Technologia formowania blach – ręczne gięcie blach
W moim praktycznym doświadczeniu formowanie blachy technologia, odkryłem, że instrukcja pochylenie się Obróbka blachy pozostaje podstawową umiejętnością w branży. Pomimo postępu w dziedzinie automatyzacji urządzeń, obróbka ręczna pochylenie się oferuje elastyczność i precyzję, które mogą być nieocenione w przypadku mniejszych projektów lub skomplikowanych konstrukcji. Przez lata doskonaliłem swoje techniki i poznawałem najlepsze praktyki uzyskiwania precyzyjnych gięcia przy jednoczesnym zachowaniu integralności materiału. W tym artykule podzielę się spostrzeżeniami na temat technologii formowania blach, koncentrując się na procesie gięcia ręcznego, jego technikach i wskazówkach, które mogą pomóc zarówno początkującym, jak i doświadczonym wytwórcom osiągnąć sukces w swojej pracy.
Ręczne gięcie blach
Istnieje wiele metod obróbki blachy metodą gięcia. Gięcie ręczne oznacza obróbkę elementów z blachy przy użyciu prostych narzędzi i operacji ręcznych, które obejmują głównie gięcie i zaginanie cienkich blach.
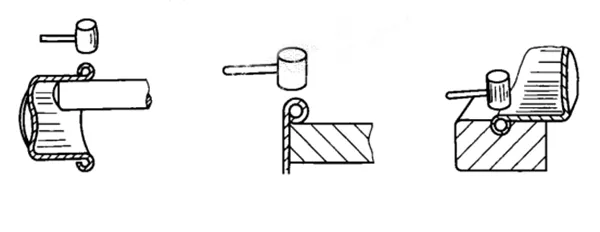
Ręczne gięcie jest jednym z ważnych zadań w obróbce metali, a wiele skomplikowanych elementów z blachy wymaga ręcznego wykonania. Na rysunku przedstawiono kilka typowych kształtów części giętych ręcznie.
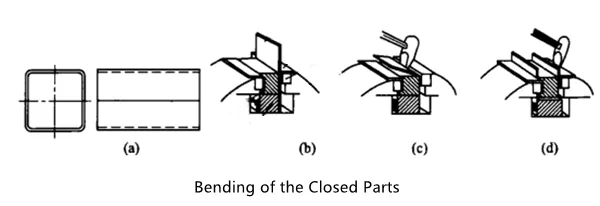
Ręczne gięcie blach jest stosowane głównie do cienkich blach o grubości poniżej 3 mm, a zwłaszcza do blach o grubości 0,6–1,5 mm. Do gięcia grubszych blach często stosuje się metodę obróbki polegającą na miejscowym nagrzewaniu giętego elementu, a następnie gięciu. Elementy obrabiane metodą gięcia blach to zazwyczaj małe i średnie elementy. W produkcji technika ta jest często stosowana do obróbki elementów zamkniętych lub półzamkniętych, które trudno formować za pomocą niewielkiej liczby obrabiarek jednoczęściowych.

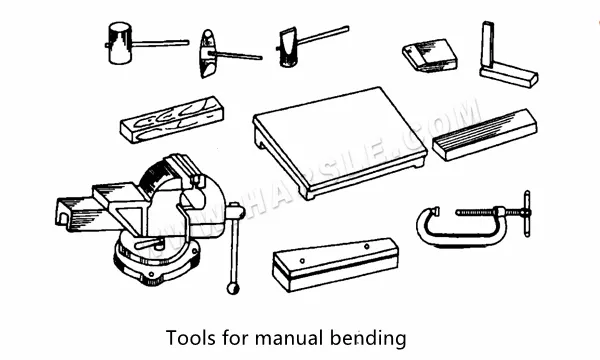
⒈Ręczne narzędzie do gięcia
Narzędzia do ręcznego gięcia obejmują głównie różnego rodzaju młotki, deski drewniane, rogi, żelazne przyrządy pomiarowe, imadła stołowe, zaciski łukowe itp.
