Wprowadzenie prasy hydraulicznej do kucia izotermicznego

Jako ekspert branżowy w dziedzinie maszyn hydraulicznych z przyjemnością podzielę się swoimi spostrzeżeniami na temat wprowadzenia kucia izotermicznego prasy hydrauliczneTe innowacyjne maszyny odgrywają kluczową rolę w procesie kucia, umożliwiając uzyskanie lepszych właściwości materiałów i zmniejszenie zużycia energii. W tym artykule omówię podstawowe zasady kucia izotermicznego, zalety stosowania pras hydraulicznych w tym zastosowaniu oraz ich wpływ na poprawę wydajności produkcji. Zrozumienie cech i zalet pras hydraulicznych do kucia izotermicznego pozwala nam lepiej docenić ich wpływ na współczesną obróbkę metali.
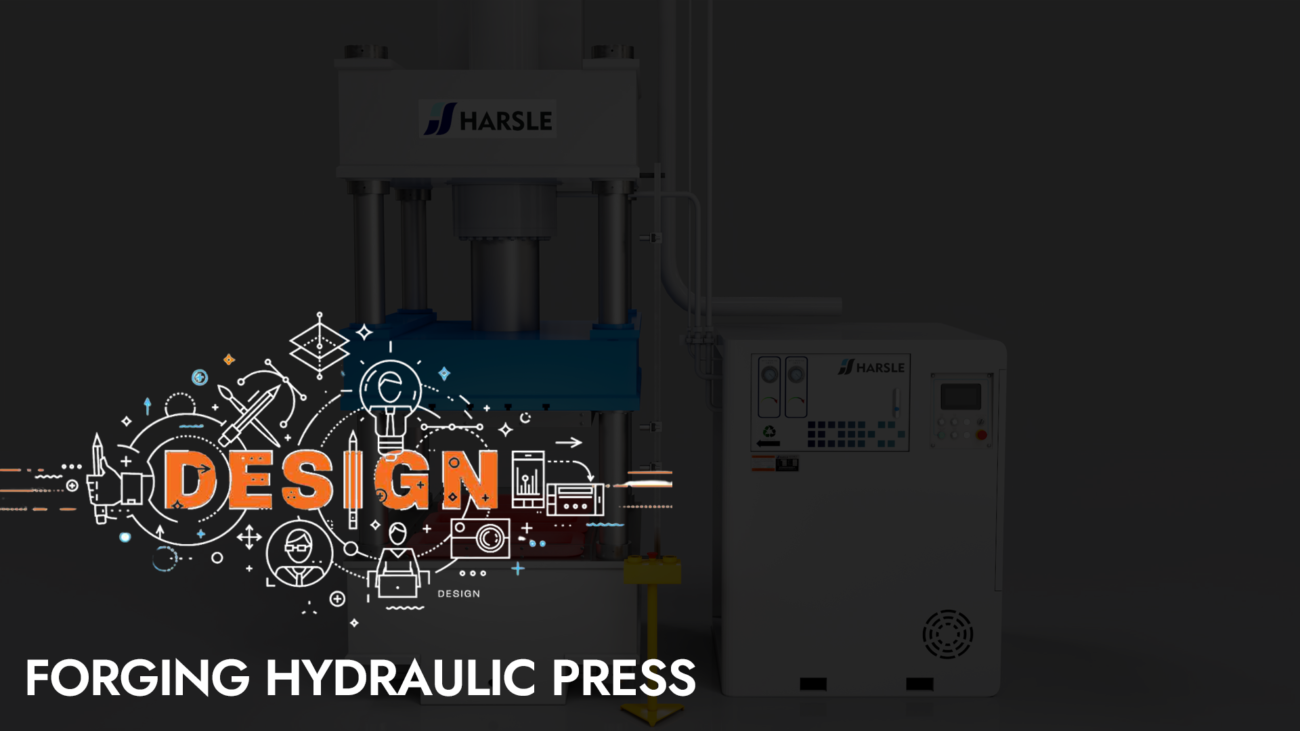
W niniejszym artykule przedstawiono maszynę hydrauliczną przeznaczoną specjalnie do kucia izotermicznego. Kształt urządzenia przedstawiono na rysunku 1. Maszyna hydrauliczna charakteryzuje się wysoką precyzją, odpornością na mimośrodowe obciążenia oraz konstrukcją stołu przesuwnego zaprojektowaną do pracy z dużymi siłami ciągu.
