








Prasa krawędziowa hydrauliczna – diagnostyka usterek i analiza leczenia
W moim bogatym doświadczeniu z hydrauliczne prasy krawędziowe, Napotkałem wiele usterek, które mogą zakłócać pracę i wpływać na jakość gięcia. Dokładna diagnoza tych problemów jest kluczowa dla minimalizacji przestojów i utrzymania wydajności. Przez lata wypracowałem systematyczne podejście do diagnostyki usterek i analizy ich rozwiązywania, co pozwala mi identyfikować typowe problemy, takie jak wycieki hydrauliczne, problemy z ustawieniem kół i zużycie podzespołów. W tym artykule podzielę się swoimi spostrzeżeniami na temat… hydrauliczna prasa krawędziowa diagnostyka usterek i analiza ich rozwiązania, dostarczanie praktycznych wskazówek i rozwiązań, które pomogą operatorom skutecznie stawić czoła tym wyzwaniom i zwiększyć wydajność ich maszyn.
Prasa krawędziowa hydrauliczna

Prędkość powrotu bloku przesuwnego jest niska, co prowadzi do zmniejszenia wydajności produkcji blachy maszyna do gięcia i wpływają na efektywność produkcji przedsiębiorstwa. W artykule przeanalizowano przyczyny awarii hydraulicznej giętarki do blachy, dokonano kompleksowej diagnozy i wyeliminowano usterkę, co stanowi nową ideę w zakresie zapobiegania awariom w przyszłości i ma praktyczne znaczenie dla poprawy efektywności produkcji przedsiębiorstwa.
Parametry techniczne
Model hydraulicznego gięcia blach to wc67y-125t / 3200, ciśnienie nominalne wynosi 1250 kN, długość stołu wynosi 3200 mm, skok suwaka wynosi 120 mm, prędkość skoku suwaka w dół/do wewnątrz/na zewnątrz wynosi 36/9/45 mm/s, a maksymalne ciśnienie robocze układu hydraulicznego wynosi 20 MPa
Zasada działania
Dzięki współpracy hydraulicznego układu przeniesienia napędu prasy krawędziowej i elektrycznego układu sterowania, maszyna ta może sprawić, że suwak będzie realizował cykl roboczy szybkiego, następnego wolnego utrzymywania ciśnienia, redukcji ciśnienia i powrotu, tak aby spełnić wymagania dotyczące gięcia przedmiotu obrabianego.
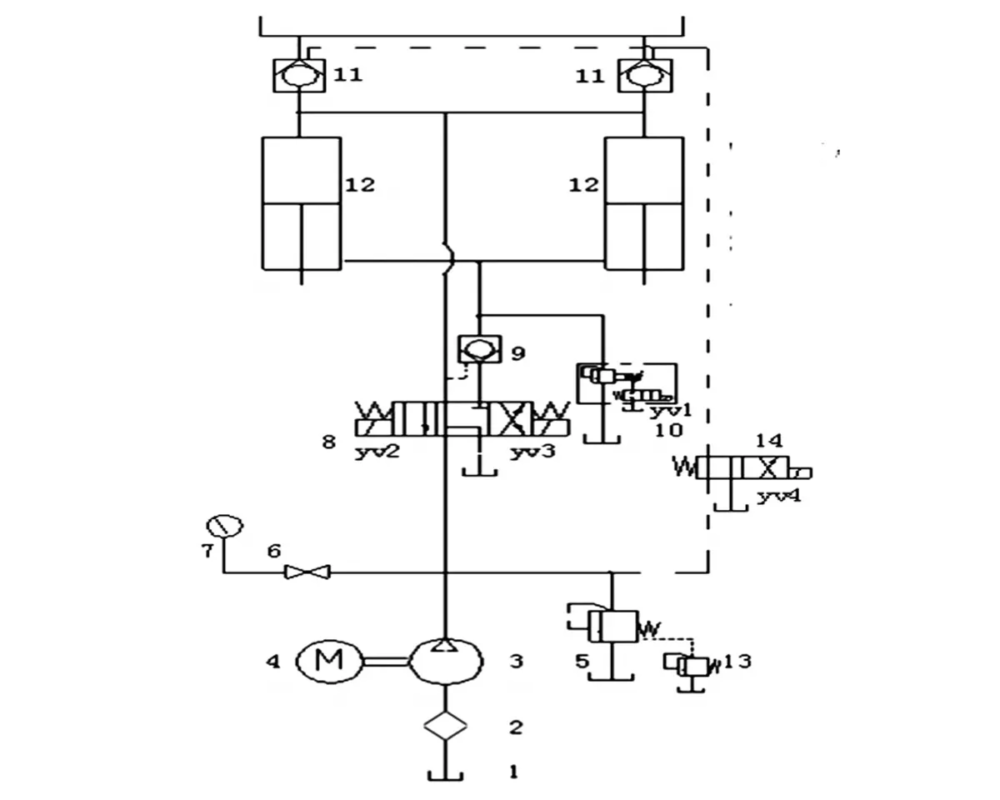
