








Podstawowy samouczek dotyczący giętarki CNC w fabryce blach
Jeśli szukasz jasnego i łatwego do zrozumienia samouczek gięcia CNC, trafiłeś we właściwe miejsce. Jako redaktor w HARSLE regularnie pomagam operatorom i kierownikom fabryk zrozumieć podstawowe zasady działania pras krawędziowych CNC. W tym przewodniku przedstawię wskazówki dotyczące konfiguracji, podstawowej obsługi i konserwacji pras krawędziowych CNC, pomagając Ci zwiększyć dokładność, wydajność i wydłużyć żywotność maszyny. Niezależnie od tego, czy jesteś początkującym, czy chcesz odświeżyć swoją wiedzę, znajdziesz tu cenne informacje.
Uderzenie Maszyna do gięcia CNC
Stempel, nazywany również nożem do gięcia CNC, dzieli się na dwa typy: integralny i dzielony. Długość stempla integralnego: 415 mm i 835 mm.
Długość dzielona: 10, 15, 20, 40, 50, 100 (róg lewy), 100 (róg prawy), 200, 300 (mm); można łączyć w celu uzyskania różnych długości gięcia za pomocą form dzielonych.
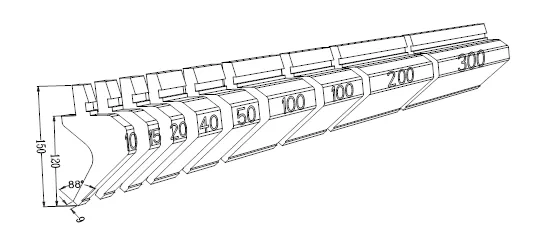
Dziurkacze dzielą się na cztery rodzaje: nóż prosty, nóż gięty, nóż łukowy i nóż specjalny.
1. Rodzaje noży prostych i charakterystyka obróbki
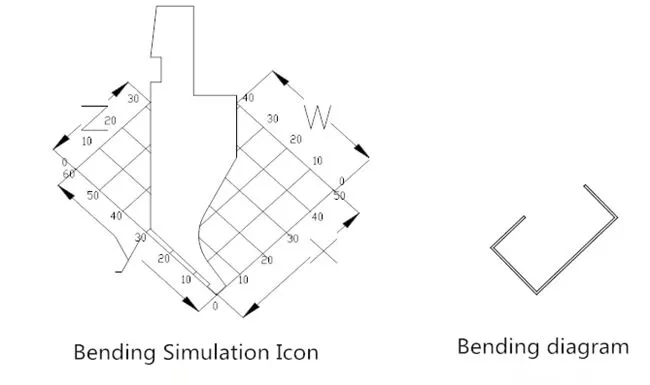
Nadaje się do gięcia produktów symetrycznych, kierunek przedni i tylny pozwala uniknąć pozycji, grubość narzędzia wynosi 6 mm, więc otwór gięcia może być tak mały, jak 6 mm.
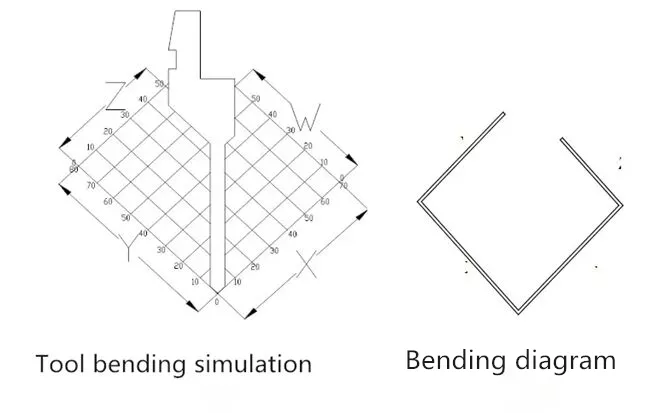
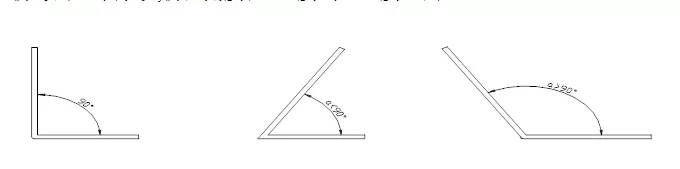
Analiza narzędzia: Z diagramu symulacji gięcia narzędzia wynika, że można pominąć przód i tył narzędzia, ale długość Z i W jest mniejsza niż długość X i Y. Kąt końcówki noża tego narzędzia wynosi 88 stopni, a kąt końcówki noża R wynosi 0,2. Ponadto powszechne jest stosowanie narzędzi o kącie 30 stopni i 45 stopni.