⒉Obliczanie długości wykroju krzywej
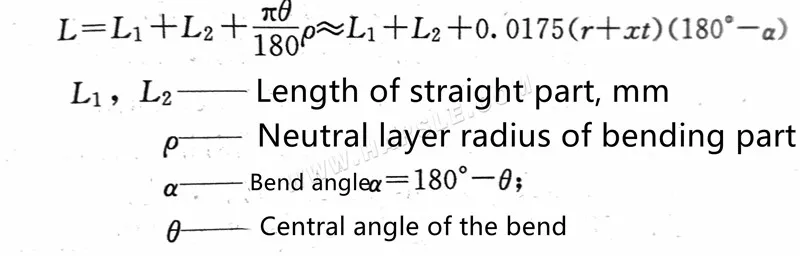
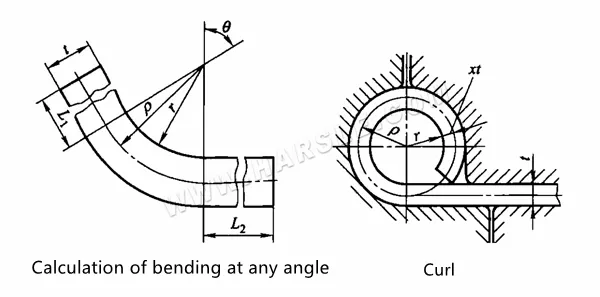
Podczas gięcia arkusza, dokładność wymiaru rozłożonego elementu giętego jest bezpośrednio związana z dokładnością wymiarową giętego przedmiotu. Ponieważ warstwa neutralna gięcia ma taką samą długość przed i po odkształceniu gięcia, długość warstwy neutralnej gięcia jest długością rozłożonego wykroju elementu giętego. Zatem kluczem do obliczenia długości wykroju całego elementu giętego jest sposób określenia promienia krzywizny zakrzywionej warstwy neutralnej. W produkcji do określenia promienia krzywizny p warstwy neutralnej zazwyczaj stosuje się wzór empiryczny.
Po określeniu położenia warstwy neutralnej można obliczyć sumę długości linii prostej i łuku, która jest długością rozłożonego materiału najlepszego elementu. Ponieważ jednak odkształcenie gięcia zależy od wielu czynników, takich jak właściwości materiału, struktura formy, metoda gięcia itp., w przypadku gięcia elementów o złożonych kształtach, większych kątach gięcia i małych tolerancjach wymiarowych, do wstępnych obliczeń w celu określenia próby należy zastosować powyższe wzory. Po wygięciu wykroju, dokładną długość wykroju można określić po zakwalifikowaniu próby gięcia.
● Przy obliczaniu i produkcji elementów giętych pod kątem 90°, gdy kąt gięcia wynosi 90°, do obliczenia długości wydłużenia elementu giętego stosuje się standardową metodę dedukcji, jak pokazano na rysunku 7-3. Gdy grubość blachy wynosi t, promień wewnętrznego kąta gięcia wynosi r, a element gięty jest pusty, należy wydłużyć długość L do
L=a+b—u
W produkcji, jeśli wymagania dotyczące długości giętej części nie są dokładne, rozłożoną długość L giętej części można oszacować za pomocą następującego wzoru (gdzie a i b odnoszą się do długości dwóch prostokątnych boków gięcia, a t jest grubością arkusza).
Gdy promień gięcia r≤1,5t, L=a+b+0,5t;
Gdy promień gięcia wynosi 1,5t
Gdy promień gięcia wynosi 5t
Gdy promień gięcia r>10t, L=a + b—3,5t.
