








Maszyna do walcowania czterowalcowego
Maszyna do walcowania czterowalcowego
Walcarka czterowalcowa, znana również jako giętarka czterowalcowa lub walcarka czterowalcowa, to rodzaj maszyny służącej do gięcia lub walcowania blach metalowych w kształty cylindryczne lub stożkowe. Działa ona w oparciu o zasady odkształcania materiału i manipulacji mechanicznej. Maszyna składa się z czterech rolek, z których dwie większe dolne służą do wprawiania blachy w ruch, a dwie mniejsze górne do wywierania nacisku i gięcia blachy. Taka konstrukcja oferuje szereg zalet w porównaniu z tradycyjnymi maszynami trójwalcowymi, takich jak większa dokładność i mniejsze ryzyko odkształceń.
Struktura
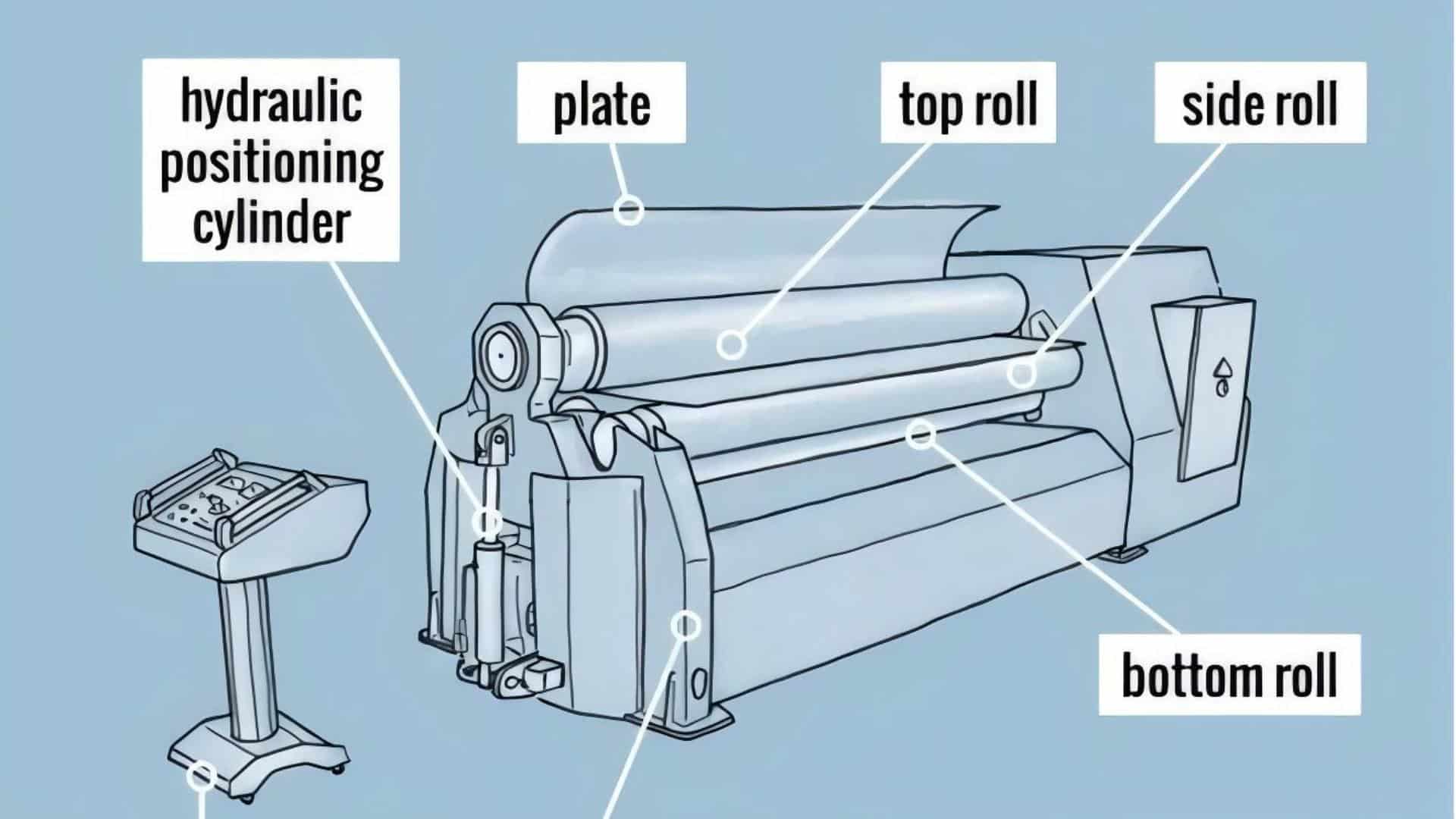
Rysunek 1 przedstawia strukturę czterorolkowego maszyna do walcowania.

Maszyna walcowa czterowalcowa składa się głównie z następujących części: hydrauliczny cylinder pozycjonujący, panel sterowania, walec górny, walec boczny, walec dolny, rama maszyny.

