








Zrozumienie działania wykrawarki jest kluczowe dla efektywnej obróbki metali. Jeśli zastanawiasz się, jak działają wykrawarki i dlaczego są niezbędne w produkcji, jesteś we właściwym miejscu. W tym artykule wyjaśnię, jak działają wykrawarki, jak przebiega ich konfiguracja oraz dlaczego są niezbędne w obróbce metali. Niezależnie od tego, czy rozważasz automatyzację, czy chcesz poprawić jakość produkcji, ten przewodnik dostarczy Ci praktycznych wskazówek.
Jak działa maszyna dziurkująca?
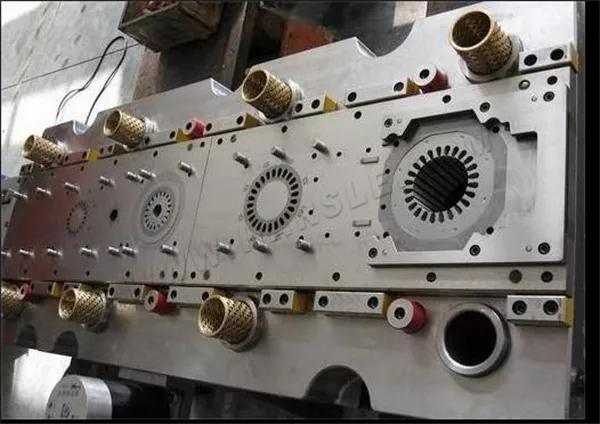
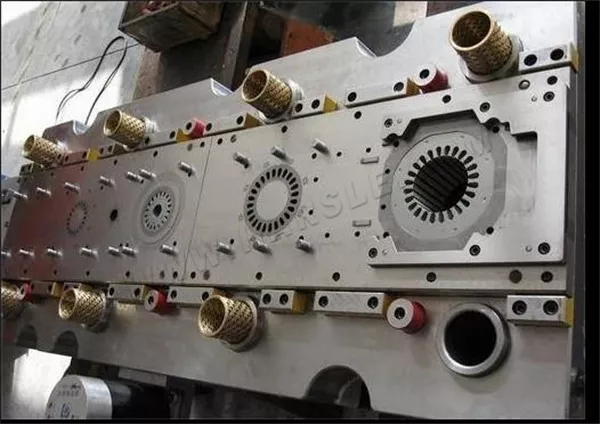
Wykrawarka działa poprzez zastosowanie kontrolowanej siły do zespołu stempla i matrycy, tworząc otwory lub kształty w blasze lub innych materiałach. Stempel naciska na materiał z dużą siłą, ścinając go w kierunku matrycy, tworząc czyste i precyzyjne cięcie. Nowoczesne wykrawarki często wykorzystują systemy hydrauliczne, mechaniczne lub CNC, aby zwiększyć prędkość i dokładność. Zrozumienie procesu roboczego wykrawarki jest niezbędne do osiągnięcia wysokiej jakości rezultatów przy minimalnej ilości odpadów.
Maszyna do dziurkowania Cechy
⒈Przyjazny dla użytkownika interfejs, wystarczy wprowadzić parametry współrzędnych otworu produktu, aby przetworzyć produkt bez programowania;
⒉Interfejs obsługi ekranu sterowania numerycznego jest bardziej intuicyjny i wygodniejszy;
⒊Szeroki zakres przetwarzania: można obrabiać różne otwory o różnych specyfikacjach i kształtach poprzez zmianę formy;
⒋Podawanie pneumatyczne, dziurkowanie hydrauliczne, stabilna praca;
Maszyna może wykonywać nieograniczoną liczbę otworów w sposób ciągły, a wykonane otwory są pozbawione zadziorów, co sprawia, że są proste i estetyczne;
⒍Obrabiarka jest łatwa w regulacji, a wymiana formy jest szybka, co pozwala znacznie skrócić czas regulacji;
⒎Spójność produktów przetwarzanych automatycznie jest dobra, a jakość produktu jest bardziej stabilna.

