








Instrukcja konserwacji narzędzi do gięcia

Jako profesjonalista w branży produkcyjnej byłem świadkiem kluczowej roli, jaką prawidłowa konserwacja odgrywa w trwałości i wydajności giętarek. Maszyna do gięcia W poradniku konserwacji narzędzi pragnę podzielić się swoimi spostrzeżeniami na temat utrzymania narzędzi w doskonałym stanie. Regularna konserwacja nie tylko zwiększa precyzję gięcia, ale także skraca przestoje i kosztowne naprawy. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy nowicjuszem w tej dziedzinie, ten poradnik dostarczy Ci praktycznych wskazówek i najlepszych praktyk, które zapewnią Ci… maszyna do gięcia narzędzia pozostają wydajne i efektywne przez wiele lat.
W maszyna do gięcia Proces pracy, oprócz samej giętarki i pracy pracowników, stawia wysokie wymagania, a także posiada oprzyrządowanie giętarki. Jakie są zatem zasady konserwacji oprzyrządowania giętarki? Oto one!
Wszystkie nasze narzędzia wykonane są ze specjalnej stali węglowej, hartowanej indukcyjnie do twardości 50-60 Hrc w części roboczej i szlifowanej. Proces szlifowania jest uważany za niezbędny dla osiągnięcia najlepszych rezultatów, a Haas CNC racjonalizuje każdy jego szczegół, od ściernicy, przez prędkość roboczą, umiejscowienie przedmiotu obrabianego, aż po końcowy proces obróbki. Duża liczba maszyn roboczych, w tym osiem modeli szlifierek, pozwala Haas CNC osiągnąć wysoki poziom produkcji, gwarantując dobry stosunek jakości do ceny. Chociaż oprzyrządowanie giętarki jest materiałem eksploatacyjnym, przy prawidłowym użytkowaniu i konserwacji można znacznie wydłużyć jego żywotność. Przewodnik po konserwacji oprzyrządowania giętarki

Codzienna konserwacja
1. Przede wszystkim, przed włączeniem zasilania giętarki, należy oczyścić dolną szczelinę formy z wiórów żelaznych i przetestować ją przed gięciem.
2. Nacisk formy w dół podczas gięcia nie powinien przekraczać progu gięcia formy, w przeciwnym razie forma ulegnie odkształceniu, a nawet pęknięciu.
3. Podczas gięcia rozmiar dolnej szczeliny matrycy powinien być odpowiedni. Wzór na obliczenie zależności między szerokością dolnej szczeliny matrycy giętarki elektrohydraulicznej a grubością blachy jest następujący: V szerokość szczeliny = grubość blachy x 8.
| Grubość materiału t | 0,5~2,5 mm | 3~8 mm | 9~10 mm | >12 mm |
| Szerokość otworu dolnej matrycy V | 6 xt | 8 xt | 10 xt | 12 xt |
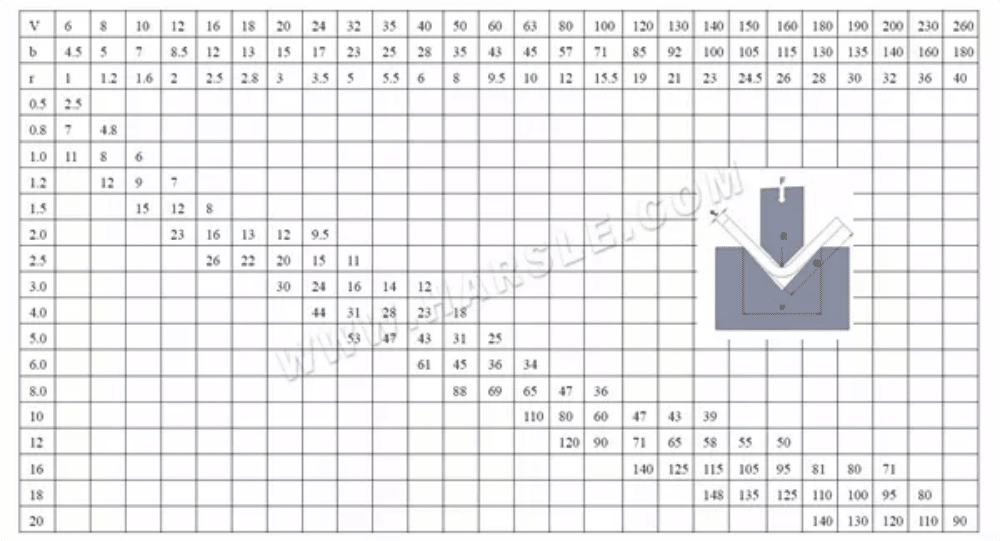
| Glin | δb=300MPa | F=F(tabela) x 0,65 |
| SS | δb=700MPa | F=F(tabela) x 1,6 |
4. Po pierwszym dniu pracy wyczyść narzędzia giętarki, a następnie odłóż narzędzia, które nie będą używane następnego dnia, do szafy narzędziowej.