● Obliczanie gięcia pod dowolnym kątem Część gięcia dowolnego kąta gięcia można obliczyć za pomocą następującego wzoru
W przypadku gięcia łańcucha pierogowego o współczynniku r = (0,6–3,5)t, gdy ryż jest gięty metodą matrycy walcowniczej pokazaną na rysunku (-4), stempel przykłada nóż dociskowy do jednego końca wykroju, co różni się od ogólnego gięcia. Ze względu na odkształcenie plastyczne materiał nie jest cieńszy, lecz grubszy. Warstwa pancerza przesuwa się od środka grubości arkusza do zakrzywionej warstwy zewnętrznej, więc współczynnik przemieszczenia warstwy neutralnej jest większy lub równy 0,5.
● Gięcie kątów
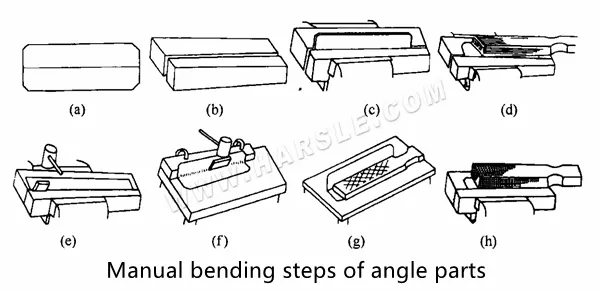
Aby ręcznie zagiąć kątownik, najpierw oblicz jego rozmiar i wydłużenie, a następnie narysuj linię środkową gięcia. Przygotuj dwa moduły lub elementy żelazne dłuższe niż element, upewniając się, że kąt R jest zgodny. Zaciśnij wełnę między tymi dwoma rozmiarami, aby wyrównać ją ze środkiem R, używając gumowej lub drewnianej płytki jako formy. Użyj drewnianych narzędzi, aby równomiernie ukształtować kąt R, delikatnie stukając, aby stymulować i wyeliminować odbicia. Wyrównaj element pod kątem 45° za pomocą drewnianego młotka, a następnie wygładź wszelkie wgłębienia, umieszczając zakrzywiony element na platformie i stukając w wewnętrzną powierzchnię gumową płytką. Na koniec stuknij obrabiany element gumową płytką, aby nadać mu ostateczny kształt.
Jeśli długość przedmiotu obrabianego jest 2-3 razy większa niż długość szczęk, a obie strony przedmiotu obrabianego są dłuższe, po zamocowaniu na platformie można go docisnąć do płyty z rowkiem teowym za pomocą płyty dociskowej, a następnie pod płytą gnącą. Za pomocą listew drewnianych i kwadratowych elementów drewnianych stopniowo wyginaj przedmiot pod żądanym kątem.
W przypadku ręcznego wykonania, jeśli blacha T jest cienka (T ≤ 3 mm) i promień gięcia r ≤ 1,5t, dokładność wymiarów elementu gięcia nie jest wysoka i położenie linii środkowej gięcia można przetworzyć w następujący sposób:
a. Jednostronnie zakrzywione, jego linia środkowa gięcia jest równa wymiarom zewnętrznym części gięcia części części o grubości T, czyli H - T;
b. Dwustronnie zakrzywiony, którego linia środkowa gięcia jest równa wymiarom zewnętrznym miejsca gięcia części, aby zmniejszyć grubość, tj. A-2T. Jednakże długość rozszerzenia L części gięcia należy określić zgodnie z odpowiednim wzorem obliczania rozmiaru.
Podczas gięcia, gięcie wykonuje się po wykonaniu otworu. Gdy rozmiary A i C są zbliżone do rozmiarów A i C, należy najpierw wykonać gięcie, a następnie umieścić zakrzywioną linię środkową w środkowym otworze, a zakrzywiony płód wcisnąć w tygrysa. Szczypce są zagięte po obu stronach. Siła powinna być równomierna i równa sile nacisku podczas gięcia, aby nie rozciągnąć otworów. W przeciwnym razie, aby zapewnić jakość kwadratu pośredniego, należy zastosować metodę obróbki z pierwszego gięcia i przerobienia kwadratowego otworu.