Wprowadzenie do kucia izotermicznego na prasie hydraulicznej

Prasa hydrauliczna do kucia izotermicznego opisana w tym artykule działa następująco: piec grzewczy (wraz z formą) jest zainstalowany na stole roboczym urządzenia, a górna forma jest połączona z suwakiem, który ma być zamocowany. Najpierw forma jest podgrzewana, co trwa zazwyczaj 7-8 godzin. Następnie odkuwka jest umieszczana w formie i podgrzewana do zadanej temperatury, a urządzenie rozpoczyna formowanie. Podczas tego procesu forma i odkuwka są utrzymywane w temperaturze formowania. Na koniec urządzenie jest utrzymywane pod ciśnieniem, aż przedmiot obrabiany i forma ostygną do temperatury pokojowej, a suwak prasy powraca, aby wyjąć gotowe elementy. W związku z tym urządzenie to wymaga długiego czasu pracy prasy hydraulicznej i wysokiej stabilności ciśnienia.
Kluczowa technologia kucia izotermicznego na prasie hydraulicznej
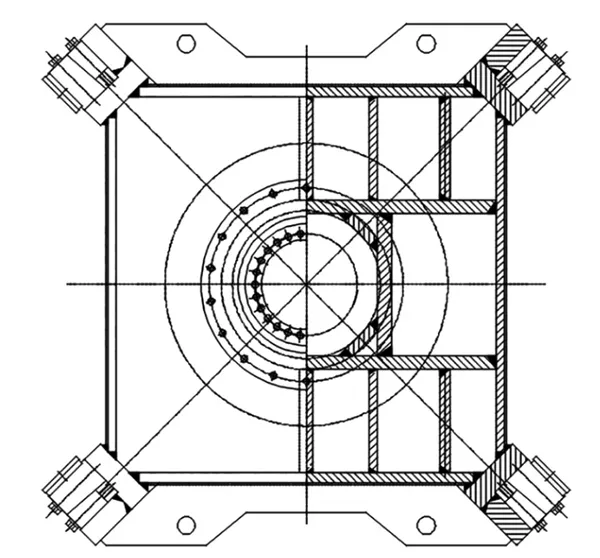
Kadłub posiada dzieloną, wstępnie naprężoną konstrukcję ramową, składającą się z belki górnej, belki dolnej, lewego i prawego słupka, czterech cięgien, nakrętek itp. Belka górna, belka dolna oraz lewy i prawy słupek są wstępnie naprężane nadciśnieniem hydraulicznym poprzez cięgna. Belki są połączone za pomocą klinów pozycjonujących. Belka górna, belka dolna i cztery słupki są zespawane z płyt stalowych i charakteryzują się wystarczającą sztywnością i wytrzymałością.
Prowadnica suwaka wykorzystuje pochyloną, klinową szynę prowadzącą w kształcie litery X, o kącie 45 stopni. Jest ona łatwa w regulacji i charakteryzuje się wysoką dokładnością regulacji, co skutecznie zapobiega wpływowi odkształceń termicznych na precyzję ruchu suwaka, a także zapewnia wysoką odporność na mimośrodowość. Aby zwiększyć odporność na mimośrodowość suwaka i poprawić jego precyzję ruchu, długość prowadnicy suwaka została zwiększona 2,5-krotnie w porównaniu z prasą konwencjonalną.


Aby ułatwić wymianę formy, urządzenie jest wyposażone w mobilny stół roboczy, jak pokazano na rysunku 3. Podczas wymiany formy stół roboczy jest wysuwany z kadłuba, co ułatwia jej podnoszenie. Ze względu na siłę uwalniania elementów kutych izotermicznie sięgającą około 4000 kN, konwencjonalne urządzenie mocujące stół mobilny nie spełnia wymagań dotyczących mocowania. Stół mobilny będzie podnoszony podczas wyjmowania z formy, co uniemożliwi wyjęcie elementów. Dlatego maszyna została specjalnie zaprojektowana z napędem stacji mobilnej i systemem zapobiegającym opasaniu, jak pokazano na rysunku 4.