Zakres maszyny dziurkującej:
1. Rozwiercanie poprzeczek sieci rozdzielczej 10 kV w sektorze energetycznym, rozwiercanie wież żelaznych, naprawa otworów, otwieranie; elektrownia, podstacja, szyny zbiorcze miedziane i aluminiowe, zaciski liniowe urządzeń, płaskowniki stalowe i inne otwory.
2. Inspekcja i wzmacnianie infrastruktury kolejowej, pocztowej i telekomunikacyjnej, naftowej, geologicznej i budowlanej. Ponieważ maszyna nie wymaga energii elektrycznej, jest szczególnie przydatna do prac w terenie, na dużych wysokościach i pod wodą.
Notatki dotyczące maszyny do dziurkowania:
1. Przed rozpoczęciem operacji sprawdź, czy stempel i matryca są dopasowane, w przeciwnym razie urządzenie zostanie uszkodzone.
2. Przed wykrawaniem matryca musi być mocno przykręcona.
3. Jeżeli podczas pracy maszyny zostaną wykryte nietypowe usterki, należy przerwać wykrawanie i usunąć usterkę, aby zapobiec jej uszkodzeniu.
4. Śrubę i nakrętkę należy nasmarować olejem.
Zasada działania maszyny dziurkującej:
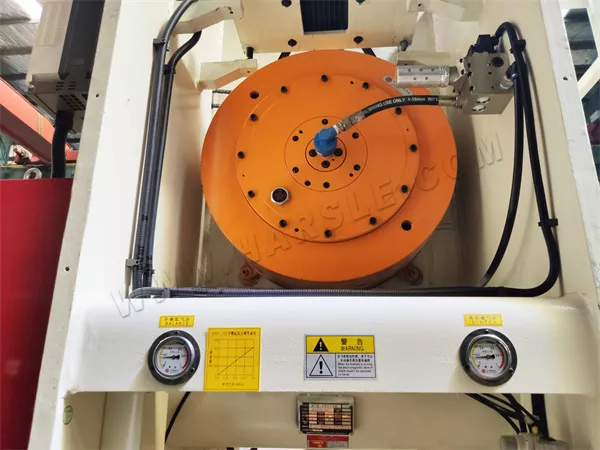
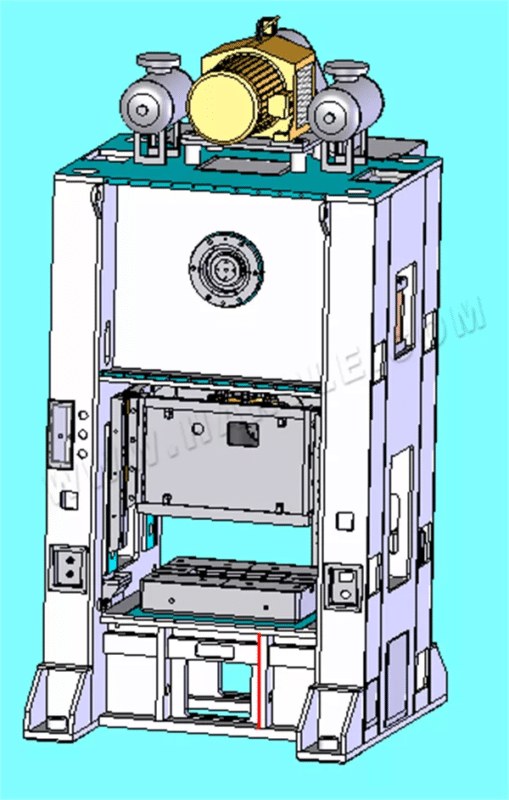
Zasada działania polega na tym, że silnik napędza koło bezwładnościowe, aby kontynuować pracę. Gdy koło nie jest aktywowane, będzie ono nadal magazynować energię poprzez sprężynę. Gdy podeszwa naciska na pedał, energia zgromadzona przez koło bezwładnościowe będzie podążać za prowadnicą przekładni. Po przeniesieniu pręta na wiertło, w obiekt uderza stempel.
