Kąt gięcia R i wybór rowka V
W tym artykule omówię temat kąta gięcia R i doboru rowka V, koncentrując się na tym, jak te czynniki wpływają na jakość i precyzję procesów gięcia metali. Zrozumienie odpowiednich kątów gięcia R i właściwego doboru rowka V jest kluczowe dla osiągnięcia optymalnych rezultatów w procesie produkcji. Podzielę się swoimi spostrzeżeniami na temat najlepszych praktyk w zakresie doboru właściwych kątów i rowków, a także ich wpływu na zachowanie materiału i jakość gotowego produktu. Dołącz do mnie, aby omówić te ważne aspekty obróbki metali i ich wpływ na nasze projekty.
Zrozumienie Kąt gięcia R
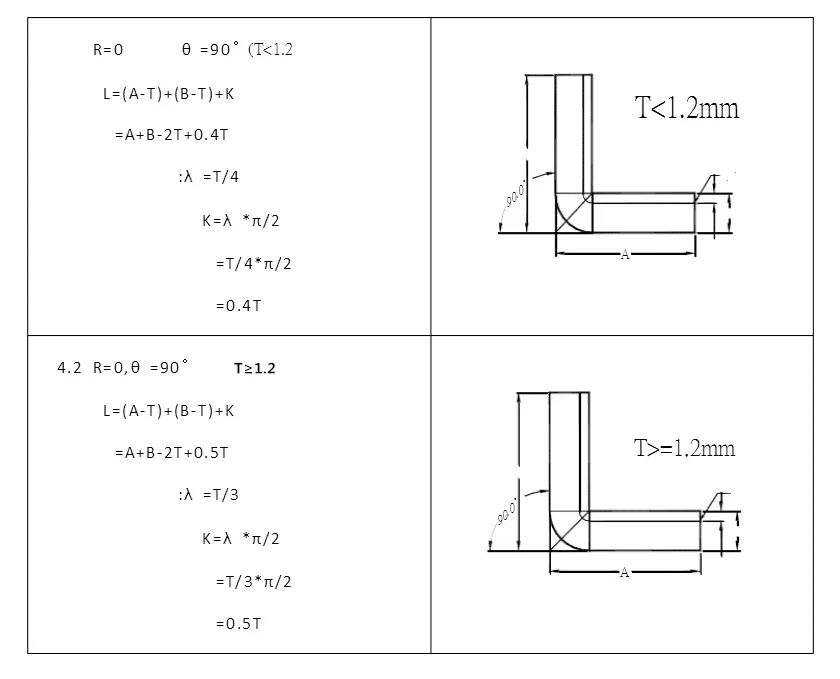
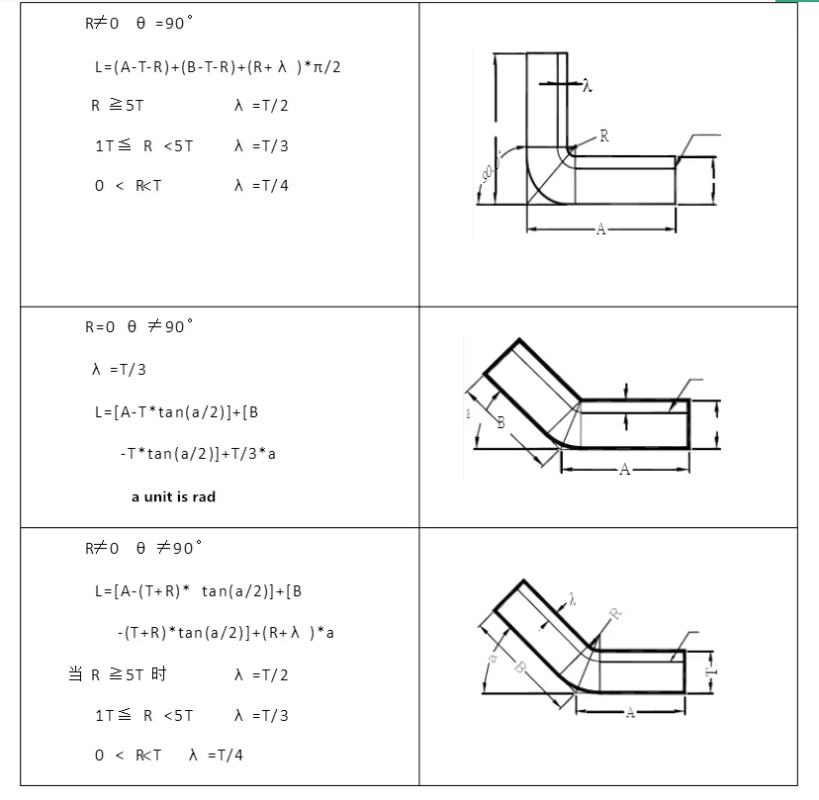
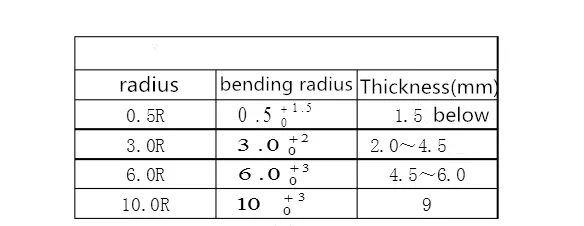
Kąt gięcia R odnosi się do promienia gięcia, który odgrywa istotną rolę w określaniu jakości i wytrzymałości gotowego produktu. Prawidłowo dobrany promień gięcia pomaga zapobiegać uszkodzeniom materiału, takim jak pęknięcia lub odkształcenia, podczas procesu gięcia. Ogólna zasada mówi, że promień gięcia powinien być proporcjonalny do grubości giętego materiału.