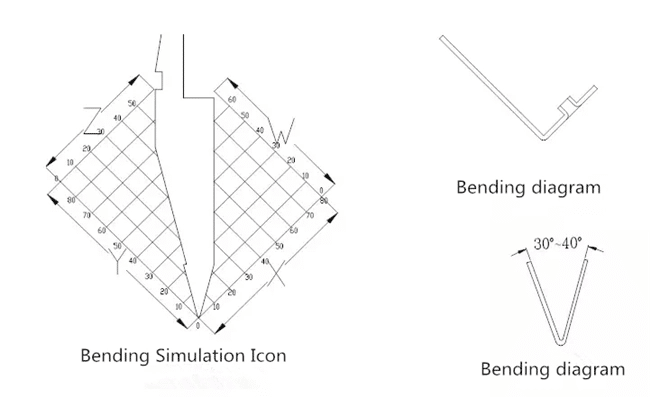
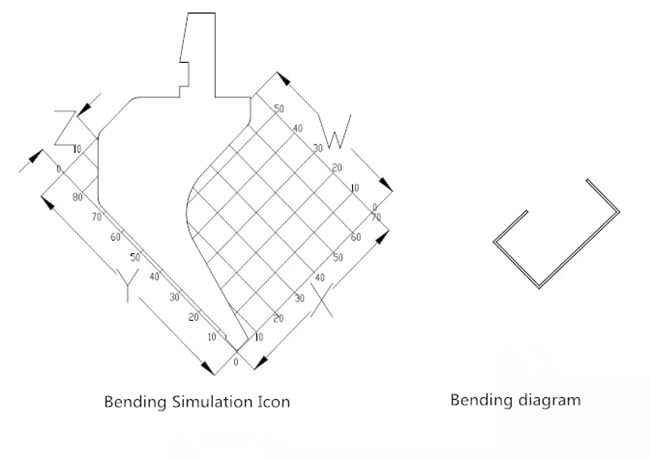
Analiza narzędzia: kąt ostrza noża 30 stopni, kąt ostrza noża R 0,67, co pozwala na gięcie pod kątem od 30 do 180 stopni. Mały kąt ostrza noża pozwala uniknąć otworu na pączek, nakrętki itp. Narzędzie może być również używane jako forma do głębokich wkładek. Można uniknąć zarówno narzędzi przednich, jak i tylnych.
2. Rodzaje noży gnących i charakterystyka obróbki
Analiza narzędzia: Podczas gięcia narzędzie wykorzystuje głównie unikanie w kierunku W. Gdy X>15MM, efekt unikania staje się coraz gorszy. Gdy Y>30MM, warunek gięcia jest spełniony, w przeciwnym razie nastąpi odbicie narzędzia. Narzędzie jest powszechnie znane jako mały nóż gnący.
Analiza narzędzia: Podczas gięcia narzędzie wykorzystuje głównie unikanie w kierunku W. Gdy X>25MM, efekt unikania staje się coraz gorszy. Gdy Y>75MM, warunek gięcia jest spełniony, w przeciwnym razie nastąpi odbicie narzędzia. Narzędzie to jest powszechnie znane jako duży nóż gnący.
3. Typ noża łukowego i charakterystyka obróbki

Analiza narzędzia: Nóż łukowy dzieli się na stały i ruchomy. Nóż łukowy ma spełniać warunki obróbki 1-go gięcia łukowego poprzez zastąpienie okrągłego pręta. Gdy nóż w kształcie litery X ma X10>10 mm, unika się tego. Efekt bitowy jest taki sam jak w przypadku małej maczety. Popularnym kryterium wyboru dla matrycy z rowkiem V jest średnica łuku plus dwie grubości blachy.