Klasyfikacja maszyn dziurkujących:
Obecnie maszyny te dzielą się głównie na wykrawarki CNC i hydrauliczne. Pierwszy typ jest wykorzystywany głównie do obróbki wykrawaniem miękkich produktów, takich jak skóra, plastik, PVC, papier itp. Drugi typ jest zazwyczaj używany do wykrawania otworów w blachach, takich jak blacha miedziana, blacha stalowa i kątowniki. Jest on szczególnie odpowiedni do niektórych zastosowań w przemyśle energetycznym i budowlanym.
Uwaga dotycząca Maszyna do dziurkowania:
Wykrawarki są zazwyczaj odpowiednie do obróbki niektórych miękkich materiałów, a grawitacja jest wykorzystywana do wbijania wiertła w materiał podczas obróbki. Dlatego należy zwrócić uwagę na odpowiednią siłę unoszenia, w przeciwnym razie może dojść do pęknięć w obrabianym materiale. Podczas pracy nie należy patrzeć w dół, aby zapobiec uszkodzeniu oczu przez odpady, ani wkładać rąk w obszar tłoczenia. Należy również upewnić się, że w obszarze zagrożenia nie znajdują się inni pracownicy.
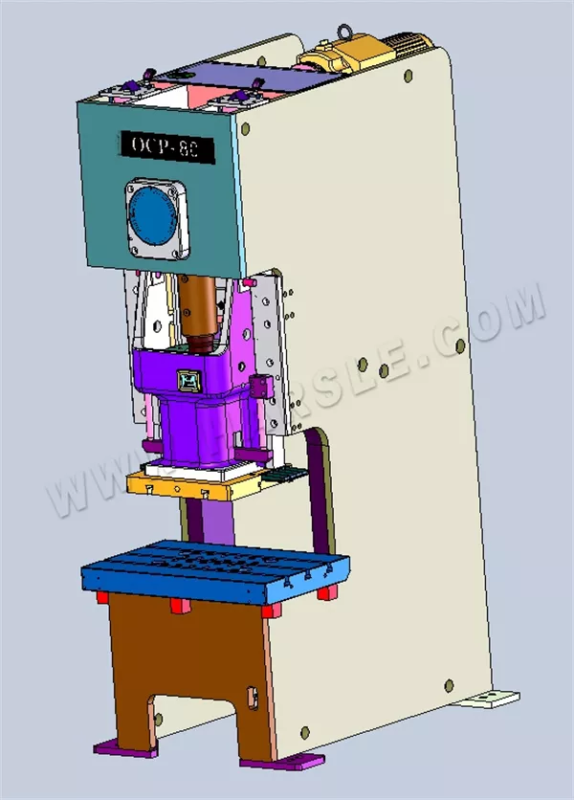
Wprowadzenie do budowy maszyny dziurkującej
Istnieje wiele rodzajów pras wykrawających, ale ze względu na odmienne zasady konstrukcyjne, cena i efekty przetwarzania również będą się odpowiednio różnić. Oczywiście, nawet w przypadku różnych typów pras, zawsze istnieje pewna wspólna cecha w strukturze. W tym artykule przedstawiono kilka typowych konstrukcji i części pras, a także omówiono ich cechy i części, aby pomóc Ci lepiej zrozumieć i użytkować prasy.
●Krótka struktura
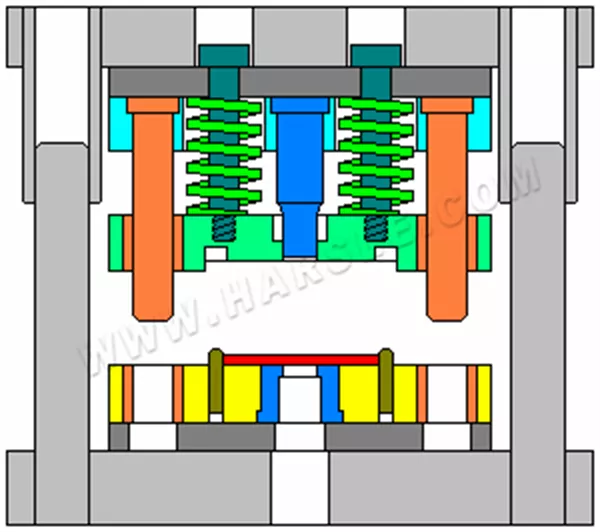
Forma górna: Forma górna to górna część całej formy wykrawającej, tzn. część formy wykrawającej zamontowana na suwaku prasy.