Podczas gięcia, gięcie wykonuje się po wykonaniu otworu. Gdy rozmiary A i C są zbliżone do rozmiarów A i C, należy najpierw wykonać gięcie, a następnie umieścić zakrzywioną linię środkową w środkowym otworze, a zakrzywiony płód wcisnąć w tygrysa. Szczypce są zagięte po obu stronach. Siła powinna być równomierna i równa sile nacisku podczas gięcia, aby nie rozciągnąć otworów. W przeciwnym razie, aby zapewnić jakość kwadratu pośredniego, należy zastosować metodę obróbki z pierwszego gięcia i przerobienia kwadratowego otworu.
Technologia formowania blach – ręczne gięcie blach
Gięcie pojedynczej partii małych, uszczelnionych lub półzamkniętych części giętych za pomocą obrabiarki jest trudne. W takim przypadku często stosuje się gięcie ręczne. Podczas gięcia najpierw narysuj linię gięcia na rozłożonym materiale, a następnie użyj żelaznego sprawdzianu, aby umieścić go w imadle. Podczas zaciskania ustaw żelazny sprawdzian o 2–3 mm wyżej niż płyta nośna, wyrównaj linię gięcia z kątem żelaznego sprawdzianu, a następnie ręcznie uderz w zakrzywioną stronę, aby wygiąć obie strony w kształt litery U. Podczas gięcia siła musi być równomierna, a odstęp w dół musi być zachowany, a na końcu otwór powinien być skierowany w górę, aby można było wygiąć element.
Gięcie blach
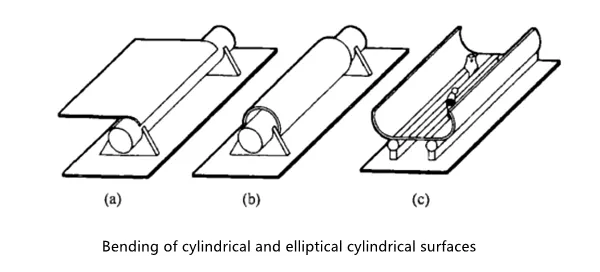
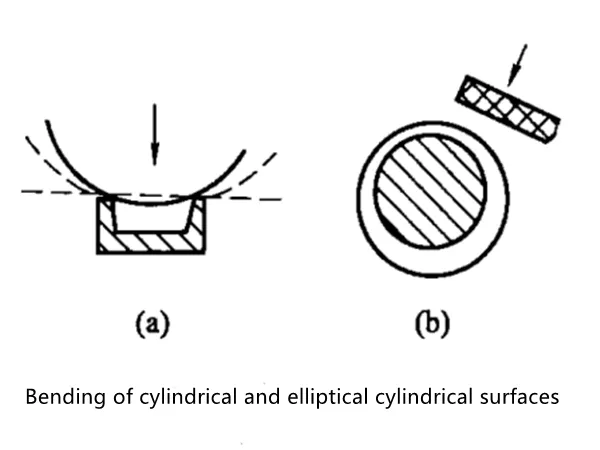
Do typowych kształtów gięcia blachy należą przede wszystkim powierzchnia cylindryczna, powierzchnia eliptyczna i powierzchnia stożkowa.
⒈Gięcie powierzchni cylindrycznych i eliptycznych powierzchni cylindrycznych Proces gięcia powierzchni cylindrycznych i eliptycznych powierzchni cylindrycznych obejmuje kilka procesów, takich jak gięcie wstępne, zaokrąglanie i zaokrąglanie.
Przed gięciem należy narysować na blasze dwusieczną równoległą do osi gięcia, która będzie stanowić punkt odniesienia do późniejszego gięcia. Do gięcia stosuje się dwie równoległe okrągłe stalowe lub stalowe szyny jako formy do gięcia.