4. Rodzaje noży specjalnych i charakterystyka obróbki
Specjalny nóż do prasy krawędziowej obejmuje stempel i matrycę offsetową, stempel i matrycę do zawijania oraz stemple o specjalnych kształtach.
● Istnieją dwa typy stempli i matryc offsetowych: 415 mm i 835 mm. Rozmiar podzielonego kształtu jest taki sam jak rozmiar narzędzia. Kształt gięcia jest zgodny ze specyfikacją rysunku, ale gdy grubość blachy jest duża, np. T = 2,0, ze względu na większe wgniecenie i ograniczenia samej formy, formowanie będzie trudne.

● Stempel stempla i matrycy jest matrycą płaską, którą można zastąpić standardową matrycą do gięcia, ale należy unikać rowka V-kształtnego. Jest on używany głównie do spłaszczania martwej strony, nitonakrętek itp.
Matryca do giętarki CNC
1. Rodzaje matryc do pras krawędziowych: do gięcia, wkładane, do zawijania krawędzi itp.
⑴ Kostka do gięcia
Wybór matrycy gnącej do gięcia CNC jest uzależniony przede wszystkim od grubości obrabianego produktu. Obecnie standardem doboru matryc w firmie Yi Xin jest 6T, co jest standardem w przypadku pracy w terenie w nietypowych warunkach. Podczas obróbki rowków V o dużym lub małym przekroju, współczynnik gięcia należy odpowiednio dostosować.
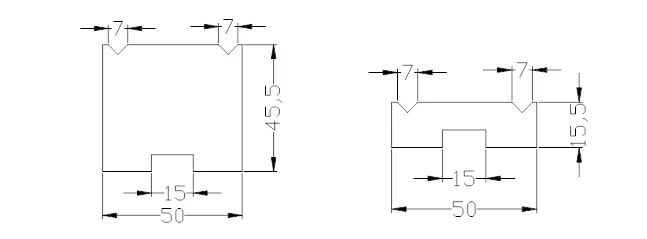
Analiza formy: Zdjęcie przedstawia jeden z typów matrycy. Typy rowków V obejmują głównie 4V, 6V, 7V, 8V, 10V, 12V, 16V, 25V oraz specjalne noże do gięcia z dużymi rowkami V. Matryca dzieli się na dwa typy w zależności od wysokości: 46 i 26.
⑵ Włóż głęboką matrycę

Analiza formy: Jeden z rodzajów rowków V pokazano na rysunku. Typy rowków V to głównie 4V, 6V, 8V, 12V oraz niektóre specjalne matryce z głębokimi wkładkami, nadające się do gięcia pod dowolnym kątem w zakresie 30–180 stopni.
⑶ Wykrojnik do obszywania
W chwili obecnej firma nie dysponuje specjalną matrycą do zaginania krawędzi, zastępowana jest ona zazwyczaj matrycą do gięcia.
2. Metoda formowania na prasie krawędziowej
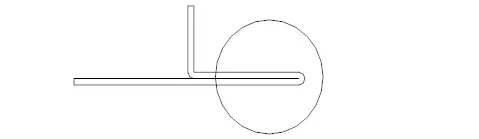
⑴ Obróbka gięcia L
Podstawowe kształty gięcia, kąt gięcia wynosi od 30 stopni do 180 stopni.
Podczas gięcia pod kątem ostrym należy włożyć głęboką matrycę i ostry stempel, a następnie wykonać gięcie pod kątem 90 stopni lub pod kątem rozwartym, wybierając dowolną obróbkę formy.
① Zasada obróbki gięcia L
A: Opiera się na zasadzie dwóch tylnych wskaźników (dwóch punktów) i jest pozycjonowany na podstawie kształtu przedmiotu obrabianego.
B: Gdy tylny wskaźnik jest na swoim miejscu, zwróć uwagę na skos i czy wymagany wymiar gięcia znajduje się na tej samej linii środkowej.
C: W przypadku małego gięcia optymalne jest przetwarzanie w odwrotnej pozycji.