Górny uchwyt formy: Górny uchwyt formy to najwyższa część płytowa górnej formy, która podczas pracy znajduje się blisko suwaka prasy i jest przymocowana do suwaka prasy za pomocą uchwytu formy lub bezpośrednio.

Dolna forma: Dolna forma to dolna część całej formy, tzn. część formy zamontowana na stole prasy.
Dolny uchwyt formy: Dolny uchwyt formy to płytowa część dolnej powierzchni dolnej formy, która podczas pracy jest przymocowana bezpośrednio do stołu prasy lub do podkładki.
Ściana krawędziowa: Ściana krawędziowa to ściana boczna krawędzi otworu formy przeznaczonego do wykrawania.
Nachylenie krawędzi: Nachylenie krawędzi to nachylenie każdej strony ścianki krawędzi otworu formy do wykrawania.
Poduszka powietrzna: Poduszka powietrzna to urządzenie wyskakujące, zasilane sprężonym powietrzem.

Blokada ciśnieniowa strony odwrotnej: Blokada ciśnieniowa strony odwrotnej to część, która podtrzymuje wypukłą formę o jednokierunkowym działaniu siły z drugiej strony powierzchni roboczej.
Tuleja prowadząca: tuleja prowadząca to rurowa część zapewniająca precyzyjne prowadzenie względnego ruchu górnego i dolnego uchwytu formy, najczęściej zamocowana w górnym uchwycie formy i stosowana w połączeniu z filarem prowadzącym zamocowanym w dolnym uchwycie formy.
Płyta prowadząca: Płyta prowadząca to płyta z precyzyjnym otworem przesuwnym w formie wypukłej, służąca do zapewnienia wzajemnego wyrównania formy wypukłej i formy wklęsłej oraz do rozładunku materiału (kawałków).
Słup prowadzący: Słup prowadzący to cylindryczna część zapewniająca precyzyjne prowadzenie względnego ruchu górnego i dolnego uchwytu formy, najczęściej zamocowana w dolnym uchwycie formy i stosowana w połączeniu z tuleją prowadzącą zamocowaną w górnym uchwycie formy.
Kołek prowadzący: kołek prowadzący to część w kształcie kołka, która wchodzi w otwór w materiale, aby naprowadzić go na pozycję w formie wklęsłej.
Forma płyty prowadzącej: Płyta prowadząca to forma prowadzona przez płytę prowadzącą. Wypukła forma nie jest oddzielana od płyty prowadzącej podczas użytkowania formy.
Płyta prowadząca: Płyta prowadząca to element prowadzący w kształcie płyty, który ma za zadanie wprowadzać materiał w postaci taśmy (paska, rolki) do wklęsłej formy.

Uchwyt formy słupka prowadzącego: Uchwyt formy z filarem prowadzącym to uchwyt formy, w którym filar prowadzący i tuleja prowadząca przesuwają się względem siebie.
Forma do wykrawania: Forma wykrawająca to urządzenie technologiczne instalowane na prasie w celu produkcji wykrawanych części. Składa się z dwóch części, górnej i dolnej, które do siebie pasują.
Forma wypukła: Forma wypukła to wypukła część formy, która bezpośrednio formuje wykrojony element, czyli element o kształcie powierzchni roboczej.
Forma wklęsła: Forma wklęsła to wklęsła część formy, która bezpośrednio formuje wykrawany element, tzn. element o wewnętrznym kształcie powierzchni roboczej.
Płyta ochronna: Płyta ochronna to element płytowy, który zapobiega przedostaniu się palców lub ciał obcych do niebezpiecznej strefy, mogącej spowodować śmierć.