Niezależnie od tego, czy gięty materiał to cienka, czy gruba blacha, oba końce powinny być wstępnie wygięte. Podczas gięcia końców okrągłej blachy, blacha powinna być ułożona równolegle do okrągłej blachy; w przypadku cienkich blach stalowych można użyć drewna lub drewna. Młotek wbija się stopniowo do wewnątrz, a gdy spoiny się nakładają, stosuje się spawanie punktowe, a zaokrąglenie wykonuje się po spawaniu. W przypadku grubych blach można użyć młota łukowego i młota kowalskiego do wbijania między dwa okrągłe pręty od obu końców do wewnątrz i spawania spoin po ich zaokrągleniu, a następnie zaokrągleniu.
Gięcie powierzchni cylindrycznych i eliptycznych lub uderzanie młotkiem w ceownik stalowy lub belkę dwuteową, a następnie umieszczanie go na pręcie okrągłym o nieco mniejszej średnicy i dostosowywanie okręgu za pomocą drewnianej linijki.
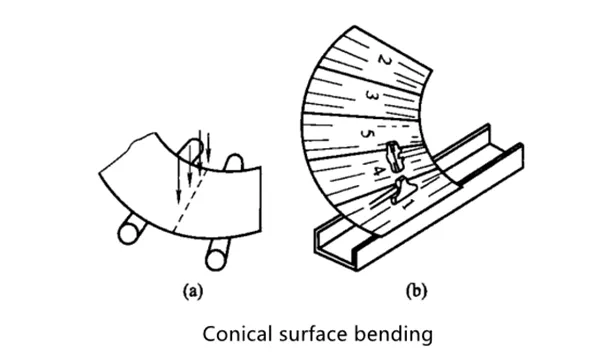
⒉Aby uzyskać przedmiot o kształcie stożka poprzez gięcie powierzchni stożkowej, należy najpierw rozłożyć odpowiedni materiał, a następnie narysować linię dwusieczną powierzchni stożkowej na arkuszu jako punkt odniesienia do kucia i sporządzić model gięcia. Ponieważ krzywizna powierzchni stożkowej jest nierównomierna, należy użyć co najmniej dwóch szablonów w kształcie karty do testowania w odpowiednich pozycjach.
Podczas gięcia, najpierw zamocuj dwa okrągłe pręty o tej samej średnicy, zgodnie z kątem podziału równym narysowanym przez wachlarzowaty kształt. Umieść płytę na pręcie i użyj młotka łukowego i młota kowalskiego, aby wygiąć i uderzyć młotkiem zgodnie z linią prostą. Najpierw zagnij oba końce, a następnie środek. W dowolnym momencie sprawdź za pomocą szablonu, a na koniec umieść go na okrągłym pręcie o nieco mniejszej średnicy w celu korekty.
Jeśli jest on formowany na ceownikach stalowych, należy go kuć w sekcjach zgodnie z kolejnością 1, 2, 3…5, jak pokazano na rysunku, i zgodnie z kierunkiem promienia. Siłę kucia należy zwiększać od góry do dołu, stopniowo zwiększając ją od lekkiego do lekkiego. Po spełnieniu wymagań modelu przez radian i stożek, można wykonać gięcie kolejnego obszaru.
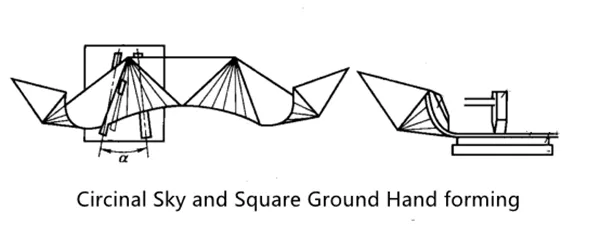
⒊Gięcie elementów w kształcie okręgu nieba. Z powodu formowania okręgu nieba występują płaszczyzny i łuki. Łuk jest nie tylko częścią stożka ukośnego, ale także jeden koniec stożka znajduje się na jego wierzchołku. Jego formowanie jest zazwyczaj wykonywane ręcznie, przekształcając go w piramidę wielokątną i formując wzdłuż linii grzbietu jako linię zagięcia. Część zakrzywionej powierzchni w okręgu nieba staje się powierzchnią wielokątną. Efekt krzywizny zakrzywionej powierzchni jest dodatnio skorelowany z liczbą krawędzi wielokąta.