D: Lepiej obniżyć środek reguły zgodnie z regułą tylną (po ustaleniu pozycji reguły nie jest łatwo ją podnieść).
E: Lepiej jest opierać się na stronie bliższej regule.
F: Lepiej jest opierać się na dłuższej perspektywie.
G: Użyj szablonu jako pozycji pomocniczej (skos i nieregularna strona są wygięte).
② Środki ostrożności dotyczące obróbki na wewnętrznej giętarce CNC
A: Podczas montażu formy wykonywane jest gięcie, a tylny wskaźnik musi zostać odciągnięty, aby zapobiec odkształceniu przedmiotu obrabianego podczas procesu gięcia;
B: Gdy wewnętrzna część dużego przedmiotu obrabianego jest wygięta. Ze względu na duży kształt przedmiotu obrabianego i mały obszar gięcia, nóż i obszar gięcia trudno się na siebie nachodzą, co utrudnia pozycjonowanie przedmiotu obrabianego lub powoduje uszkodzenie przedmiotu obrabianego.
③ L-środki ostrożności podczas obróbki gięcia kształtowego
A: W przypadku gięcia małego rozmiaru, czy dziurkacz i tylny wskaźnik kolidują ze sobą.
B: Jeśli położenie otworu jest bliżej linii gięcia lub rozmiar krawędzi gięcia jest mniejszy niż połowa rowka V, należy zwrócić uwagę na materiał rozciągający.
④ Specjalna metoda gięcia do obróbki gięcia w kształcie litery L
A: Metoda gięcia mimośrodowego
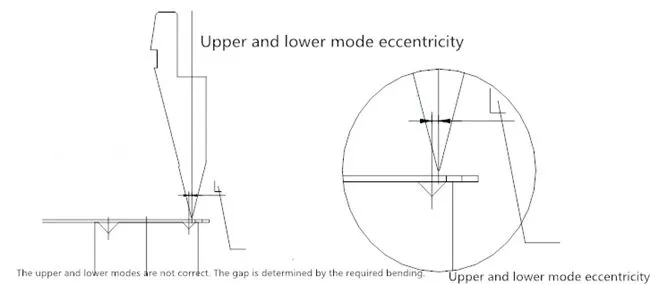
Analiza procesów:
Gięcie mimośrodowe charakteryzuje się różnicą między dodatnim a ujemnym obciążeniem matrycy. Podczas obróbki, materiał tłoczony jest umieszczany po wewnętrznej lub zewnętrznej stronie linii gięcia, co ma na celu uzyskanie odpowiedniej różnicy. Ponadto gięcie mimośrodowe to specjalna metoda obróbki, która wiąże się z pewnymi zagrożeniami i nie powinna być stosowana w szczególnych okolicznościach.
B: Metoda gięcia liniowego
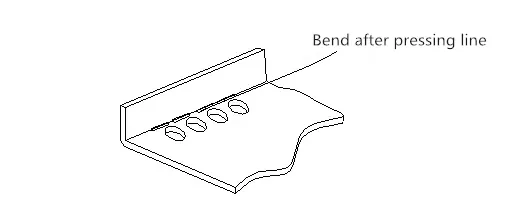
Analiza procesów:
Ze względu na ścinający efekt gięcia mimośrodowego, niektóre produkty o wysokich wymaganiach powierzchniowych nie są stosowane. Czas prasowania i gięcia jest taki sam jak w przypadku gięcia mimośrodowego. Przed gięciem można użyć noża 88-stopniowego lub specjalnej matrycy do gięcia. Zacisnąć linię na linii gięcia i wygiąć za pomocą standardowej formy.
C: małe zagięcie V, duży kąt, duże ciśnienie V.