Płyta dociskowa (koło): Płyta dociskowa (krążek) to część formy służąca do dociskania materiału tłoczonego lub obrabianego w celu kontrolowania przepływu materiału. W formie do głębokiego tłoczenia większość płyt dociskowych nazywana jest krążkiem dociskowym.
Ścięgno zaciskające: Ścięgno zaciskające to wypukłość w kształcie ścięgna, służąca do kontrolowania przepływu materiału w formie do ciągnienia lub formie do głębokiego tłoczenia, która może być częściową konstrukcją formy lub pierścienia zaciskającego albo oddzielną częścią wbudowaną w formę lub pierścień zaciskający.
Próg materiału prasowanego: Próg materiału prasowanego to nazwa specjalna pręta materiału prasowanego o przekroju prostokątnym. Zobacz „ścięgno materiału ciśnieniowego”.
Płyta nośna materiału: Płyta nośna materiału to część płytowa służąca do przedłużenia górnej płaszczyzny wklęsłej formy w celu podparcia prasowanego materiału.
Forma ciągła: Forma ciągła to forma z dwoma lub więcej stanowiskami, gdzie materiał jest podawany do każdego ze stanowisk na raz za pomocą suwu prasy, dzięki czemu wykrawana część jest stopniowo formowana.
Krawędź boczna: Krawędź boczna to wypukła forma, która wycina nacięcie w boku paska (taśmy, zwoju) materiału, umożliwiające podawanie materiału.
Płyta dociskowa boczna: Płyta dociskowa boczna to część płyty, która wywiera nacisk na jedną stronę materiału taśmy (paska, zwój) za pomocą sprężyny, aby zbliżyć drugą stronę do płyty prowadzącej.

Górny pasek: Górny pręt jest częścią w kształcie pręta, która bezpośrednio lub pośrednio wyrzuca obrabiany element (sekwencję) lub skrawki ruchem skierowanym ku górze.
Płyta górna: Płyta górna to część płyty, która porusza się w formie wklęsłej lub module w celu wyrzucenia obrabianego materiału (sekwencji) lub złomu bezpośrednio lub pośrednio poprzez ruch ku górze.
Pierścień: Pierścień jest pierścieniowatym występem zębów na formie do precyzyjnego wykrawania lub płycie prasującej z zębami. Stanowi on częściową strukturę formy lub płyty prasującej z zębami, a nie odrębną część.
Rękaw graniczny: Tuleja ograniczająca to element rurowy służący do ograniczenia minimalnej wysokości zamknięcia formy. Zazwyczaj jest on umieszczony na zewnątrz słupka prowadzącego.
Kolumna limitu: Kolumna graniczna to element w kształcie kolumny, który ogranicza minimalną wysokość zamknięcia formy.
Kołek pozycjonujący (płytka): Kołek pozycjonujący (płyta) to element zapewniający stałe położenie części procesowych w formie. Ze względu na różne kształty nazywany jest kołkiem pozycjonującym lub płytą pozycjonującą.
Płyta stała: Płyta stała jest częścią płytową służącą do mocowania formy wypukłej.
Stała płyta wyładowcza: Stała płyta wyładowcza to płyta wyładowcza zamocowana na formie w nieruchomej pozycji.
Stały sworzeń oporowy (płytka): Stały sworzeń oporowy (płytka) to sworzeń oporowy (płytka), który jest zamocowany na stałe w formie.
Rozładowacz: Urządzenie rozładowcze to część lub urządzenie inne niż płyta, które usuwa obrabiany element (sekwencję) z zewnętrznej powierzchni formy.
Płyta wyładowcza: Płyta wyładowcza to stały lub ruchomy element w kształcie płyty, który usuwa materiał lub elementy obrabiane z formy. Płyta wyładowcza jest czasami łączona z płytą prowadzącą i pełni również rolę prowadnicy materiału, nadal nazywanej płytą wyładowczą.
Śruba rozładowcza: Śruba rozładowcza to śruba zamocowana na wysuwanej płycie rozładowczej, służąca do ograniczenia statycznej pozycji wysuwanej płyty rozładowczej.
Forma jednoprocesowa: Forma jednoprocesowa to forma, która wykonuje tylko jeden proces w jednym suwie prasy.

