzję walcowania.
Dlaczego błędy w ustawieniu wałków powodują nierównomierne zamykanie szczelin
Z mechanicznego punktu widzenia, czterowalcowa walcarka do blach opiera się na zrównoważonych wektorach sił działających wzdłuż osi podłużnej blachy. Gdy współosiowość walców jest zaburzona:
- Jedna strona dolnego wałka może znajdować się dalej od górnego wałka
- Rolki boczne mogą nie być symetryczne względem siebie
- Przesuwa się linia środkowa
W rezultacie płyta ulega nierównomiernemu odkształceniu plastycznemu. To wyjaśnia, dlaczego szczeliny między płytami są nierównomierne. kierunkowe i powtarzalne, a nie przypadkowe defekty. Korekta ustawienia rolek przywraca zamierzony układ geometryczny między rolkami, umożliwiając równomierne odkształcanie się płyty na całej jej szerokości.
Zasada kompensacji przechyłu
Kompensacja przechyłu działa poprzez cyfrową korektę położenia odniesienia każdego ruchomego wału za pośrednictwem systemu sterowania. Zamiast fizycznej zmiany położenia wałów, system ponownie kalibruje ich punkty zerowe, aby zapewnić synchronizację ruchu.
Podstawowa zasada jest prosta, ale istotna:
Kompensację należy zawsze stosować po stronie rolki znajdującej się dalej od górnej rolki, nie bliższa strona.
Dzięki temu korekta ustawienia spowoduje, że wszystkie przechyły znajdą się z powrotem na wspólnej płaszczyźnie geometrycznej.
Procedura wyrównywania rolki krok po kroku (przykład rolki dolnej)
Poniższa procedura wykorzystuje dolny walec jako przykład, aby zilustrować proces wyrównywania walców. W czterowalcowej walcarce do blach, górny walec służy jako stałe odniesienie geometryczne i nie uczestniczy w ruchu wyrównywania. Ta sama logika kompensacji dotyczy zarówno lewego, jak i prawego walca.
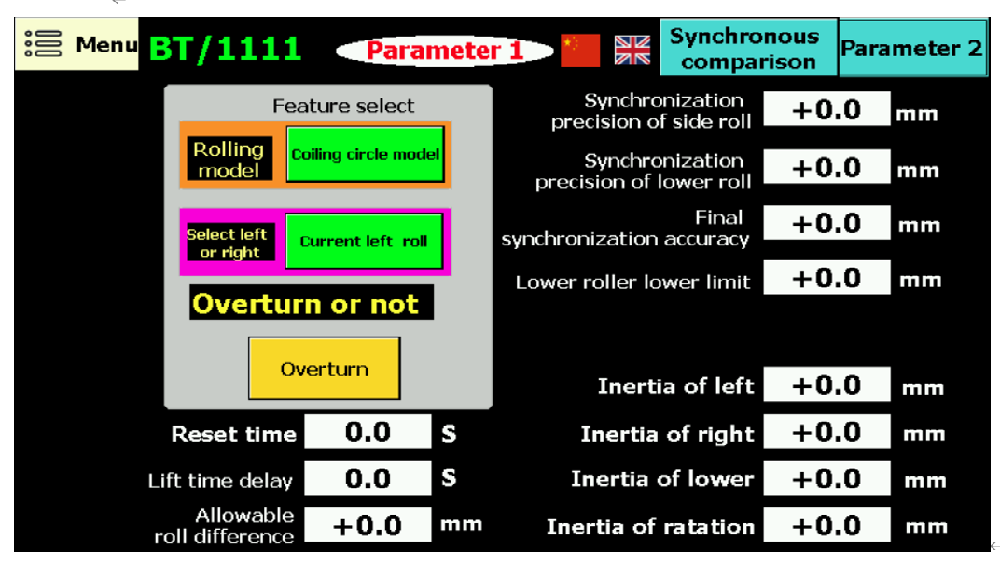
Krok 1: Wejdź do interfejsu parametrów
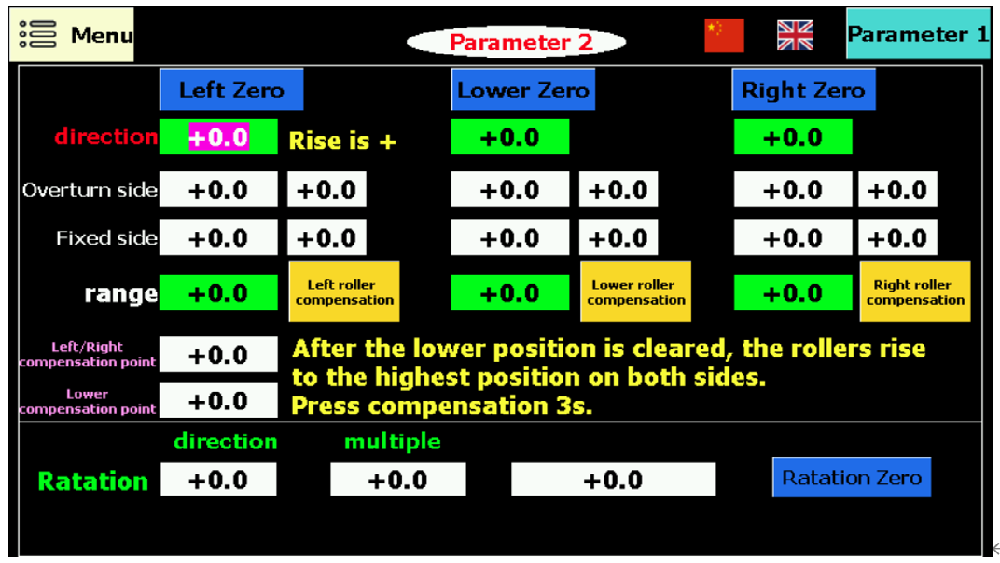
Uzyskaj dostęp do interfejsu parametrów systemu maszyny za pomocą panelu sterowania i przejdź do Strona parametrów 2.