Lokalne komponenty górnego okręgu często występują w produkcji konstrukcji stalowych. Ponieważ liczba zastosowań jest zazwyczaj niewielka, zazwyczaj stosuje się formowanie ręczne. Podczas formowania najpierw należy uformować powierzchnię zakrzywioną przylegającą do krawędzi, a następnie powierzchnię zakrzywioną w części środkowej. W przeciwnym razie, podczas formowania zakrzywionej powierzchni części końcowej, część krawędziowa zostanie wywinięta do góry z powodu gięcia w środku i zajmie przestrzeń roboczą potrzebną do gięcia, co zakłóci normalny przebieg procesu formowania.
Operacja gięcia lokalnej składowej górnego okręgu jest przedstawiona na rysunku. Kąt między prętami okrągłymi dolnej matrycy wynosi α=10°~15°, a średnica prętów okrągłych wynosi zazwyczaj 25~35 mm. Podczas naciskania młotka gnącego na linię gięcia za pomocą młotka typu Type, siła uderzeń powinna być równomierna, a siła uderzeń powinna być zmieniana z lekkiej na dużą, wraz z różnym promieniem krzywizny każdej linii gięcia. Część łukowa powinna być uderzana lekko, a część kwadratowa – mocno, a łuk powinien być stale kontrolowany za pomocą wyprofilowanego szablonu.
W przypadku gięcia łuków i kątowników, jeśli przedmiot obrabiany przedstawiony na rysunku ma zostać zagięty, linia gięcia powinna zostać narysowana na blasze. Przed gięciem należy obrobić łuki i otwory na obu końcach. Podczas gięcia, należy zamocować blachę w imadle z uszczelką, najpierw zagiąć dwa końce części 1 i 2, a następnie zagiąć łuk przedmiotu obrabianego na okrągłej blasze.

Zagniatanie blach
Aby zwiększyć sztywność i wytrzymałość krawędzi elementu, krawędź elementu jest rolowana. Ten rodzaj pracy nazywa się curlingiem. Istnieją dwa rodzaje curlingu: curling drutowy i curling wklęsły.
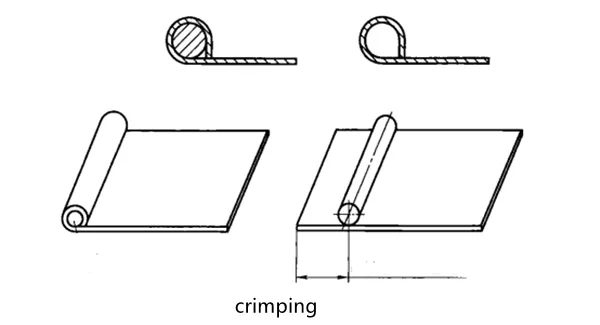
Zagniatanie drutu polega na wsunięciu drutu żelaznego do zwiniętej krawędzi w celu jej wzmocnienia. Grubość drutu żelaznego jest dobierana w zależności od rozmiaru elementu i siły, jaką jest on poddawany. Zazwyczaj średnica drutu żelaznego jest ponad trzykrotnie większa od grubości blachy. Długość L owiniętego drutu żelaznego jest zazwyczaj dobierana jako 2,5-krotność średnicy d drutu żelaznego lub może być obliczona jako L=d/2+2,35(d+t), gdzie d to średnica wewnętrzna zwoju, a t to grubość blachy.