Obcinarka do złomu: Istnieją dwa rodzaje obcinarek do złomu:
1. frez zainstalowany na krawędzi tnącej kołnierza, służący do odcinania całego okręgu złomu krawędzi tnącej, ułatwiając jego usunięcie;
2. nóż zainstalowany na prasie lub formie, służący do odcinania odpadu w postaci taśmy (paska, rolki) na ustaloną długość, ułatwiając jego usunięcie.
Forma do wykrawania kombinowanego: Forma do wykrawania kombinowanego to uniwersalny i regulowany zestaw form, które formują różne elementy wykrawane krok po kroku, zgodnie z elementami geometrycznymi (linia prosta, kąt, łuk, otwór). Zarys płaskiego elementu wykrawanego zazwyczaj wymaga kilku zestawów form kombinowanych do wykrawania etapami.
Kołek (płytka) stopera startowego: Kołek (płytka) stopera startowego to element pozycjonujący podczas podawania początkowego końca materiału. Kołki (płytki) stopera startowego są ruchome.
Część: Część to kompletna forma wklęsła, forma wypukła, płyta rozładowcza lub płyta stała itp.
Blok (płyta): blok (płyta) służy do bocznej krawędzi karbu materiału, podającego hartowane elementy do pozycjonowania i służącego do równoważenia bocznej krawędzi jednostronnej siły skrawającej. Blok (płyta) jest zazwyczaj używany w połączeniu z boczną krawędzią.
Kołek stopujący (płytka): kołek stopujący (płytka) to materiał przesuwany wzdłuż kierunku podawania elementów pozycjonujących, nadając mu inny kształt i nazywany kołkiem stopującym lub płytką stopującą. Kołek stopujący (płytka) to zbiorcza nazwa kołka stopującego (płytki) stałego, kołka stopującego (płytki) ruchomego, kołka stopującego (płytki) startowego itd.
Podkładka: Podkładka to utwardzona część płytowa umieszczona pomiędzy płytą stałą (lub formą wklęsłą) a podstawą formy, służąca do zmniejszenia jednostkowych naprężeń ściskających podstawy formy.

● Szczegółowa struktura
Forma na prasie to jej górna część, tj. część zamontowana na suwaku prasy. Dolna forma to jej dolna część, tj. część zamontowana na stole prasy. Dolny uchwyt formy to część płytowa na dolnej stronie dolnej formy. Ściana krawędziowa to boczna ściana krawędzi otworu formy wykrawającej. Nachylenie krawędzi to nachylenie każdej strony ściany formy. Poduszka powietrzna to urządzenie wysuwane zasilane sprężonym powietrzem. Przeciwprasa to element, który podtrzymuje formę poddaną naprężeniom jednokierunkowym z drugiej strony powierzchni roboczej.
Prowadnica wykrawająca to element rurowy zaprojektowany w celu zapewnienia precyzyjnego wyrównania górnego i dolnego uchwytu formy podczas pracy. Jest ona zazwyczaj przymocowana do górnego uchwytu formy i współpracuje z filarem prowadzącym, który jest zamontowany na dolnym uchwycie formy. Natomiast sworzeń prowadzący to element w kształcie sworznia, wkładany w otwór w materiale, aby precyzyjnie ustawić go w formie wklęsłej, zapewniając prawidłowe ustawienie podczas procesu wykrawania.
Płyta prowadząca natomiast pełni funkcję elementu w kształcie płyty, który kieruje materiał w formie taśmy lub rolki do formy wklęsłej. W formie z płytą prowadzącą, forma wypukła pozostaje przymocowana do płyty prowadzącej podczas użytkowania, utrzymując wyrównanie przez cały proces. Ponadto, uchwyt formy z prowadnicą odnosi się do typu uchwytu formy, w którym prowadnica i tuleja prowadząca przesuwają się względem siebie, zapewniając płynny i precyzyjny ruch.