1) Szybkie przesuwanie w dół. Elektrozawór zwrotny 8 YV2, elektromagnetyczny zawór przelewowy 10 YV1. Pobór oleju: olej wypływający z pompy olejowej 3, przez zawór 8 do górnej komory dwóch cylindrów olejowych 12, popycha tłoczysko dwóch cylindrów olejowych, przesuwając suwak w dół. Kontrolując poziom oleju w obiegu olejowym, otwiera się zawór jednokierunkowy 9 regulacji przepływu cieczy oraz zawór napełniania cieczą 11.
Podczas opuszczania suwaka, zawór 11 napełnia go olejem w dużym stopniu, aby umożliwić szybkie opadanie suwaka. Powrót oleju: olej z dolnej komory dwóch cylindrów olejowych jest 10-krotnie zawracany do zbiornika oleju przez elektromagnetyczny zawór przelewowy.
2) Zwolnij suwak. Zasilanie elektrozaworu 8 YV2, zasilanie dwóch zaworów czterodrogowych 14 YV4. Olej; Olej wypływający z pompy olejowej 3, przez zawór 8 do górnej komory dwóch cylindrów olejowych 12, popycha tłoczysko dwóch cylindrów olejowych, przesuwając suwak w dół. Sterując olejem w obiegu olejowym, otwiera się hydrauliczny zawór jednokierunkowy 9. Powrót oleju: olej z dolnej komory dwóch cylindrów olejowych 12 przepływa z powrotem do zbiornika oleju przez sterowany cieczą zawór jednokierunkowy 9 i elektrozawór kierunkowy 8.
3) Utrzymywanie napięcia w systemie. Sterowane przekaźnikiem czasowym KTI, docisk suwaka może być utrzymywany w celu nadania kształtu i wygięcia przedmiotu obrabianego. Czas utrzymywania docisku można regulować.
4) Obniżenie ciśnienia w układzie. Aby zmniejszyć siłę uderzenia wstecznego podczas powrotu suwaka, Yv2 na krótko traci zasilanie przed powrotem suwaka. Najpierw następuje obniżenie ciśnienia w układzie, a następnie powrót suwaka. Czas obniżenia ciśnienia można regulować.
5) Powrót suwaka. Elektrozawór zwrotny 8 zasilania YV3. Pobór oleju: olej wypływa z pompy oleju 3, przez elektrozawór zwrotny 8 i hydrauliczny zawór jednokierunkowy 9, aż do dolnej komory dwóch cylindrów 12, aby popchnąć dwa cylindry. Pręt zaworowy cofa suwak. Jednocześnie olej w kanale olejowym jest kontrolowany przez dwupozycyjny, czterodrożny zawór zwrotny 14, aby otworzyć hydrauliczny zawór jednokierunkowy 11, przygotowując się do powrotu oleju z górnej komory.
Powrót oleju: olej w górnej komorze 12 cylindrów wraca bezpośrednio do zbiornika oleju przez 11 zaworów jednokierunkowych sterujących hydraulicznie, co umożliwia szybki powrót suwaka.
