








Typowa forma do gięcia dla maszyny do gięcia

Jako doświadczony profesjonalista w branży obróbki metali, pracowałem intensywnie z różnymi narzędziami i urządzeniami, w tym giętarkami. Kluczowym aspektem precyzyjnego gięcia jest dobór odpowiedniego sprzętu, zwłaszcza powszechnie stosowanego. formy do gięcia do giętarek. W tym artykule podzielę się spostrzeżeniami na temat różnych typów form do gięcia, ich zastosowań oraz tego, jak każda z nich może zwiększyć wydajność i dokładność procesów gięcia. Zrozumienie tych popularnych form pozwoli Ci podejmować świadome decyzje, które przełożą się na lepsze rezultaty w Twoich projektach produkcyjnych. Zanurzmy się w świat form do gięcia!
1. Typowa forma do gięcia
Często używane formy do gięcia, jak pokazano poniżej. Aby wydłużyć żywotność formy, części są projektowane z jak najbardziej zaokrąglonymi narożnikami.

Zbyt mała wysokość kołnierza, tzn. użycie matrycy gnącej jest również niekorzystne dla formowania, a na ogół wysokość kołnierza L ≥ 3t (wliczając grubość ścianki).
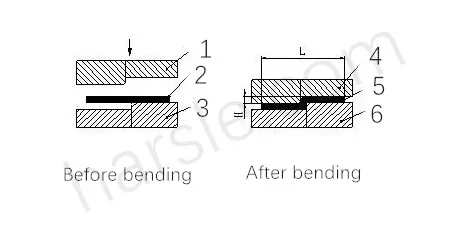
Metoda przetwarzania krokowego.
Niektóre niskoprofilowe stopnie blachy w kształcie litery Z są gięte, a producenci często używają prostych form do obróbki na wykrawarkach lub prasach hydraulicznych. Partie można przetwarzać na giętarce za pomocą formy różnicowej, jak pokazano na poniższym rysunku. Wysokość H nie powinna być jednak zbyt duża, zazwyczaj powinna wynosić (0 ~ 1,0) t. Jeśli wysokość wynosi (1,0 ~ 4,0) t, kształt formy konstrukcji załadowczej i rozładunkowej należy dostosować do rzeczywistej sytuacji.
Wysokość stopnia formowania można regulować poprzez dodanie przekładki. W związku z tym wysokość H jest regulowana dowolnie. Istnieje jednak również wada – trudno jest zapewnić długość L, a także pionowość boku pionowego. Jeśli wysokość H jest duża, należy rozważyć gięcie na giętarce.
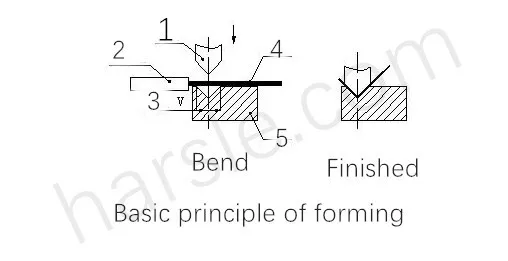
Giętarki dzielą się na dwa typy: giętarki zwykłe i giętarki CNC. Ze względu na wysokie wymagania dotyczące precyzji i nieregularny kształt gięcia, gięcie blachy w sprzęcie komunikacyjnym odbywa się zazwyczaj za pomocą giętarek sterowanych numerycznie. Podstawową zasadą jest wykorzystanie noża gnącego (formy górnej) i rowka w kształcie litery V giętarki. (Matryca), gięcie i formowanie elementów z blachy.
Zalety: wygodne zaciskanie, dokładne pozycjonowanie i duża prędkość przetwarzania;
Wady: Ciśnienie jest niewielkie, możliwe jest jedynie proste formowanie, a wydajność jest niska.
Podstawowa zasada formowania
Podstawową zasadę formowania przedstawia poniższy rysunek:
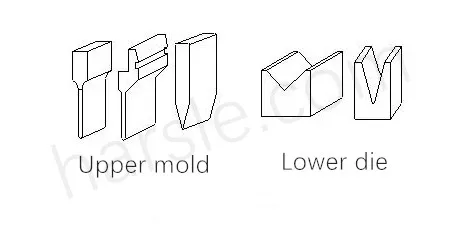
Nóż do gięcia (matryca górna)
Kształt noży gnących przedstawiono na poniższym rysunku. Obróbka opiera się głównie na kształcie obrabianego przedmiotu. Noże gnące producentów z branży przetwórstwa ogólnego są szerokie, szczególnie w przypadku producentów o wysokim stopniu specjalizacji, co umożliwia wykonywanie skomplikowanych operacji gięcia. Dostępne są również noże gnące na zamówienie o różnorodnych kształtach i parametrach.
Dolną formę modeluje się zazwyczaj przy V = 6t (t to grubość materiału).
Na proces gięcia wpływa wiele czynników, w tym promień łuku górnej matrycy, materiał, grubość materiału, wytrzymałość dolnej matrycy oraz jej rozmiar. Aby spełnić wymagania produktów, producent nadał matrycy numer seryjny, aby zapewnić bezpieczeństwo giętarki. Podczas projektowania konstrukcji niezbędna jest ogólna znajomość istniejącej matrycy. Patrz górna część po lewej stronie i dolna część po prawej stronie.