Kąt R gięcia blachy jest kluczowym czynnikiem wpływającym na współczynnik gięcia. Na kąt R gięcia wpływa wiele czynników, takich jak grubość blachy, materiał blachy, górny róg formy do gięcia, dolny róg formy do gięcia, ciśnienie gięcia, temperatura robocza itp.
1. Grubość blachy: W praktyce grubość blachy jest znacznie większa, a wygięcie większe. Jak wiadomo, grubość blachy jest znacznie większa, siła gięcia jest duża, a wręg V jest duży.
2. Materiał arkuszowy: W przypadku różnych rodzajów arkuszy o tej samej grubości współczynnik gięcia nieznacznie się różni. Dowodzi to, że właściwości materiału wpływają na promień gięcia. Materiał ma właściwości, które utrudniają zginanie i mogą bezpośrednio wpływać na promień gięcia. Materiał ma wpływ na promień gięcia, ale ma niewielki wpływ na rzeczywiste zastosowanie.
3. Wyokrąglenie górnej matrycy gnącej: standardowe wyokrąglenie matrycy gnącej nie jest większe niż R1, a minimalne wyokrąglenie nie jest mniejsze niż 1, co ma niewielki wpływ na niewymagane wyokrąglenie. W przypadku specjalnego wyokrąglenia blachy mniejszego lub większego niż 1, nie jest ono determinowane przez wyokrąglenie górnej matrycy gnącej. Dlatego wyokrąglenie górnej matrycy ma bezpośredni wpływ na promień gięcia.
4. Nacisk gięcia: im grubsza blacha, tym większa odporność materiału na odkształcenia. W tym momencie konieczna jest regulacja nacisku. Nacisku gięcia nie można zwiększać w nieskończoność i należy go dostosować do odpowiedniej wartości. Nacisk gięcia jest wprost proporcjonalny do grubości blachy i odwrotnie proporcjonalny do szerokości dolnej wręgi matrycy. Podczas rzeczywistego gięcia grubość blachy jest ustalana, a szerokość dolnej wręgi matrycy dobierana jest zgodnie z grubością blachy. Dlatego nacisk gięcia jest stały i zależy od innych czynników. Promień gięcia może być bezciśnieniowy.
5. Matryca do gięcia na niskim ostrzu: szerokość wręgu dolnej matrycy jest powiązana z grubością blachy i istnieje między nimi odpowiednia zależność. W praktyce im większa grubość, tym większy wypust gięcia.
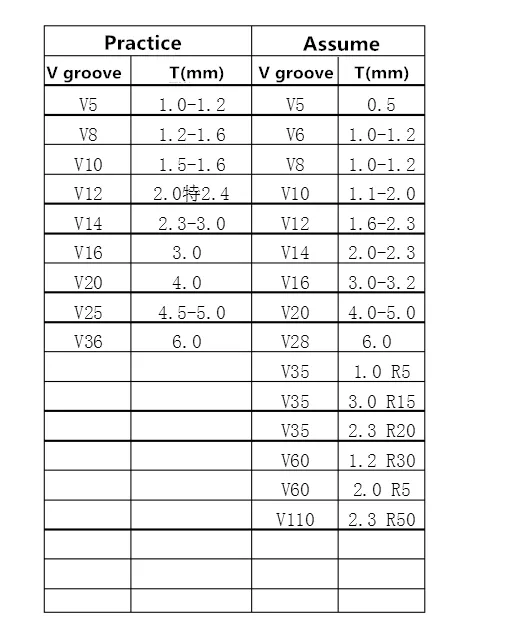
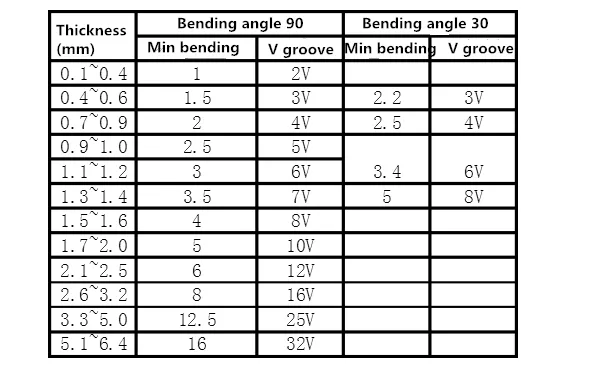
Wybór rowka V
Cienka blacha: 1-3mm wybór rowka Zasada jest taka, że wynosi ona 4-6 razy grubość materiału.
Gruba płyta: zasada doboru rowka 4-10 mm to 8-10-krotność grubości materiału
Im mniejsza szerokość rowka, tym mniejszy kąt R po zgięciu i tym większa siła gięcia. Im większa szerokość rowka, tym większy kąt R i tym mniejsza siła gięcia.