Aby zapobiec podnoszeniu się stołu mobilnego pod wpływem siły odformowującej, na dwóch słupkach urządzenia zamontowano dwa wsporniki, a lewy i prawy słupek są ze sobą zespawane. Odległość między dolną płaszczyzną wspornika a dolną płaszczyzną słupka jest kontrolowana za pomocą precyzyjnych tolerancji wymiarowych. Gdy platforma mobilna wsuwa się do prasy, między jej górną płaszczyzną a dolną płaszczyzną wspornika kolumny pozostaje niewielka szczelina (0,2–0,3 mm). Po powrocie suwaka i wysunięciu cylindra siła odformowująca powoduje uniesienie stołu mobilnego i dolnej matrycy, uniemożliwiając ruch w górę pod wpływem oporu wspornika kolumny. Siła odformowująca jest przenoszona przez wspornik kolumny. Dzięki tej konstrukcji zapobiegającej opasaniu, szczelina między stacją mobilną a wspornikiem kolumny jest niewielka. Konwencjonalne stacje mobilne typu rolkowego wymagają luzu podnoszenia wynoszącego od 10 do 15 mm, aby zapobiec uszkodzeniu urządzenia pod wpływem siły rolki podczas pracy urządzenia.
Zgodnie z warunkami pracy kucia izotermicznego prasy hydrauliczne Platforma mobilna urządzenia ma konstrukcję przesuwną, a platforma mobilna przesuwa się po szynie prowadzącej i górnej powierzchni belki dolnej. Ponieważ siła tarcia ślizgowego jest większa niż siła tarcia tocznego, siła napędowa stołu mobilnego musi być bardzo duża, a stół mobilny jest napędzany przez tłok-cylinder o dużej sile ciągu. Aby zapewnić stabilną i kontrolowaną prędkość ruchu stacji mobilnej oraz spójność prędkości wsuwania i wysuwania, do sterowania cylindrem napędowym zastosowano sterowany obwód różnicowy, jak pokazano na rys. 5. Gdy tłoczysko jest wysuwane, zawór elektromagnetyczny Y2 nie może być zasilany. Między komorą tłoczyska a komorą beztłoczyskową tworzy się obwód różnicowy, a olej z komory tłoczyska przedostaje się do komory beztłoczyskowej, zwiększając prędkość wyrzutu. Natomiast gdy tłoczysko jest wsuwane, zawór elektromagnetyczny Y2 musi elektrycznie odciąć obwód różnicowy między komorą tłoczyska a komorą beztłoczyskową. W ten sposób przy takim samym natężeniu przepływu wejściowego prędkość pchania i powrotu cylindra jest taka sama.

W systemie sterowania kuciem izotermicznym, główna pompa olejowa wykorzystuje pompę cyfrową, a pętla sterowania wykorzystuje proporcjonalny serwozawór o wysokiej częstotliwości reakcji. Przy niskiej prędkości obrotowej sterownik PLC steruje otwarciem proporcjonalnego serwozaworu o wysokiej częstotliwości reakcji, aby uzyskać stabilny przepływ o małym natężeniu. Aby zapewnić płynną pracę suwaka przy niskiej prędkości obrotowej, specjalnie ustawiona mała pompa olejowa podaje określone ciśnienie do dolnej komory cylindra tłokowego cylindra głównego, dzięki czemu suwak pracuje pod dużym ciśnieniem zwrotnym, zapobiegając w ten sposób wystąpieniu zjawiska „pełzania”. System sterowania kuciem izotermicznym umożliwia stałą regulację prędkości w zakresie prędkości roboczych od 0,02 do 1 mm/s. Ze względu na długi czas utrzymywania ciśnienia w urządzeniu, wymagany przepływ oleju przez układ hydrauliczny jest w tym momencie bardzo mały i konieczne jest jedynie utrzymanie pewnej stabilności ciśnienia. Gdy pompa cyfrowa jest używana do utrzymania ciśnienia w urządzeniu, jej wydajność jest regulowana do minimalnego poziomu, który umożliwia utrzymanie stałego ciśnienia, poprzez sterowanie programem PLC.
Układ elektryczny wyposażony jest w komputer do sterowania przemysłowego, a działania technologiczne i parametry prasy mogą być ustawiane przez komputer, co pozwala na automatyczne sterowanie całym procesem roboczym.
Jednocześnie może rejestrować, przechowywać i drukować różne parametry pracy, w tym następujące aspekty:
⑴Krzywa położenia i czasu oraz dane czterech punktów suwaka;
⑵Średnia pozycja krzywej suwaka-czas i danych;
⑶ wykres ciśnienia i czasu oraz dane dotyczące cylindra głównego;
⑷Wykres zależności prędkości od czasu i dane suwaka.
Aby zapewnić kontrolę i możliwość śledzenia całego procesu produkcyjnego.
Russia-Customer-Feedback-5.jpg)
Russia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)