Aby uzyskać dostęp do menu kompensacji przechyłu, konieczne jest zalogowanie się pod odpowiednimi danymi, ponieważ parametry te bezpośrednio wpływają na mechaniczne ustawienie układu przechyłu.

Krok 2: Przesuń dolną rolkę do najniższej pozycji
Opuść dolną rolkę całkowicie do jej mechanicznego minimum.
Zapewnia to stabilne i powtarzalne warunki początkowe, eliminując resztkowe obciążenie wstępne i zapewniając wystarczający luz dla dokładnej kalibracji ustawienia.
Krok 3: Wyzeruj dolny punkt odniesienia rolki
Na panelu sterowania naciśnij przycisk niebieski przycisk zerowania dolnej rolki.
Ta operacja resetuje odniesienie położenia dolnego walca, wykorzystując górny walc jako stały geometryczny punkt odniesienia. Ponieważ górny walc nie może poruszać się w pionie, wszystkie obliczenia wyrównania są wykonywane względem tego stabilnego odniesienia.
Krok 4: Podnieś dolną rolkę do maksymalnej pozycji
Powoli podnoś dolny wałek do pozycji maksymalnej roboczej, obserwując jednocześnie odległość między dolnym a górnym wałkiem na obu końcach.
W wielu przypadkach jedna strona dolnego walca zbliża się do górnego walca wcześniej niż druga, co wyraźnie wskazuje na asymetryczną relację położenia. Potwierdza to występowanie odchylenia od współosiowości walca i konieczność zastosowania kompensacji.
Krok 5: Zidentyfikuj stronę rekompensaty
Porównaj odległości lub wartości liczbowe sprzężenia zwrotnego na obu końcach dolnego walca.
Strona z mniejszą wartością liczbową lub większą przerwą fizyczną wskazuje na niewystarczające ułożenie w górę i dlatego wymaga korekty. Dokładna identyfikacja na tym etapie jest kluczowa, aby uniknąć nadmiernej korekty.
Krok 6: Zastosuj kompensację dolnego przechyłu
Naciśnij i przytrzymaj żółty dolny przycisk kompensacji przechyłu przez około trzy sekundy.
System sterowania automatycznie obliczy i zapisze wartość kompensacji dla wybranej strony, kończąc wyrównanie dolnego walca proces i przywracanie symetrycznego ustawienia rolek.
Wyrównanie przechyłu bocznego przy użyciu tej samej metody
Po zakończeniu wyrównywania dolnego walca powtórz tę samą procedurę dla:
- Przewrót w lewo
- Przewrót w prawą stronę
Każda rolka musi być kompensowana niezależnie, aby zapewnić pełne wyrównanie rolki w całym systemie walcowania. Spójność między wszystkimi trzema ruchomymi rolkami jest niezbędna dla uzyskania równomiernych rezultatów walcowania.
Weryfikacja po wyrównaniu rolek
Po zakończeniu wszystkich kroków kompensacji przechyłu:
- Wykonaj test walcowania przy użyciu standardowego materiału
- Obserwuj stan zamknięcia zwiniętego przedmiotu obrabianego
- Sprawdź, czy szczelina zamykająca jest jednakowa na obu końcach
Jeżeli wynik testu wykaże symetryczne zamknięcie i stabilne zachowanie podczas toczenia, proces wyrównywania rolek uznaje się za pomyślny i maszynę można powrócić do normalnej produkcji.
Powszechne błędne przekonania na temat wyrównywania wałków
Warto poruszyć częste nieporozumienie:
nierównomierne szczeliny zamykające nie są spowodowane głównie odbiciem materiału.
Chociaż właściwości materiału wpływają na wyniki walcowania, odbicie zazwyczaj powoduje powstawanie symetrycznych szczelin. Nierówne szczeliny z różnicami kierunkowymi prawie zawsze wskazują na brak równowagi w ustawieniu wałków, a nie na problemy z parametrami lub materiałem.
Wniosek
Ustawienie walców jest fundamentalnym, choć często pomijanym czynnikiem wpływającym na uzyskanie spójnej jakości walcowania na czterowalcowej walcarce do blach. W przypadku nierównomiernego zamykania się szczelin – zwłaszcza gdy ich szerokość różni się na obu końcach – prawidłowe ustawienie walców dolnego i bocznego staje się kluczowe.
Dzięki zrozumieniu mechanicznej logiki stojącej za wyrównywaniem walców, rozpoznaniu prawidłowych warunków kompensacji oraz stosowaniu standardowej procedury wyrównywania, operatorzy i technicy mogą znacząco poprawić dokładność walcowania, ograniczyć konieczność dokonywania regulacji metodą prób i błędów oraz zapewnić stabilną, długoterminową wydajność maszyny.
Prawidłowe ustawienie rolek nie jest tylko działaniem korygującym — to najlepsza praktyka w precyzyjnych operacjach walcowania.



