








Wybór właściwego systemu koronowania dla pras krawędziowych

Jeśli chodzi o poprawę wydajności prasy krawędzioweWybór odpowiedniego systemu koronowania jest kluczowy. Z mojego doświadczenia wynika, że system koronowania znacząco wpływa na dokładność gięcia i ogólną wydajność. W tym artykule omówimy dostępne opcje i pomożemy Ci wybrać najbardziej odpowiedni system koronowania dla Twojego profilu. prasy krawędzioweRozumiejąc kluczowe czynniki, chcę pomóc Ci podjąć świadomą decyzję, która ostatecznie usprawni Twoje procesy produkcyjne i poprawi wyniki. Przyjrzyjmy się szczegółom wyboru odpowiedniego systemu kompensacji do pras krawędziowych.
Prasa krawędziowa Jest to ważne urządzenie w obróbce blach, a jego dokładność pracy bezpośrednio wpływa na dokładność gięcia detali. W procesie gięcia detalu, ponieważ oba końce stempla są najbardziej obciążone, siła reakcji podczas gięcia blachy prowadzi do wklęsłego odkształcenia dolnej powierzchni stempla, a odkształcenie środkowej części stempla jest największe. Ostatecznie wygięte detale mają różne kąty na całej długości.
Aby wyeliminować niekorzystne skutki odkształcenia stempla, konieczna jest kompensacja odkształceń ugięcia stempla. Standardowe systemy kompensacji w prasach krawędziowych to kompensacja hydrauliczna i mechaniczna, które powodują, że środkowa część stołu roboczego wytwarza sprężyste odkształcenie w górę, kompensując odkształcenie stempla giętarki, zapewniając precyzję obróbki powierzchni spoin i poprawiając precyzję obrabianego przedmiotu. Obecnie czołowi zagraniczni producenci pras krawędziowych stosują mechaniczne systemy kompensacji. Producenci krajowi dobierają odpowiednią metodę kompensacji w zależności od aktualnej sytuacji.


Wprowadzenie dwóch systemów koronowania
⒈ Koronowanie hydrauliczne:
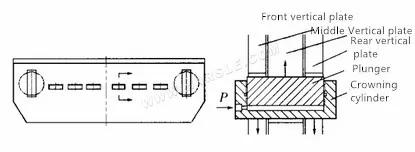
Hydrauliczny mechanizm automatycznego odchylania i regulacji korony stołu roboczego składa się z grupy cylindrów olejowych zainstalowanych w dolnym stole roboczym. Położenie i rozmiar każdego cylindra olejowego są dobierane zgodnie z siłownikiem odchylania i analizą elementów skończonych stołu roboczego. Hydrauliczny mechanizm regulacji korony realizuje wypukłość w wersji neutralnej poprzez względne przemieszczenie między trzema pionowymi płytami: przednią, środkową i tylną. Zasada działania polega na tym, że wypukłość powstaje poprzez sprężyste odkształcenie samej płyty stalowej, dzięki czemu wartość korony można regulować w zakresie sprężystości stołu roboczego.
⒉Koronowanie mechaniczne:
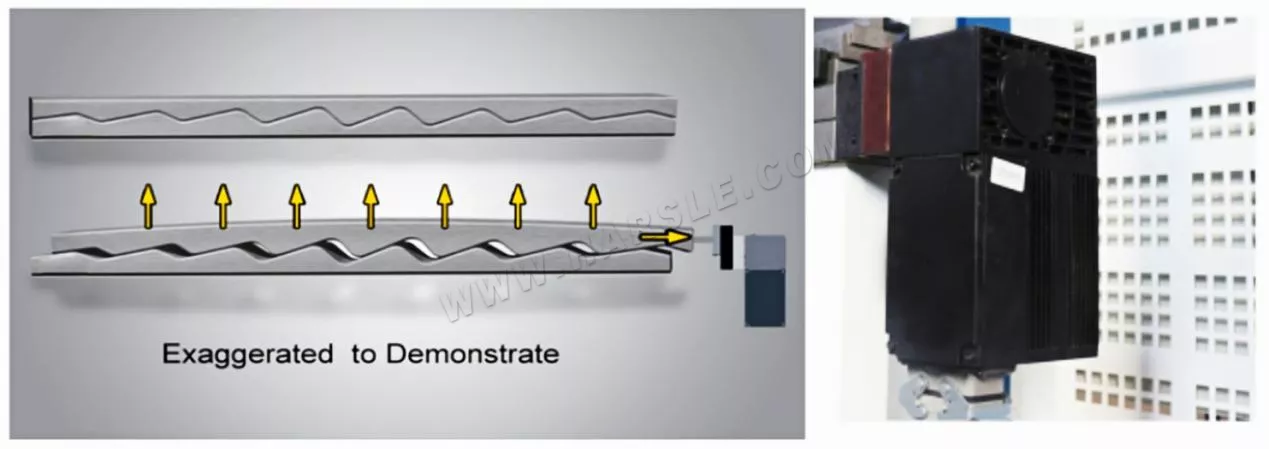
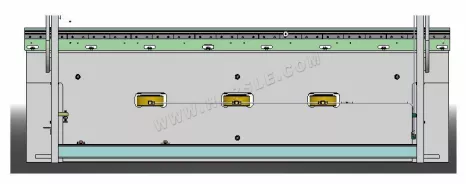
System mechanicznego ukosowania składa się z grupy wypukłych bloków klinowych z pochylnią, a każdy wypukły blok klinowy jest zaprojektowany zgodnie z krzywą ugięcia uzyskaną metodą elementów skończonych dla stempla i stołu roboczego. Sterownik CNC oblicza wymaganą wartość ugięcia na podstawie siły nacisku przy zginaniu przedmiotu obrabianego (siła ta powoduje odkształcenie stempla i pionowej płyty stołu roboczego) i automatycznie steruje względną wartością ruchu wypukłego klina, skutecznie kompensując odkształcenie ugięcia spowodowane przez stempel i pionową płytę stołu roboczego.