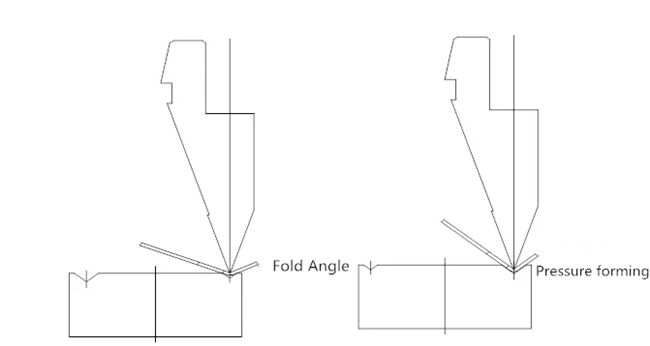
Analiza procesu: najpierw należy użyć małego rowka w kształcie litery V, aby wygiąć pod dużym kątem, a następnie użyć zwykłej formy do gięcia. Ta metoda przetwarzania pozwala uniknąć niewielkich rozmiarów rozszerzenia spowodowanych bezpośrednim zginaniem małego rowka w kształcie litery V.
D: plus gięcie paska uszczelki

Cztery powyższe metody przetwarzania można również łączyć, dzięki czemu efekt formowania będzie jeszcze lepszy.
Analiza procesu: Ta metoda przetwarzania jest bardziej odpowiednia dla produktów o bardziej rygorystycznych wymaganiach dotyczących kształtu przedmiotu obrabianego. Ponadto w większości przypadków ogranicza się do obróbki próbek.
⑵ Obróbka gięcia w kształcie litery Z
Definicja: Każde wygięcie odwrócone jest wygięciem typu Z.
Zakres obróbki gięcia standardowego: wysokość gięcia Z > odległość krawędzi rowka V plus T.
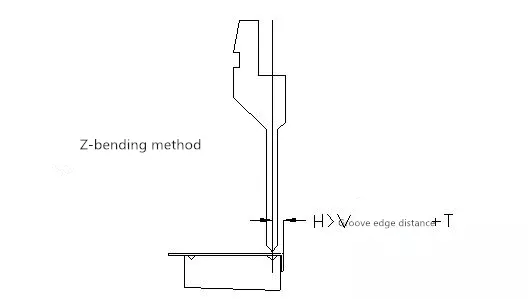
Minimalny rozmiar obróbki jest ograniczony przez formę obróbczą, a maksymalny rozmiar obróbki jest określony przez kształt maszyny obróbczej.
① Przetwarzanie Z Kroki Z
A: Najpierw wykonuje się gięcie w kształcie litery L zgodnie z metodą obróbki gięcia w kształcie litery L;
B: Przetwarzanie gięcia w kształcie litery Z poprzez gięcie w kształcie litery L;
(Lub wykonaj gięcie w kształcie litery Z po drugiej stronie gięcia w kształcie litery L.)
② Zasada gięcia Z
A: Wygodnie jest polegać na pozycji i dobrej stabilności;
B: Generalnie pozycja jest taka sama jak w przypadku zgięcia w kształcie litery L;
C: Podczas obróbki w drugiej pozycji wymagane jest, aby przedmiot obrabiany i matryca były płaskie.
③ Środki ostrożności dotyczące przetwarzania Z
A: Kąt obróbki gięcia w kształcie litery L musi być zachowany, na ogół wynosi od 89,5 stopnia do 90 stopni;
B: Po ustawieniu reguły należy ją odciągnąć, aby zapobiec odkształceniu przedmiotu obrabianego.
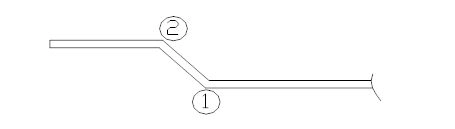
④ Metody przetwarzania ogólnego Z
A: Należy rozważyć kolejność przetwarzania przedstawioną na poniższym rysunku: najpierw gięcie 1, a następnie gięcie 2.