Forma wykrawająca to narzędzie procesowe zamontowane na prasie w celu produkcji wykrojów. Składa się z dwóch dopasowanych części: formy górnej i dolnej. Forma wypukła to część wypukła, która bezpośrednio kształtuje wykrojony element, natomiast forma wklęsła to część wgłębiona, która ją uzupełnia, również przyczyniając się do ostatecznego kształtu elementu. Aby zapewnić bezpieczeństwo podczas pracy, montowana jest płyta ochronna, która zapobiega przedostawaniu się palców lub ciał obcych do niebezpiecznej strefy wokół formy.
Pręt prasy to żebrowany występ występujący w formach do tłoczenia lub głębokiego tłoczenia, zaprojektowany w celu kontrolowania przepływu materiału podczas formowania. Może stanowić integralną część formy wklęsłej lub pierścienia prasy. Gdy pręt prasy ma prostokątny przekrój, nazywa się go listwą prasującą. Dodatkowo, płyta podporowa służy do przedłużenia górnej powierzchni formy, zapewniając dodatkowe podparcie dla prasowanego materiału.
Boczna krawędź prasy to wypukła forma zaprojektowana do wycinania nacięcia pozycjonującego wzdłuż boku taśmy lub zwoju, co pomaga zapewnić prawidłowe ustawienie podczas obróbki. Boczna płyta dociskowa wykorzystuje mechanizm sprężynowy, aby wywierać nacisk na jedną stronę taśmy lub zwoju, dociskając przeciwną stronę ściśle do płyty prowadzącej, co zapewnia dokładne pozycjonowanie. Górna belka to element w kształcie pręta, który bezpośrednio lub pośrednio wypycha obrabiany przedmiot lub odpad w górę, ułatwiając wyjmowanie z formy.
Płyta górna porusza się wewnątrz formy lub modułu, przesuwając się ku górze, aby wyrzucić obrabiany element lub odpad bezpośrednio lub pośrednio. Tuleja ograniczająca to element rurowy służący do ograniczenia minimalnej wysokości zamknięcia formy, zapobiegając nadmiernemu ściśnięciu. Podobnie, słupek ograniczający to element w kształcie słupka, który również definiuje i utrzymuje minimalną wysokość zamknięcia podczas pracy formy, zapewniając spójną i bezpieczną pracę.
Płytki mocujące stempel to płyta, która utrzymuje formę. Stała płyta rozładowcza to płyta, która jest zamocowana do formy w nieruchomej pozycji. Stały trzpień oporowy (płytka) to trzpień oporowy zamocowany w formie. Urządzenie rozładowcze to element lub urządzenie niebędące płytą, które usuwa obrabiany element z zewnętrznej powierzchni formy. Śruba rozładowcza to śruba zamocowana do wysuwanej płyty rozładowczej.

Forma jednoprocesowa to forma, która wykonuje tylko jeden proces w jednym skoku prasy. Istnieją dwa rodzaje obcinaków do odpadów. Formy kombinowane to uniwersalne, regulowane zestawy form, które formują różne wykroje krok po kroku, zgodnie z elementami geometrycznymi (linia prosta, kąt, łuk, otwór). Zarys płaskiego wykroju zazwyczaj wymaga kilku zestawów form kombinowanych do wykrawania etapami. Początkowy sworzeń (płyta) oporowy to część służąca do pozycjonowania podczas podawania początkowego końca materiału. Blok to kompletna forma wklęsła, forma wypukła, płyta rozładowcza lub płyta stała itp. Blok (płyta) jest zazwyczaj używany w połączeniu z krawędzią boczną.
Wniosek
Zrozumienie działania wykrawarki jest kluczowe dla szybszej i bardziej wydajnej produkcji w branży obróbki metali. Opanowanie zasad konfiguracji, obsługi i konserwacji wykrawarki pozwala zmaksymalizować wydajność, minimalizując przestoje i ilość odpadów. Jeśli chcesz poznać wysokowydajne rozwiązania wykrawające lub potrzebujesz fachowej porady w zakresie wyboru odpowiedniej maszyny do swojego zakładu, skontaktuj się z naszym zespołem HARSLE, aby uzyskać spersonalizowane wsparcie.



