








Instrukcja obsługi maszyny do formowania dachówek za pomocą wałka
Jako profesjonalista w branży dekarskiej doceniłem wydajność dachówek Wałek Maszyna do formowania. W tym artykule przedstawię podstawowe instrukcje dotyczące obsługi i konserwacji tego wydajnego sprzętu. Prawidłowe zrozumienie i użytkowanie maszyny nie tylko zwiększa wydajność, ale także gwarantuje jakość produkowanych dachówek. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy dopiero zaczynasz swoją przygodę z tym procesem, te wskazówki dostarczą Ci wiedzy niezbędnej do maksymalizacji wydajności i trwałości Twoich dachówek. wałek maszyna formująca.
Funkcje Aplikacja
Stół roboczy maszyny do formowania dachówek ma sześć procesów (np. sześciokątny suwak), obrót stołu roboczego, oprócz poziomu indeksowania mechanicznego, pozycjonowania, a także zestaw precyzyjnego mechanizmu pozycjonującego, który całkowicie zapewnia, że każdy proces tłoczenia, dokładne pozycjonowanie formy stołu roboczego, montaż górnego suwaka matrycy jest konstrukcją skrzynkową, prowadnicą suwaka i górną prowadnicą korpusu, długość styku jest duża, każde tłoczenie górnej matrycy, proces ma drugie tłoczenie wlewka błotnego, że gdy górna matryca po raz pierwszy dociska wykrój płytki na miejscu, górna matryca podnosi się o 10 mm.

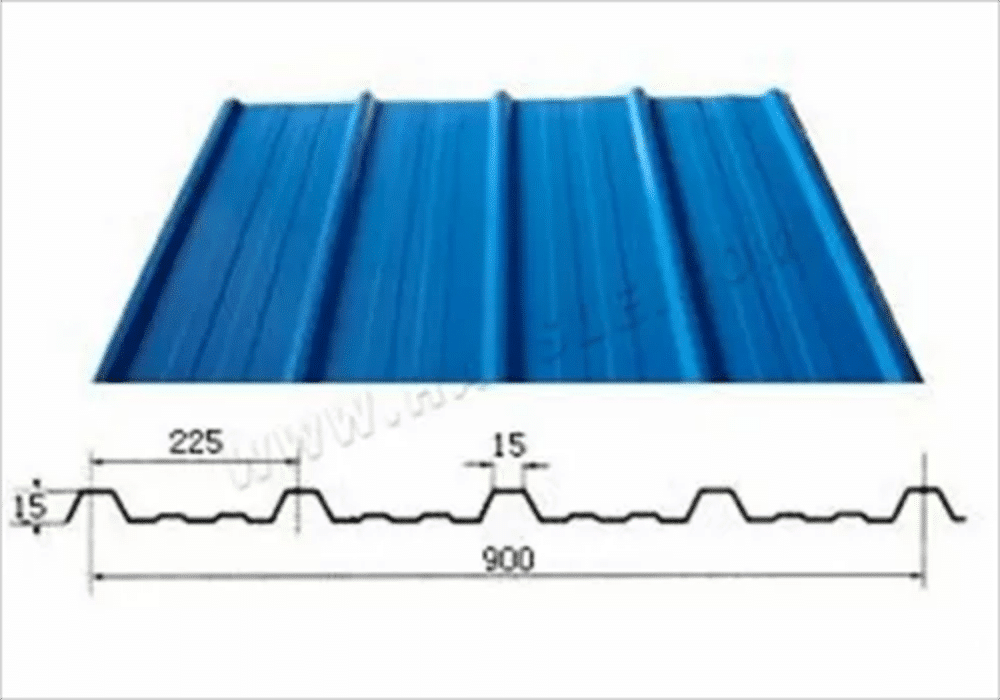
Produkcja blach stalowych w kolorze, produkowanych przez maszyny do walcowania dachówek, jest szeroko stosowana w budownictwie, transporcie i innych gałęziach przemysłu. Branża budowlana jest głównie wykorzystywana do produkcji konstrukcji stalowych, na lotniskach, w magazynach i chłodniach oraz w innych budynkach przemysłowych i komercyjnych, takich jak ściany dachowe i drzwi. Wykorzystanie blach stalowych w budynkach użyteczności publicznej jest mniej powszechne. Zalety blach stalowych w kolorze to dobra odporność na korozję, żywe kolory, piękny wygląd, łatwość obróbki i formowania, a także wytrzymałość, a także niższy koszt.

