Różnica między maszyną składającą a maszyną do gięcia
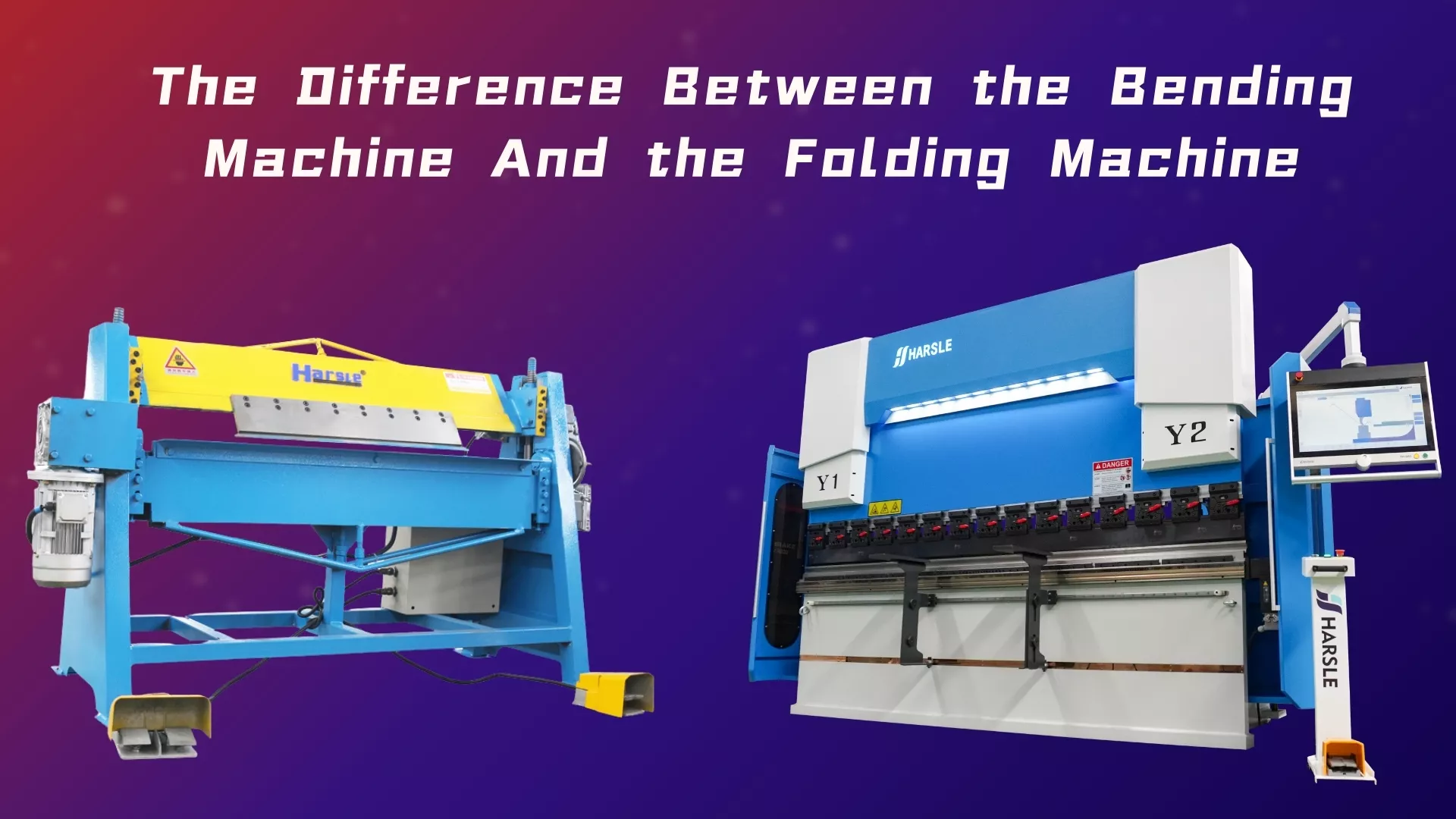
Jako profesjonalista w branży obróbki metali często spotykam się z pytaniami dotyczącymi różnic pomiędzy maszyny do gięcia i zaginarki. Zrozumienie różnicy między giętarką a zaginarką jest kluczowe dla wyboru odpowiedniego sprzętu do konkretnych zastosowań. Chociaż obie maszyny są zaprojektowane do kształtowania metalu, działają na różnych zasadach i służą do różnych celów. W tym artykule omówię kluczowe cechy, zalety i typowe zastosowania każdego typu maszyny, pomagając Ci podejmować świadome decyzje dotyczące Twoich projektów produkcyjnych. Przyjrzyjmy się bliżej niuansom, które wyróżniają te dwa kluczowe narzędzia.
Maszyna składająca:
Mechanizm składania jest prosty maszyna do gięcia, ręcznie lub z napędem silnikowym. Prosta metoda polega na solidnym zamocowaniu płyty stalowej do stołu maszyny za pomocą modelu o promieniu zakrzywienia.
Wydłużona część materiału jest umieszczana na innym stole, który może obracać się wokół środka promienia gięcia. Ruchomy stół, podnosząc się, wygina stal nierdzewną pod żądanym kątem. Podczas gięcia stal nierdzewna ślizga się po stole. Dlatego, aby zapobiec zarysowaniu stali nierdzewnej, powierzchnia stołu musi być gładka. Podczas obróbki powierzchnia stali nierdzewnej jest zazwyczaj zabezpieczana folią plastikową.