Idealne ugięcie mechaniczne giętego przedmiotu obrabianego można uzyskać poprzez kontrolowanie jego położenia w celu uzyskania „wstępnego wybrzuszenia”. Zestaw klinów tworzy krzywą zgodną z rzeczywistym ugięciem wzdłuż stołu roboczego, dzięki czemu szczelina między górnym a dolnym stemplem jest stała podczas gięcia.
Zasada dwóch systemów koronowania
Ponieważ istnieje wiele rodzajów systemów sterowania dla pras krawędziowych CNC, zasady działania hydraulicznego i mechanicznego koronowania są wyjaśnione na przykładzie systemu sterowania numerycznego serii DA-66T firmy DELEM z Holandii.
⒈Zasada działania hydraulicznego koronowania
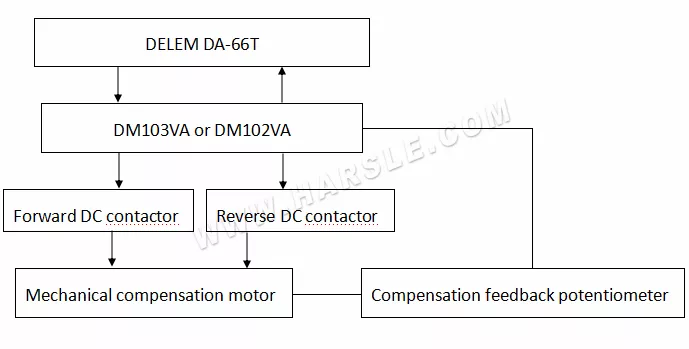
Poniższy diagram przepływu przedstawia schemat sterowania na przykładzie systemu sterowania numerycznego DELEN DA-66T i układu hydraulicznego HO-ERBIGER.
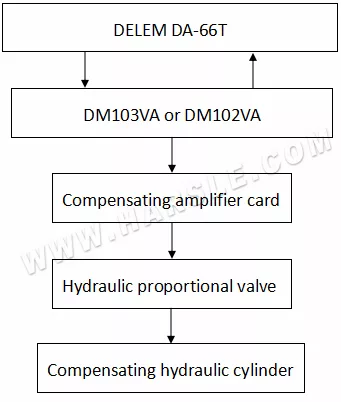
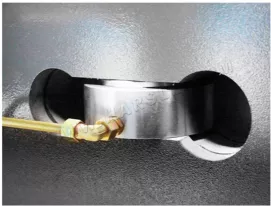
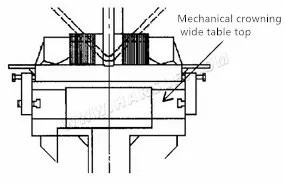
Na poniższym rysunku widać, że spód stołu roboczego składa się z grubej płyty głównej i dwóch stosunkowo cienkich płyt bocznych. W miejscu, w którym umieszczony jest cylinder koronowy, środkowa płyta główna wyraźnie wystaje. Gdy obrabiany przedmiot jest gięty, zawór hydrauliczny otwiera zawór proporcjonalny zgodnie z wartością korony automatycznie obliczoną przez system sterowania numerycznego, a olej hydrauliczny jest wlewany do cylindra olejowego korony.
Tłok w cylindrze olejowym Crowning wypycha niewielką część, co powoduje, że środkowa płyta główna ulega sprężystemu odkształceniu w górę, poprawiając tym samym dokładność obrabianego przedmiotu. Oczywiście, dokładność gięcia przedmiotu obrabianego jest również związana z ustawieniem parametrów wewnętrznych systemu CNC.