Prowadzony, czterokolumnowy, szybki, wysokiej jakości sprzęt do formowania kolorowych płytek: wykorzystujący szereg zaawansowanych technologii, korpus maszyny głównej bez spawania, wszystkie elementy zbudowane ze staliwa, dzięki czemu cała maszyna nie ulegnie odkształceniu z powodu „spawania”. Korpus „maszyny głównej” ulega odkształceniu z powodu „naprężeń” spowodowanych „spawaniem”. Siłownik ciśnieniowy maszyny głównej i główna forma do płytek są połączone „tuleją prowadzącą” z „czterema solidnymi hydraulicznymi słupami prowadzącymi” o średnicy 120 mm. „Główna forma do płytek” porusza się pionowo w górę i w dół bez żadnych odchyleń pionowych, co szczególnie chroni główną formę do płytek przed uszkodzeniem, a także znacznie wydłuża jej żywotność.
Stal formowana na zimno
Stal formowana na zimno jest głównym materiałem do produkcji lekkich konstrukcji stalowych i jest wytwarzana z blach lub taśm stalowych formowanych na zimno. Jej ścianki można uzyskać za pomocą maszyn C-beam, co znacznie upraszcza proces produkcji i poprawia jej wydajność. Standardowa metoda walcowania na gorąco jest trudna do uzyskania, ale wymaga skomplikowanych kształtów przekroju poprzecznego dla różnorodnych profili i materiałów.
Po całkowitym opróżnieniu wlewka z gliny, górna forma wciska wlewek na miejsce, po czym powraca do najwyższej pozycji. Dzięki temu forma ma długą żywotność i wysoką jakość prasowanych produktów. Prasy do płytek z kolorowej stali są wyposażone w system smarowania, który automatycznie smaruje wszystkie łożyska nośne, prowadnice mechanizmu przekładni i inne części podczas pracy maszyny.

Cechy maszyny
Pierwsza i druga generacja „automatycznych urządzeń do formowania płytek” wykorzystuje „suwak napędzany cylindrem wahadłowym”. „Siłownik wahadłowy” należy do „urządzeń do formowania płytek kolorowych” i jest uważany za „wyjątkowo delikatny” element. Zbyt duża prędkość formowania powoduje silne uderzenia suwaka i tłumienie drgań, co prowadzi do pęknięć płytek. Był to uporczywy problem w urządzeniach do formowania płytek kolorowych pierwszej i drugiej generacji, dlatego maksymalna prędkość formowania mogła osiągnąć tylko 6 płytek na minutę.
Szybkobieżna prasa do stali kolorowej typu HJ-10 jest prowadzona przez „wbudowany prosty cylinder olejowy”, a stół przesuwny napędzany jest inteligentną technologią buforowania hydraulicznego. Hydrauliczna amortyzacja stołu przesuwnego jest płynnie regulowana, co zapewnia jego płynną, bezpieczną i niezawodną pracę. W konstrukcji urządzenia zastosowano szereg zaawansowanych technologii, zapewniających lepszą stabilność i wydajność w porównaniu z wcześniejszymi generacjami urządzeń do formowania płytek.
Główny korpus maszyny nie jest spawany; jest w całości wykonany ze staliwa. Dzięki temu maszyna nie jest narażona na naprężenia spawalnicze, które mogłyby powodować odkształcenia. Cylinder ciśnieniowy i główna forma do płytek są połączone tuleją prowadzącą z czterema solidnymi hydraulicznymi słupami prowadzącymi o średnicy 120 mm. Zapewnia to precyzyjny ruch pionowy i dłuższą żywotność formy.

Kolorowy dom ze stali to nowa koncepcja ekologicznego i ekonomicznego budownictwa mieszkaniowego, z lekkimi stalowymi belkami dwuteowymi i ceownikami jako szkieletem, płytą warstwową jako materiałem ściennym, standardowymi modułami do łączenia przestrzeni, a elementy są skręcane lub spawane. Dom można łatwo i szybko montować i demontować, co przyczynia się do ogólnej standaryzacji budynków tymczasowych, ustanawiając ideę ochrony środowiska i oszczędności energii, szybkiej i wydajnej budowy oraz wprowadzając domy tymczasowe w obszar rozwoju seryjnego, zintegrowanej produkcji, dopasowanego zaopatrzenia, magazynowania i wielokrotnego obrotu produktów kształtowych.