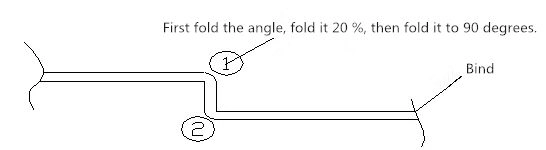
B: Najpierw wykonaj gięcie typu L, a następnie obróbkę gięcia typu Z i sprawdź, czy proces gięcia typu Z koliduje z platformą maszyny.
a: W przypadku interferencji najpierw zegnij 1 pod dużym kątem, potem zegnij 2, a na końcu dociśnij 1;
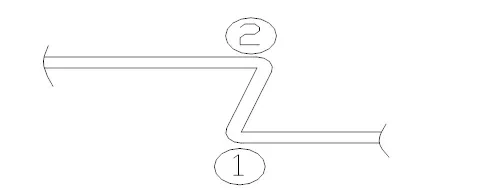
b: Jeżeli nie ma żadnych zakłóceń, zgodnie z ogólną metodą gięcia w kształcie litery Z, najpierw należy wykonać gięcie 1, a następnie gięcie 2.
C: Dwa ostre kąty gięcia w kształcie litery Z, najpierw gięcie pod kątem 90 stopni, następnie głębokość włożenia 2, głębokość włożenia 1.
⑤ Specjalne metody obróbki gięcia w kształcie litery Z:
A: Mimośrodowa obróbka dolnej matrycy;
B: Obróbka z małym rowkiem w kształcie litery V;
C: najpierw zegnij większy kąt, a następnie poddaj naciskowi;
D: Wybierz matrycę szlifierską.
⑥ Inne metody obróbki gięcia w kształcie litery Z:
A: Przetwarzanie przy użyciu formy offsetowej;
B: Utworzone przez łatwe formowanie.
⑶ Obróbka metodą N-gięcia
Definicja: Dwukrotna ciągła obróbka tej samej powierzchni roboczej w przypadku obróbki metodą N-gięcia.
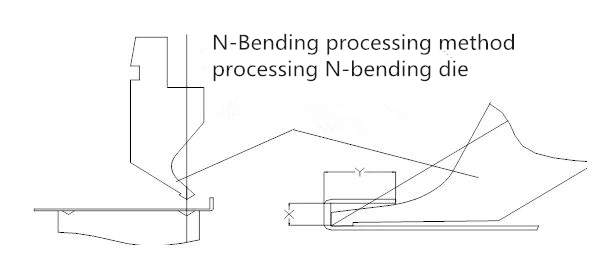
① Ogólne rozważania dotyczące obróbki metodą N-gięcia:
A: Pierwszy kąt obróbki składania powinien być mniejszy lub równy 90 stopni;
B: Po wykonaniu drugiego zagięcia, grubość blachy powinna być oparta na powierzchni obrabianej.
② N-specjalne metody przetwarzania:
A. Gdy interferencja N-gięcie Y w górnej formie jest niewielka ==> gięcie N-gięcie, a następnie kształtowanie za pomocą stempla do zaginania i matrycy
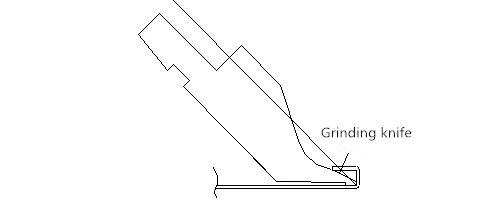
B. Gdy interferencja rozmiaru Y w wyniku zginania N jest bardzo duża
==>A zaginamy linię i zginamy ją do interferencji. Po zgięciu B, B jest składane, a następnie używane (dziurkacz i matryca + wypełnienie) do kształtowania.

C: Obróbka nożem ściernym.
⑷ Przetwarzanie łukowe
Obróbkę łukiem kołowym dzieli się na dwa rodzaje: zaokrąglanie za pomocą matrycy gnącej oraz obróbkę łukiem kołowym. Nóż łukowy dzieli się na dwa rodzaje: stały i okrągły.
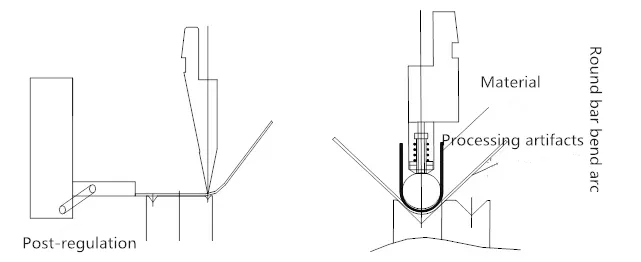
① Środki ostrożności podczas przetwarzania:
A: Podczas obróbki przy użyciu matrycy o kącie 90 stopni zdarzają się przypadki, gdy obróbka nie jest wykonywana, więc konieczne jest popychanie ręczne lub gdy warunki pozwalają na zastosowanie matrycy o kącie 88 stopni;
B: Urządzenie wykrywające jest najczęściej używane w celu sprawdzenia rozmiaru przedmiotu obrabianego;
C: Przetwarzanie łuku 90-stopniowego, wybór matrycy to 2 (R+T).