6) Regulacja ciśnienia roboczego układu. W zależności od ciśnienia wymaganego przez części hydraulicznej prasy krawędziowej, można to osiągnąć poprzez regulację pokrętła zdalnego zaworu regulacji ciśnienia 6. Po regulacji, przed opuszczeniem fabryki, należy zablokować pokrywę za pokrętłem i wyregulować zawór wysokiego ciśnienia 5. Maksymalne ciśnienie robocze układu nie powinno przekraczać 20 MPa.
Analiza przyczyn awarii
Poprzez analizę schematu zasady działania i procesu roboczego układu hydraulicznego hydraulicznej prasy krawędziowej, przyczyny powolnej prędkości powrotu suwaka mogą być następujące: 1) cylinder hydrauliczny i tłok nie są ściśle uszczelnione, co powoduje wzajemny nieszczelność między komorą górną i dolną. 2) elektromagnetyczny zawór przelewowy 10 jest zablokowany i nie jest ściśle zamknięty. 3) hydrauliczny zawór jednokierunkowy 9 nie jest na swoim miejscu. 4) zatkanie tego samego otworu tłumiącego rdzeń hydraulicznego zaworu jednokierunkowego 11 prowadzi do słabego powrotu oleju. 5) 8 rdzeń odczytu elektrozaworu odwracającego jest mocno zużyty, co powoduje awarię odwracania.
Diagnostyka usterek i środki zaradcze
1) Przeanalizuj stan roboczy hydraulicznej prasy krawędziowej. Przesuwny blok działa prawidłowo, umożliwiając szybkie dociskanie arkusza materiału, a na zewnętrznej powierzchni cylindra hydraulicznego nie ma wycieków. W związku z tym można wykluczyć, że górna i dolna komora cylindra hydraulicznego nie przeciekają, a hydrauliczny zawór jednokierunkowy 9 nie jest zamontowany.
2) Wyreguluj ciśnienie elektromagnetycznego zaworu przelewowego 10, gdy cylinder przekraczający ciśnienie wykonuje ruch powrotny, a odczyty manometru będą się regularnie zmieniać, tak aby działanie elektromagnetycznego zaworu przelewowego 10 było prawidłowe.
3) Sprawdź i zweryfikuj jednokierunkowy zawór sterujący hydrauliką 11. Nie ma blokady w otworze tłumiącym rdzenia zaworu, a zawór 11 otwiera się i zamyka w miejscu z normalną wydajnością.
Sprawdzając, porównując i weryfikując powyższe warunki, możemy zasadniczo wyeliminować ich wpływ na usterkę, a tym samym wstępnie ustalić, że usterka elektrozaworu 8 jest przyczyną niskiej prędkości powrotnej giętarki. Podczas remontu elektrozaworu 8 stwierdzono, że powierzchnia rdzenia elektrozaworu 8 jest poważnie zużyta, co prowadzi do blokowania elektrozaworu 8 w procesie powrotu YV3, co powoduje konieczność dopływu oleju hydraulicznego do elektrozaworu i sterowania hydraulicznego jednokierunkowego.
A 9-8 cylindrowy, 12-cylindrowy, dolny popychacz napędza blok przesuwny w drodze powrotnej, ponieważ zawór 8 z utratą rdzenia jest poważny, sterowanie kierunkowe nie osiąga wyznaczonej pozycji, a popychanie suwaka powoduje, że ciśnienie oleju hydraulicznego nie jest wystarczające, co powoduje niską prędkość powrotu. Wymień elektrozawór kierunkowy 8, przeprowadź proces próbny, prędkość powrotu wzrośnie, a zawór 1 będzie działał normalnie.
Wniosek
Podsumowując, w celu rozwiązania problemów z prasą krawędziową hydrauliczną konieczne jest poznanie budowy i zasady działania układu hydraulicznego oraz powiązanych z nim podzespołów hydraulicznych, dogłębne zrozumienie działania każdego podzespołu hydraulicznego podczas odpowiedniego cyklu pracy urządzenia hydraulicznego oraz dokładne rozwiązywanie problemów ze sprzętem poprzez obserwację usterek urządzenia.

America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)