Walcarka czterorolkowa nadaje się do walcowania blach. Może walcować okrągłe, zakrzywione i stożkowe elementy w określonym zakresie, a także posiada funkcję wstępnego walcowania na końcu arkusza. Pozostałe proste krawędzie są małe, a wydajność pracy wysoka. Blachę można wstępnie wypoziomować na maszynie.
Zasada działania

Pozycja górnej rolki jest stała, a dolna rolka porusza się liniowo w górę, dociskając blachę stalową. Rolki po obu stronach linii lub łuku są przesuwane w górę do rolki, aby dostosować promień krzywizny rolki. Walce czterowalcowe i trójwalcowe mają różne ruchy, ale zasada działania jest taka sama, a trójpunktowa zasada kołowa służy do walcowania o różnych promieniach. Jednakże, prosta krawędź wstępnego walcowania walcarki czterowalcowej i okrągłość okręgu kalibracyjnego są lepsze niż w przypadku walcarki trójwalcowej.
1. Przygotowanie: Operator maszyny przygotowuje blachę, upewniając się, że jest czysta, prawidłowo wyrównana i prawidłowo ułożona między rolkami dolną i górną. Grubość, szerokość i promień gięcia blachy są ustawiane zgodnie z pożądanym kształtem końcowym.

2. Pozycjonowanie początkowe: Dolne rolki maszyny są ustawione tak, aby podtrzymywać ciężar płyty i zapewniać wstępne wyrównanie. Górne rolki są ustawione w najwyższym położeniu, aby umożliwić łatwe włożenie płyty.
3. Wkładanie: Metalowa płyta jest wkładana pomiędzy dolną a górną rolkę przez szczelinę wlotową maszyny. Operator upewnia się, że płyta jest wyśrodkowana i wyrównana z rolkami.

4. Regulacja: Operator reguluje położenie dolnej i górnej rolki, aby uzyskać pożądany promień gięcia i krzywiznę. Regulacja ta jest kluczowa dla uzyskania prawidłowego promienia gięcia bez nadmiernego obciążenia blachy.
5. Gięcie: Hydrauliczne lub mechaniczne układy maszyny napędzają dolne rolki, które z kolei przesuwają blachę do przodu. Jednocześnie górne rolki wywierają nacisk na blachę, powodując jej wygięcie wokół dolnych rolek. Blacha ulega odkształceniu plastycznemu, przechodząc z płaskiego arkusza w pożądany kształt zakrzywiony.

6. Gięcie progresywne: W miarę przesuwania się blachy przez rolki, operator reguluje położenie górnej i dolnej rolki, aby uzyskać pożądany kształt i krzywiznę. Proces gięcia jest często wykonywany w kilku przejściach, aby zapewnić precyzję i zminimalizować naprężenia blachy.
7. Wyjście i usunięcie: Gdy blacha przejdzie przez wszystkie rolki i osiągnie pożądany kształt, opuszcza maszynę. Operator ostrożnie wyjmuje wygiętą blachę, a proces jest zakończony.

Procedury operacyjne:
Konfiguracja maszyny: Upewnij się, że maszyna jest prawidłowo zmontowana i skalibrowana. Sprawdź układy hydrauliczne lub mechaniczne, mechanizmy bezpieczeństwa oraz ustawienie rolek.
1. Przygotowanie płyty: Oczyść płytę metalową i upewnij się, że ma odpowiedni rozmiar i jest odpowiednio ustawiona do gięcia.
2. Regulacja rolki: Dostosuj położenie dolnej i górnej rolki w zależności od pożądanego promienia gięcia i krzywizny. Zapoznaj się z instrukcją obsługi maszyny lub wytycznymi dotyczącymi konkretnych regulacji.

3. Wkładanie płytki: Włóż płytkę do otworu wejściowego maszyny, upewniając się, że jest wyśrodkowana i wyrównana.
4. Proces gięcia: Uruchomić układ hydrauliczny lub mechaniczny, aby rozpocząć proces gięcia. Monitorować postęp i w razie potrzeby korygować położenie rolek.
5. Gięcie progresywne: W razie potrzeby wykonaj kilka przejść, dostosowując położenie rolek między przejściami, aby stopniowo uzyskać pożądany kształt.
6. Wyjmowanie i usuwanie: Po wygięciu płyty do pożądanego kształtu, pozwól jej wyjść z maszyny. Ostrożnie wyjmij wygiętą płytę i sprawdź jej jakość.
7. Konserwacja maszyny: Po zakończeniu procesu gięcia należy wykonać rutynową konserwację maszyny, obejmującą czyszczenie, smarowanie ruchomych części i naprawę wszelkich śladów zużycia lub uszkodzeń.
Zalety
Czterowalcowa zwijarka do blach jest najłatwiejsza w obsłudze, dzięki ramie zaprojektowanej tak, aby spełnić wszelkie wymagania. Zalety są różnorodne:
1. Wstępne wałkowanie jest znacznie ograniczone, ponieważ materiał zostaje ściśnięty pomiędzy dwoma centralnymi rolkami.
2. Obróbkę można wykonać w jednym przejściu, postępując zgodnie z poniższymi krokami:
●Kwadratowanie
●Wstępnie zwinięte
●toczenie
●Zamykanie przed zwijaniem
3. Płyta podawana jest do maszyny poziomo dzięki podparciu dolnej rolki (B) rolką boczną (D).
4. Płyta jest kwadratowa dzięki położeniu, jakie przyjmuje wałek boczny (C).
5. Przestrzeń do krawędzi maszyny zmniejsza się tylko do jednej strony, dzięki możliwości prostowania i wałkowania w jednym kroku.
Polecamy maszynę do walcowania blach 4-walcową
Do produkcji masowej i wysokiej
Do możliwości sterowania przez NC
Dla możliwości wykonania walcowania stożkowego