Górna belka ma zazwyczaj kształt klina, tworząc szczelinę, dzięki której odpowiednio ukształtowany wykrój można złożyć w czworokątne pudełko lub szczelinę. Do produkcji szerokiej gamy prostych wyrobów z blachy ze stali nierdzewnej używano zaginarek, ale obecnie produkty te są częściej wytwarzane za pomocą pras do gięcia na zimno.

Różnica pomiędzy zasadami składania i gięcia:
1. Giętarka steruje kątem gięcia noża górnego, aby kontrolować kąt gięcia. Jednocześnie, podczas gięcia krótszego boku, operator musi trzymać większość materiału na zewnątrz. Podczas gięcia dużego elementu obrabianego, wymagane jest wsparcie dwóch lub więcej pracowników.
2. Zasada działania maszyny do gięcia polega na tym, że po umieszczeniu płyty na stole roboczym, belka boczna jest dociskana w dół, aby ją zamocować, a następnie belka boczna jest obracana w górę i w dół, aby wykonać gięcie. Wszystkie procesy gięcia jednej strony nie wymagają pomocy ręcznej. Uczestnictwo w pozycjonowaniu oraz pomoc w obracaniu i pozycjonowaniu.
Różnica w dokładności gięcia:
1. Dokładność wymiarowa sterowania giętarką to dokładność wymiarowa krótkiej krawędzi pozycjonowania zderzaka tylnego. Po zakończeniu gięcia błąd kumuluje się w wymiarze przestrzeni wewnętrznej. Jednocześnie kąt gięcia jest kontrolowany poprzez regulację siły nacisku górnej matrycy, zależnie od grubości materiału.
2. Dokładność wymiarowa sterowania giętarką polega na wypełnieniu krawędzi gięcia, która służy jako punkt odniesienia. Rozmiar elementu sterującego to rozmiar przestrzeni wewnętrznej wymagany przez klienta, a kąt gięcia to bezpośrednia kontrola kąta kołnierza. Nie ma to znaczenia.
3. Problemy z zarysowaniami na powierzchni materiału:
Podczas pracy giętarki materiał będzie się przemieszczał względem siebie w dolnej matrycy, pozostawiając wgłębienie bez zabezpieczenia powierzchni. Jednocześnie, podczas gięcia dużych elementów, konieczne jest wielokrotne obracanie i przesuwanie, co nieuchronnie prowadzi do powstawania zarysowań.
Podczas pracy maszyny do zaginania krawędzi, brak względnego ruchu noża krawędziowego i noża krawędziowego oraz materiału pozwala całkowicie uniknąć uszkodzenia powierzchni. W przypadku gięcia dużego elementu obrabianego, ponieważ arkusz jest płaski i jednocześnie obrabiany, możliwe jest wykonanie pełnej obróbki jednej strony elementu obrabianego, a uszkodzenie powierzchni zostaje całkowicie wyeliminowane.
4. Wymagania techniczne stawiane pracownikom są różne:
Giętarka stawia stosunkowo wyższe wymagania techniczne pracownikom wykonującym tę pracę.
Programowanie maszyny do gięcia może być intuicyjnie programowane za pomocą malowania palcami lub programowania offline przez inżyniera za pomocą oprogramowania, a następnie importowane do programu obróbczego przez USB lub połączenie sieciowe. Po zakończeniu programowania, głównym zadaniem pracownika staje się prosty załadunek i rozładunek. Nie ma potrzeby umiejętnego pochylania pracowników.
5. Konfiguracja narzędzia:
Gdy giętarka musi wykonać określone specjalne gięcie (np. łukowe), konieczna jest zmiana narzędzia lub przeniesienie go do innej maszyny w celu zwiększenia możliwości transportu i tymczasowego przechowywania półproduktu.
Krawędziarkę można skonfigurować poprzez obrót belki wygaszającej i zainstalowanie dwóch zestawów narzędzi do wygaszaczy jednocześnie, co pozwala na wykonanie wszystkich operacji gięcia na jednym stanowisku. W przypadku gięcia łukowego lub innych specjalnych wymagań gięcia, wymiana narzędzia jest praktycznie niepotrzebna. Pełne wdrożenie systemu wymaga jedynie wprowadzenia zmian w programie.
6. Żywotność narzędzia:
Ze względu na względny ruch przedmiotu obrabianego w matrycy, narzędzie zużyje się i będzie wymagało naprawy lub wymiany.
Maszyna składająca zasadniczo eliminuje względny ruch pomiędzy materiałem i narzędziem, a narzędzie przez długi czas praktycznie nie ulega zużyciu, co znacznie wydłuża jego żywotność.
7.Pozycja robocza:
A. Prasę krawędziową można obsługiwać tylko od przodu.
B. Maszynę składającą można obsługiwać zarówno z przodu, jak i z tyłu, w zależności od wielkości obrabianego przedmiotu, co ułatwia obserwację i użytkowanie.
8.Układ napędowy:
A. Giętarka jest napędzana hydraulicznie, co wiąże się z większymi nakładami na konserwację i jest podatna na czynniki środowiskowe.
B. Maszyna do gięcia wykorzystuje napęd całkowicie elektryczny, co zmniejsza nakład pracy konserwacyjnej i nie ma związku ze środowiskiem użytkowania. Dzięki temu osiąga się wyższą dokładność gięcia.

-1300x731.jpg)