Kroki konserwacji
1. Nanieść wosk konserwacyjny lub olej konserwacyjny na formę lub przemysłową ściereczkę czyszczącą. Należy pamiętać, aby ściereczka czyszcząca była miękka i twarda. Zbyt miękka ściereczka może nie wyczyścić całkowicie formy, a zbyt twarda może pozostawić na niej zarysowania.

2. Operator zakłada rękawice, trzyma tkaninę i pociera formę w kierunku jej wysokości, nie odwrotnie, lecz tylko w jednym kierunku.
3. Na koniec końcowej konserwacji wystarczy przetrzeć formę szmatką.
4. Jeśli na powierzchni formy nie ma już śladów rdzy, spryskaj szmatkę woskiem konserwującym i wytrzyj nią puszkę formy.
5. Jeśli wilgotność powietrza jest duża lub pleśń jest używana częściej, zaleca się przeprowadzać konserwację co dwa dni; przeciwnie, można ją przeprowadzać raz w tygodniu.
6. Zaleca się noszenie rękawic podczas załadunku i rozładunku form.
Olej do konserwacji form
Olej do konserwacji form charakteryzuje się dobrą odpornością na wysokie temperatury i niekorzystne media, a tworzywa sztuczne i guma syntetyczna charakteryzują się dobrą kompatybilnością. Olej nadaje się do stosowania w wysokich temperaturach lub w środowisku z suchym aerozolem chemicznym, nawet w niekorzystnych warunkach nie powoduje rozkładu. Sukces tego oleju wynika z importowanej, zaawansowanej technologicznie formuły, jego doskonałych właściwości rozprowadzania, smarowania, odprowadzania ciepła i doskonałej redukcji tarcia, właściwości przeciwzużyciowych i antykorozyjnych, a także braku erozji materiału formy. Jest odporny na wysokie temperatury i może szybko degradować właściwości biologiczne, co jest powszechnie uznawane na świecie. Przed użyciem należy upewnić się, że smarowana powierzchnia jest sucha i czysta. Nie należy mieszać go z innymi smarami.
Nie mieszać z innymi smarami. Podczas użytkowania i przechowywania należy zapobiegać mieszaniu się zanieczyszczeń. Instrukcja konserwacji narzędzi do gięcia

Charakterystyka wydajnościowa:
1. Wysoka odporność na temperaturę do 480℃, może skutecznie chronić urządzenia mechaniczne przed spiekaniem, zapobiega gromadzeniu się węgla, zmniejsza przestoje i wydłuża żywotność.
2. Doskonała stabilność utleniania zapobiegająca pogarszaniu się jakości smaru w wysokiej temperaturze.
3. Doskonała stabilność mechaniczna i odpowiednia przyczepność zapobiegająca utracie smaru.
4. Doskonałe parametry w wysokich i niskich temperaturach gwarantują normalną pracę łożysk w szerokim zakresie temperatur.
5. Dobra odporność na wodę, nadaje się do smarowania łożysk w wilgotnym środowisku.
6. Dobra smarowność, chroni łożysko i zmniejsza zużycie.
7. Doskonała ogólna wydajność gwarantująca długą żywotność łożyska.
8. Doskonała odporność na zużycie i zadrapania.
9. Doskonała odporność na ogień, odporność na utlenianie termiczne, bardzo niska lotność.
10. Kompatybilny z materiałami uszczelniającymi, tworzywami sztucznymi i powłokami.