3. Schemat procesu gięcia
⑴ Podstawowe zasady projektowania procesu gięcia
A. Gięcie od wewnątrz na zewnątrz
B. Gięcie od małego do dużego
C. Najpierw wygnij ogólny kształt, a następnie wygnij kształt złożony
D. Gięcie przed procesem nie wpływa na zasadę post-procesu
⑵ Przykład układu procesu
Niezależnie od stopnia skomplikowania przedmiotu obrabianego, składa się on z kilku odrębnych metod obróbki. Dlatego konieczne jest opanowanie metody operacyjnej każdej z nich i nauczenie się ich łączenia, aby móc dostosować gięcie do różnych kształtów przedmiotu obrabianego w trakcie procesu.

3. Wybór punktu odniesienia pozycjonowania

A. Umieszczenie po bliższej stronie;
B. Pozycjonowanie z szerokimi bokami;
C. Spróbuj zmniejszyć błąd kumulacyjny, składając krawędzie bez składania i zginania.
D. Ilość obrabianych elementów, pozycjonowanie bez zadziorów i spoin;
E. Pozycjonowanie z niewielkim odkształceniem przedmiotu obrabianego;
F. Spróbuj wybrać dwie kolejne, stałe pozycje;
G. Można dodać pomocnicze elementy pozycjonujące na obu końcach formy, np. magnesy;
H. W przypadku nieregularnych elementów obrabianych należy użyć lasera do wycięcia elementu pozycjonującego;
I. Duży kąt lub zagięcie w kształcie litery U nie wybiera pozycjonowania.
4. Zasady doboru maszyn do pracy na budowie
A. wybrać maszynę w zależności od szerokości gięcia;
B. Wybierz maszynę w zależności od długości gięcia;
C. Wybierz maszynę w zależności od siły nacisku wymaganej do gięcia;
D. Wybierz maszynę w zależności od liczby stanowisk obróbczych;
E. W zależności od rodzaju maszyny na miejscu wybiera się liczbę maszyn.
F. Wybierz maszynę zgodnie ze szczególnymi wymaganiami formy;
G. Wybierz maszynę zgodnie z wymaganiami dotyczącymi unikania;
H. Wybierz maszynę zgodnie z zakresem ruchu podanym w regule końcowej;
I. Wybierz maszynę zgodnie z kształtem post-reguły.
5. Metody kontroli rozmiaru gięcia
A. Unikaj błędów kumulacyjnych i mierz rozmiar po rozłożeniu dla każdego przetwarzania.
B. Unikaj opierania się o krawędź gięcia, aby uniknąć dużego kąta.
C. Musi to być produkt wygięty wzdłuż krawędzi, a kąt pierwszego zagięcia powinien być nieznacznie mniejszy niż 90 stopni;
D. Przed obróbką należy określić dokładność przyrządu pomiarowego;
E. Przeprowadź pierwszą kontrolę przed formalnym przetwarzaniem i przeprowadź dokładną kontrolę w trakcie przetwarzania;
F. Wybierz odpowiednią maszynę, biorąc pod uwagę wymagania dotyczące precyzji przetwarzanych produktów;
G. Unikaj wybierania narzędzi o różnych ostrzach. Przed obróbką upewnij się, że ostrza stempla znajdują się na tej samej linii.
H. Wybierz dobrą metodę przetwarzania i dobrą metodę rozplanowania procesu, aby uprościć trudności związane z przetwarzaniem;
I. Dokładna pozycja, jeśli występuje nieprawidłowa pozycja, należy ją natychmiast wykryć.
America-Miami-Customer-Feeback.jpg)