Podstawowa zasada sekwencji procesu gięcia:
(1) zginanie od wewnątrz na zewnątrz;
(2) zginanie od małego do dużego;
(3) najpierw wygnij kształt specjalny, a następnie wygnij kształt ogólny;
(4) Po utworzeniu poprzedniego procesu nie ma on wpływu na kolejny proces ani nie zakłóca go.
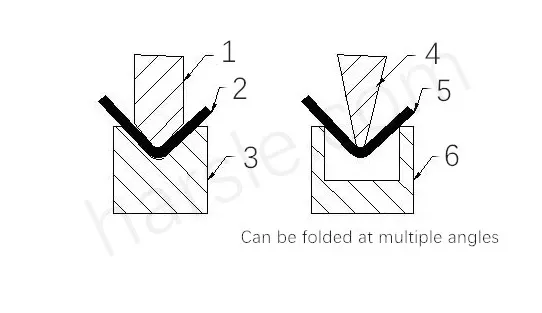
Obecna forma gięcia wygląda następująco:
2. Promień gięcia
Podczas gięcia blachy wymagany jest promień gięcia, który nie powinien być ani za duży, ani za mały i powinien być odpowiednio dobrany. Zbyt mały promień gięcia spowoduje pęknięcia, a zbyt duży promień gięcia może powodować łatwe odkształcenie.
W przypadku zwykłych blach ze stali niskowęglowej, blach aluminiowych nierdzewnych, blach mosiężnych, blach miedzianych itp., wygięcie 0,2 nie stanowi problemu, ale w przypadku niektórych blach ze stali wysokowęglowej, twardego aluminium i supertwardego aluminium takie wygięcie może spowodować złamanie się wygięcia lub pęknięcie wierzchołka zaokrąglenia.
3. Odchylanie się do tyłu
Kąt odbicia Δα=ba
Gdzie b jest rzeczywistym kątem przedmiotu obrabianego po odbiciu;
A—kąt formy.
Kąt odbicia
Czynniki wpływające na odbicie i środki mające na celu ograniczenie odbicia.
(1) Właściwości mechaniczne materiału Kąt odbicia jest proporcjonalny do granicy plastyczności materiału i odwrotnie proporcjonalny do modułu sprężystości E. W przypadku części blaszanych o wysokich wymaganiach precyzji, aby zmniejszyć odbicie, materiał powinien być wykonany z jak najmniej węgla, a nie ze stali wysokowęglowej i stali nierdzewnej.
(2) Im większy względny promień gięcia r/t, tym mniejszy stopień odkształcenia i większy kąt odbicia Δα. Jest to ważniejsza koncepcja. Zaokrąglone narożniki gięcia blachy powinny być jak najmniejsze, co sprzyja dokładności. W szczególności należy w miarę możliwości unikać projektowania dużych łuków. Jak pokazano na poniższym rysunku, takie duże łuki stwarzają duże trudności w produkcji i kontroli jakości:
Rozwiń zasadę obliczeniową:
1. Podczas procesu gięcia warstwa zewnętrzna poddawana jest naprężeniom rozciągającym, a warstwa wewnętrzna ściskającym. Warstwa przejściowa między rozciąganiem a naciskiem nie jest ani neutralna, ani ciśnieniowa. Warstwa neutralna jest w trakcie gięcia. Jej długość jest taka sama jak przed zginaniem, dlatego warstwa neutralna stanowi punkt odniesienia do obliczenia długości zakrzywionego elementu.
2. Położenie warstwy neutralnej jest związane ze stopniem odkształcenia. Przy dużym promieniu gięcia i małym kącie gięcia stopień odkształcenia jest niewielki, a warstwa neutralna znajduje się w pobliżu środka grubości blachy. Wraz ze zmniejszaniem się promienia gięcia, kąt gięcia wzrasta. Przy dużym kącie gięcia stopień odkształcenia wzrasta, a warstwa neutralna stopniowo przesuwa się w kierunku wewnętrznej strony środka gięcia. Odległość od warstwy neutralnej do wewnętrznej strony blachy jest oznaczona symbolem λ.
Z drugiej strony, wraz z pojawieniem się i popularnością technologii komputerowej, aby lepiej wykorzystać możliwości analityczne i moc obliczeniową komputerów, ludzie coraz częściej korzystają z projektowania wspomaganego komputerowo, ale gdy programy komputerowe symulują gięcie blachy lub gdy rozszerzają się, potrzebna jest metoda obliczeniowa, aby dokładnie symulować proces.
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)






