








Oblicz siłę gięcia dla prasy krawędziowej

When working with prasa krawędziowa machines, understanding how to calculate bending force is essential for achieving accurate results. In this article, I will guide you through the process of calculating bending force for prasa krawędziowa machines, ensuring that you can make informed decisions for your projects. By grasping the key factors that influence bending force, you’ll enhance your ability to select the right machine settings and materials. Let’s delve into the essential formulas and considerations that will help you optimize your bending operations.
Wstęp
In recent years, Press brake machines have been widely used in various industries, and the fabrication scope of bending machines is also expanding day by day.However, the calculation of bending force has not been systematically introduced before. today, we will share how to calculate the bending force for your press brake and we will start with the original calculation formula of bending force to explain the calculation in details. Calculate Bending Force for Press Brake Machine.


F: bending force, N
Rm: tensile strength of material, N/mm2
T: bending sheet thickness, mm
V: lower die Vee opening, mm
L: bending sheet length, mm
Tensile strength of common materials
Tensile strength is the critical value of metal transition from uniform plastic deformation to locally concentrated plastic deformation, and is also the maximum bearing capacity of metal under static tensile condition.Tensile strength is the resistance that represents the maximum uniform plastic deformation of the material. Before the tensile specimen bears the maximum tensile stress, the deformation is uniform and consistent, but after exceeding, the metal begins to shrink, i.e. centralized deformation occurs.
For brittle materials without (or very little) uniform plastic deformation, it reflects the fracture resistance of the material.It can also be understood that when the steel yield to a certain extent, its resistance to deformation is improved again due to the rearrangement of internal grains. At this time, although the deformation develops rapidly, it can only increase with the increase of stress until the stress reaches the maximum value.
Since then, the ability of steel to resist deformation is obviously reduced, and a large plastic deformation occurs at the weakest part, where the section of the specimen rapidly shrinks, necking phenomenon occurs, and even fracture failure occurs. The maximum stress value of steel before tensile fracture is called strength limit or tensile strength. The symbol is RM (the tensile strength symbol in the old GB/T 228-1987 is σb), and the unit is MPa (Remarks: N/mm2=MPa). Calculate Bending Force for Press Brake Machine.
Regular material tensile strength
Al: 200-300 N/mm2
Q235: 370-500 N/mm2 (mild steel (MS), usually 420 N/mm2)
Q345B: 450-630 N/mm2 (carbon alloy steel)
Stainless steel (SS): 650-700 N/mm2
The selection rule of lower die Vee opening
The lower die opening is the width of the lower die channel of the bending machine die, which is generally related to the material thickness. According to the data summarized by the market requirements, when the plate thickness range is within 0 ~ 3 mm, the lower die channel width V of the bending machine is equal to the plate thickness*6, for the precision bending, it can be narrowed to 4 times the plate thickness;
When the thickness range is within 3~8mm, bending machine lower die channel width V is equal to the plate thickness* 8; For plate thickness is over 10mm, the width of the V opening for the lower die is equal to the plate thickness*12. Calculate Bending Force for Press Brake Machine.

Allowed minimum bending edge length
During bending deformation, the material inside the bending fillet is compressed and the material outside is stretched, while the material keeping the original length is distributed as an arc line. The arc is located at the material mechanics neutral line of the sheet, which is the line used to calculate the unfolded length.It cannot exceed 1/2 of the plate thickness.

Case show
Material: Q345B
Material thickness: 20 mm
Bend length: 7500 mm

Common simplified formula
In actual production, most bending materials are low carbon steel (420 Mpa) with a thickness of 3-8mm, so we can simplify the formula into the following formula:

After simplification, t takes the value in mm, l takes the value in m, and the result is in tons.
For example, if you will bend a low carbon steel plate in the thickness of 2.8mm and in the length of 2.5m, how much tonnage is required by calculation?
F=8*2.8*2.5=56 tons
Note: The above formula is only applicable to estimated calculation.
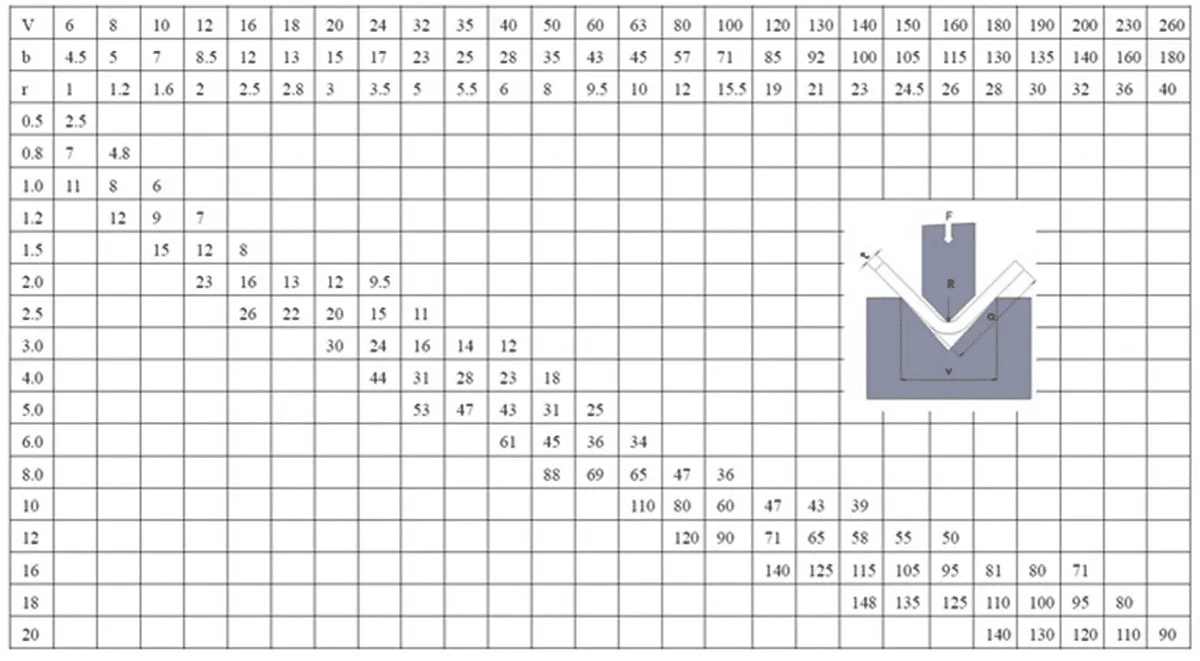
Bending force table
The data in this table are calculated based on 90 degrees bending, material tensile strength Rm=420 MPa and bending length 1m.
Kalkulator gięcia