Urządzenia do formowania dachówek wykorzystują zaawansowane oprogramowanie do automatycznego sterowania, co pozwala na zarządzanie informacjami produkcyjnymi. Cały system automatycznego sterowania wykorzystuje wysoce zintegrowaną sieć, co zapewnia najwyższą wydajność systemu. Ta zaawansowana automatyzacja zapewnia płynniejszą pracę, większą stabilność systemu i większą adaptowalność do współczesnych wymagań produkcyjnych w branży produkcji dachówek.
Urządzenia do walcowania dachówek zapewniają również korzyści w zakresie eksploatacji, konserwacji, usuwania usterek mechanicznych i wymiany form. Popyt rynkowy na te urządzenia koncentruje się głównie na produktach średnich i dużych, ciężkich oraz innych produktach wysokiej klasy. Aby sprostać tym potrzebom, chińskie przedsiębiorstwa produkujące urządzenia do walcowania dachówek znacznie udoskonaliły swoje możliwości badawczo-rozwojowe i innowacyjne. Struktura produktu została dodatkowo zoptymalizowana, a ogólna konkurencyjność rynkowa również znacząco wzrosła, co zapewnia tym maszynom utrzymanie pozycji lidera w rozwoju branży.

Obsługa sprzętu i środki ostrożności
Ręcznie włóż i wyjmij wykrojnik. Procedura pracy: Przed użyciem urządzenia sprawdź, czy wszystkie połączenia są solidne i czy śruby i nakrętki montażowe są odpowiednio dokręcone. Przed włączeniem zasilania lewa i prawa część podwozia powinny być napełnione odpowiednią ilością oleju smarowego. Uruchom maszynę na próbę, najpierw uruchamiając ją bez oleju. Uważnie obserwuj, czy nie występują drgania, nietypowe dźwięki lub brak smarowania w okienku olejowym, i sprawdź, czy wszystkie ruchome części są dobrze dopasowane.
Montaż formy należy rozpocząć dopiero po potwierdzeniu prawidłowego działania. Podczas montażu formy należy odłączyć zasilanie. Za pomocą ręcznego paska napędowego lub dużej przekładni ustaw stół w odpowiedniej pozycji i upewnij się, że siedzisko suwaka unosi się do najwyższego punktu. Najlepiej umieścić twardy przedmiot między stołem a dolną powierzchnią siedziska suwaka, aby zapobiec wypadkom spowodowanym naturalnym upadkiem siedziska suwaka podczas montażu lub regulacji formy.
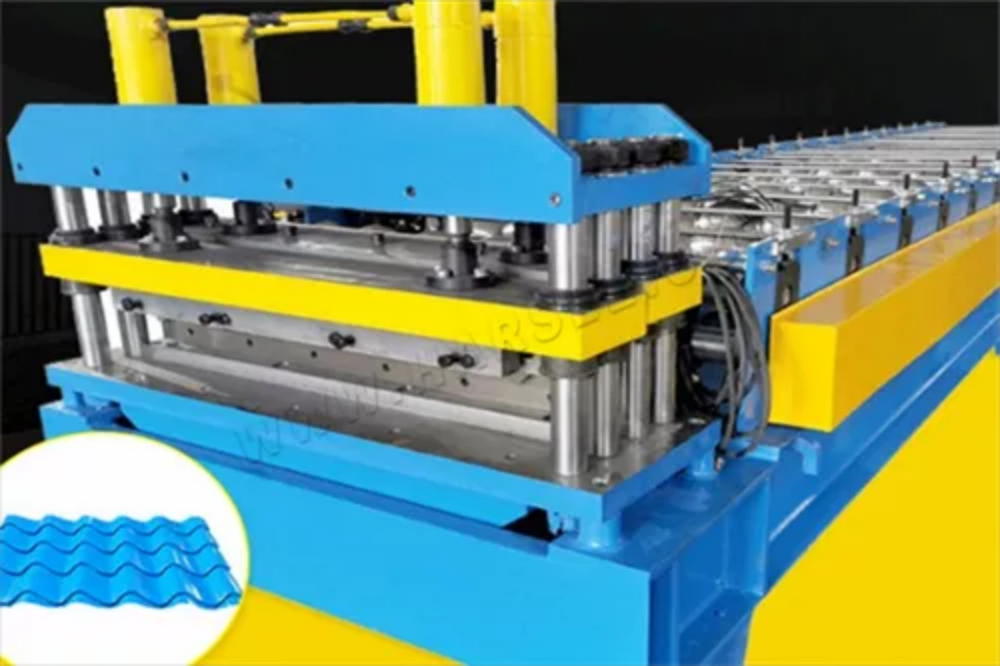
Automatyczna rolkowa maszyna do formowania dachówek może być zainstalowana i używana samodzielnie, ale wymaga ręcznego załadunku i rozładunku kęsów, lub może być wyposażona w automatyczną ramę załadowczą i robota rozładowczego, tworząc linię produkcyjną dachówek z wytłaczarką, rolkową maszyną do formowania dachówek, podajnikiem kęsów i linią transportującą tace dachowe, która w ogóle nie wymaga obsługi ręcznej. Maszyna składa się głównie z lewego i prawego korpusu, dolnego korbowodu, górnej pokrywy, przesuwnego gniazda, prowadnicy sześciokątnej, koła pasowego, mechanizmu przekładniowego, mechanizmu koła rowkowego, mechanizmu krzywkowego, pompy smarowania, układu obiegu oleju, elektrycznej części sterującej itp.
Metoda postępowania z wybiegiem
Proces produkcyjny urządzeń do formowania dachówek nieuchronnie wiąże się z pojawianiem się różnych problemów. Najczęstszym jest problem odchyleń kolorów blach stalowych. Takie odchylenie wpływa na wydajność produkcji maszyn i wskaźnik kwalifikacji produktu, dlatego musimy wiedzieć, jak korygować te błędy.
W pierwszym i ostatnim rzędzie urządzeń do układania płytek stalowych w kolorze, znajdź punkt symetrii, a następnie dokręć obie strony nakrętek zabezpieczających. Poprowadź prostą linię z przodu i z tyłu, przechodzącą przez środek środkowego profilu. Wyreguluj odstęp między osiami górną i dolną, a następnie ustaw maszynę wzdłuż linii prostej. Ostatecznie, usunięcie odchylenia blachy wymaga długotrwałych testów produkcyjnych, ale zachowanie symetrii po obu stronach gwarantuje uzyskanie schludnego kształtu produktu.
Jeśli problem nadal nie zostanie rozwiązany, przed uruchomieniem prasy do płytek stalowych kolorowych należy wyregulować dwa rzędy czterech narożników od dużej ramy, aby upewnić się, że górny koniec dolnej osi ma jednakową wysokość. Od pierwszego do ostatniego rzędu należy sprawdzić, czy można znaleźć linię prostą i czy dolna oś jest wyrównana poziomo. Zarówno lewa, jak i prawa strona dolnej osi powinny pozostać wypoziomowane, aby zapewnić precyzję działania.
W pierwszym i ostatnim rzędzie urządzeń do układania płytek stalowych w kolorze, znajdź punkt symetrii, a następnie dokręć obie strony nakrętek zabezpieczających. Poprowadź prostą linię z przodu i z tyłu, przechodzącą przez środek środkowego profilu. Wyreguluj odstęp między osiami górną i dolną, a następnie ustaw maszynę wzdłuż linii prostej. Ostatecznie, usunięcie odchylenia blachy wymaga długotrwałych testów produkcyjnych, ale zachowanie symetrii po obu stronach gwarantuje uzyskanie schludnego kształtu produktu.