⒉Zasada działania koronowania mechanicznego
Mechaniczny mechanizm koronowania składa się z górnych i dolnych podkładek oraz stołów roboczych, połączonych sprężyną talerzową i śrubami. Górne i dolne podkładki składają się z wielu nachylonych klinów o różnym nachyleniu. Bez mechanicznego koronowania widoczna jest wyraźna różnica między nachyleniem obu końców górnej i dolnej podkładki a środkiem.
Dzieje się tak, ponieważ wielkość odkształcenia wymaganego do wykonania koronowania w środkowej części obrabiarki jest największa. Po dodaniu koronowania mechanicznego nachylenia górnych i dolnych podkładek są takie same; przed koronowaniem są one całkowicie dopasowane. Gdy koronowanie jest potrzebne, dolna podkładka przesuwa się w lewo pod napędem silnika, a górna i dolna podkładka płyty nadal pasują do siebie na lewym końcu i zostały rozdzielone na prawym końcu. Ze względu na różne nachylenia górnych i dolnych podkładek, górna podkładka ulegnie wypukłemu, sprężystemu odkształceniu pod działaniem dolnej podkładki.
Ten mechaniczny mechanizm koronowania przyjmuje całe górne i dolne podkładki; oczywiście możliwe jest również użycie klina rozszczepionego ze spadkiem, a następnie użycie śruby gwintowanej do napędzania klina, aby przesuwał się w lewo i prawo, uzyskując w ten sposób koronowanie w celu odkształcenia ramy obrabiarki. Aby poprawić dokładność gięcia przedmiotu obrabianego, zasada sterowania elektrycznego jest taka sama, jak w przypadku całego mechanicznego mechanizmu koronowania górnych i dolnych podkładek.
Ten mechaniczny mechanizm kompensacji z blokiem klinowym typu dzielonego jest obecnie bardziej powszechny w krajowych giętarkach o dużym tonażu. Dzięki kompensacji mechanicznej odkształcenie stempla obrabiarki jest kompensowane, co zapewnia dokładność powierzchni połączenia obróbkowego i poprawia dokładność obrabianego przedmiotu.
Porównanie dwóch systemów koronowania
⒈Zalety koronowania hydraulicznego:
● Po długim okresie użytkowania hydrauliczne łożysko koronowe nie wykazuje problemów ze zużyciem, natomiast śruba pociągowa i blok klinowy mechanicznego łożyska koronowego zużyją się po długim okresie użytkowania.
● Koronowanie hydrauliczne zajmuje mniej miejsca, podczas gdy koronowanie mechaniczne zajmuje więcej wolnej przestrzeni zarówno pod względem wysokości, jak i szerokości.
● W przypadku zastosowania hydraulicznego wywinięcia płyty nie ma możliwości jej przemieszczenia, ponieważ dolny stół znajduje się w płaszczyźnie całej konstrukcji i w płaszczyźnie styku z wygiętą płytą, a jednocześnie jest bardzo stabilny, gdy górny krzyżak styka się z „punktem mocowania” w miejscu styku płyty. Mechaniczne wywinięcie działa dopiero po wygięciu, co może prowadzić do nieprzewidywalnych błędów.
● Koronowanie hydrauliczne można regulować, nie zdejmując przedmiotu obrabianego, co jest niemożliwe w przypadku koronowania mechanicznego.
⒉Zalety koronowania mechanicznego:
● Mechaniczna korona charakteryzuje się długotrwałą stabilnością, co zmniejsza trudności konserwacyjne i częstotliwość korony hydraulicznej (takiej jak wyciek oleju spowodowany uszkodzeniem pierścienia uszczelniającego) i nie wymaga konserwacji przez cały okres eksploatacji obrabiarki.
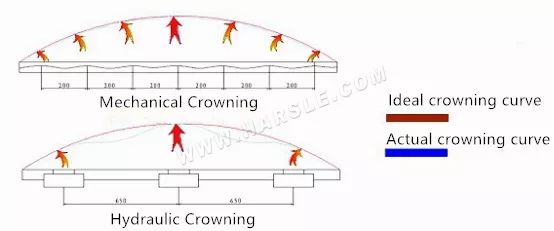
● Ponieważ w mechanicznym łukowaniu występuje wiele punktów wypukłości, dokładne ugięcie łuku wypukłości można uzyskać na całej długości stołu roboczego, co sprawia, że giętarka wygina przedmiot obrabiany w bardziej liniowym trybie łuku wypukłości i poprawia efekt gięcia przedmiotu obrabianego.
●Mechaniczne koronowanie wykorzystuje linijkę potencjału do pomiaru położenia sygnału powrotnego, jako osi sterowania numerycznego, realizując sterowanie cyfrowe i zwiększając dokładność wartości koronowania.