⒈Operacja zaciskania: Poniższy rysunek przedstawia proces zaciskania ręcznego i zaciskania. Poszczególne kroki są następujące.
●Narysuj na pustym kawałku dwie linie zawijające, z których: L1=2,5d; L2=(1/4~1/3)L1. d—średnica drutu
●Umieść półfabrykat na platformie tak, aby rozmiar odsłoniętej platformy był równy L2, naciśnij półfabrykat lewą ręką, a prawą uderz młotkiem w krawędź odsłoniętej platformy, aby wygiąć ją pod kątem 85°~90°, jak pokazano na rysunku.
●Następnie rozciągnij i zegnij półfabrykat, aż krawędź platformy będzie wyrównana z drugą linią zwijania, czyli spraw, aby odsłonięta część platformy była równa L1, i zrób krawędź pierwszego bicia na platformie, jak pokazano na rysunku.
●Odwróć blankiet tak, aby krawędź zwijająca była skierowana do góry, a następnie lekko i równomiernie uderzaj krawędzią zwijającą się do wewnątrz, tak aby zwinięta część stopniowo przybrała kształt łuku, jak pokazano na rysunku.
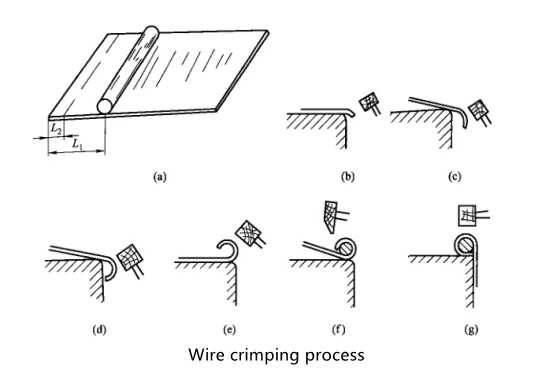
●Włóż drut żelazny do krawędzi zwijającej, zaczynając od jednego końca podczas wkładania, aby zapobiec wysunięciu się drutu żelaznego, najpierw zagnij jeden koniec, następnie włóż sekcję, aby zapiąć sekcję, po czym zapnij lekko, tak aby krawędź zwijająca znalazła się blisko drutu żelaznego, jak pokazano na rysunku.
●Odwróć przedmiot, oprzyj interfejs o krawędź platformy i delikatnie postukaj, aby interfejs zaciął się, jak pokazano na rysunku.
Proces ręcznego zaciskania pustych końcówek jest taki sam, jak w przypadku zaciskania drutu, tzn. drut żelazny jest wyciągany z końca. Podczas wyciągania wystarczy zacisnąć jeden koniec drutu żelaznego i obracać element, jednocześnie go wyciągając. Wyciąganie można wykonać ręcznie lub za pomocą elektronarzędzi, takich jak wiertarka ręczna.
⒉Przykład zaciskania: W rzeczywistym procesie zaciskania często konieczne jest wykonanie innych procedur przetwarzania, przy pomocy form zaciskających.

●Narysuj linie początkową i końcową zgodnie z rozmiarem, a następnie przytnij zadziory na krawędziach drobnym pilnikiem.
●Pociągnij krawędź górnego żelazka łukowego, naciskając linię początkową, aby zagięcie miało kąt 85°~90°, jak pokazano na rysunku; następnie podnieś korpus garnka, aż ostatnia linia będzie równa z górnym żelazkiem i zawiń krawędź.
●Włóż zagięty koniec korpusu garnka do okrągłego pręta żelaznego, a następnie lekko i równomiernie uderzaj zagiętą część młotkiem, aby wygiąć ją do wewnątrz i utworzyć łuk.
●Umieść zwiniętą część na krawędzi platformy i za pomocą młotka stuknij i wypoziomuj górną część.
●Kształtowanie na górnej części żelazka rowkowego przy użyciu zewnętrznej średnicy suchej krawędzi zaciskającej, np. łuku wklęsłego.