Poprawne debugowanie maszyny do prasowania płytek
Panel szafy sterowniczej
1. Przełącznik pompy oleju służy do sterowania uruchamianiem i zatrzymywaniem pompy oleju. Przed uruchomieniem należy najpierw włączyć pompę oleju, aby zapewnić ciśnienie w układzie hydraulicznym. Po uruchomieniu pompy oleju należy sprawdzić, czy kierunek jej pracy jest zgodny z kierunkiem strzałki. Jeśli nie jest on zgodny, należy zamienić ze sobą dwie z trzech faz zasilania silnika pompy oleju.
2. Pod nożem tnącym, przycisk powrotu służy do sterowania pracą noża. Naciśnięcie przycisku powrotu w dół powoduje wyłączenie go. Należy sprawdzić, czy poziom oleju hydraulicznego w zbiorniku jest zbyt niski i uzupełnić go. Dodatkowo, po opuszczeniu noża tnącego i ponownym uruchomieniu, praca zostanie automatycznie zatrzymana, gdy napotkany zostanie wyłącznik krańcowy.
3. Przełączanie do przodu i do tyłu odbywa się za pomocą falownika sterującego. Prędkość można regulować przełącznikiem wysokiej/niskiej prędkości na panelu. W trybie automatycznym należy ustawić przełącznik prędkości na wysoką prędkość.
4. Użytkownik powinien najpierw ustawić wartość długości i planowaną liczbę, a następnie, używając przycisku [Select], wybrać opcję uruchomienia i nacisnąć przycisk [OK], aby uruchomić urządzenie automatycznie. Gdy liczba wykonanych elementów jest mniejsza od planowanej, system rozpocznie pracę do momentu wyrównania obu elementów; gdy liczba wykonanych elementów jest większa lub równa planowanej liczbie, system rozpocznie pracę i zatrzyma się automatycznie po zwinięciu i odcięciu tylko jednej deski. Naciśnij przycisk [Reset], aby zatrzymać maszynę.

5. Jeśli host nie działa, na wyświetlaczu pojawia się górna strzałka, wskazująca, że frez znajduje się poniżej górnego limitu. Otwórz pompę olejową, frez automatycznie uniesie się na miejsce, a host rozpocznie pracę. Jeśli maszyna główna nie będzie pracować z niską prędkością 150 mm przed zatrzymaniem, nie będzie w stanie zapewnić dokładności walcowania blachy.
6. Nie włączaj pompy olejowej podczas pierwszego wałkowania próbnego, aby uniknąć strat materiału spowodowanych nieprawidłowymi długościami. Po wałkowaniu pierwszego elementu naciśnij przycisk resetowania i zmierz jego rzeczywistą długość linijką. W większości przypadków wystąpi błąd w porównaniu z długością zadaną. Skoryguj błąd, a następnie użyj przycisków [Cięcie w dół] i [Wstecz] na panelu, aby dokończyć cięcie pierwszego elementu. Jeśli nadal występuje stałe odchylenie, skoryguj je, przesuwając zadaną długość. Na przykład, jeśli ustawiono 2000 mm, a rzeczywista długość wynosi 1998 mm, zresetuj długość do 2002 mm.
7. W trybie automatycznym, jeśli konieczne jest tymczasowe zatrzymanie, można nacisnąć klawisz [OK]. W tym momencie system zatrzymuje się i zapamiętuje długość rozwinięcia. Jeśli system uruchomi się ponownie, należy ponownie nacisnąć klawisz [OK]. Jeśli podczas pracy zostanie naciśnięty klawisz [Reset], długość rozwinięcia nie zostanie zapamiętana i należy ją ponownie ustawić w trybie [Progress].
8. Opcja ręczna służy do debugowania maszyny i może być obsługiwana bez udziału użytkownika. Ustawienia w opcji ręcznej są bezpośrednio związane z dokładnością pomiaru i nie mogą być łatwo modyfikowane przez użytkownika.

Uruchomienie Walców
1. Oś wałka górnego i dolnego prasy do płytek powinna znajdować się w tej samej płaszczyźnie, przy czym przeważa koło środkowe, a płaskość nie powinna być większa niż 1 mm.
2. Odstęp między górnym i dolnym walcem każdego rzędu prasy do płytek jest równy, a odchylenie odstępu wynosi + 0,1 mm.

Użyj konwencjonalnego miernika lub stopera do debugowania
Prawidłowe uruchomienie prasy do płytek stalowych kolorowych może wydłużyć jej żywotność i przynieść przedsiębiorstwu odpowiednią wydajność oraz korzyści. Rozsądna i regularna obsługa pozwoli również uniknąć niepotrzebnych wypadków, co jest bardzo korzystne dla operatora. W przypadku urządzeń do płytek stalowych kolorowych, prasy do płytek, należy zastosować metodę debugowania niekontrolowanego ruchu płyty dociskowej, np. poprzez położenie płyty po prawej stronie, dociśnięcie lewego rogu lub ustawienie płyty płasko na prawym dolnym rogu.
Najpierw ustaw maszynę do prasowania kolorowych płytek stalowych przed i za dwoma rzędami czterech narożników zespołu, od dużej ramy do wysokości górnego końca dolnej osi, o tej samej wysokości. Następnie, od pierwszego do ostatniego rzędu, znajdź linię prostą i sprawdź, czy dolna oś jest w linii prostej, a dolna oś po lewej i prawej stronie regulacji jest w poziomie. Znajdź środek pierwszego i ostatniego rzędu sprzętu do produkcji kolorowych płytek stalowych, a następnie zamocuj dwa boki blokującej matki przed dodatnim środkiem środkowego koła.
1. Za pomocą narzędzia poluzuj śruby pozycjonujące za dolnym nożem, aby przygotować nóż macierzysty, w przypadku gdy szczelina jest duża, delikatnie wyreguluj położenie śrub pozycjonujących.
2. Podnieś górny nóż, zwolnij płytkę i opuść górny nóż, aby sprawdzić, czy można go przeciąć.
3. Jeśli można ją odciąć, załóż zapasową wkładkę. Jeśli nie można jej odciąć, kontynuuj regulację, aż zostanie odcięta.
4. Jeśli sama regulacja tylnej części śruby nie pomoże, należy poluzować przednią część śruby, która jest lekko luźna, aby uniknąć dużej liczby luzów spowodowanych niedopasowaniem górnego i dolnego noża oraz żuciem noża.
