








Proces produkcji zlewozmywaków ze stali nierdzewnej

Jako profesjonalista w branży akcesoriów kuchennych, często fascynuje mnie proces produkcji zlewozmywaków ze stali nierdzewnej. Ta skomplikowana podróż przekształca surowe materiały w trwałe i stylowe zlewozmywaki, niezbędne w każdej kuchni. Od starannego doboru wysokiej jakości stali nierdzewnej, po precyzyjną obróbkę i wykończenie, każdy etap odgrywa kluczową rolę w zapewnieniu, że produkt końcowy spełnia zarówno standardy estetyczne, jak i funkcjonalne. W tym artykule przeprowadzę Cię przez poszczególne etapy produkcji, omawiając techniki i kunszt rzemieślniczy związany z tworzeniem tych niezbędnych elementów wyposażenia.
Spis treści
Surowiec – Zakup
● Grubość płyt stalowych powszechnie stosowanych w zlewozmywakach ze stali nierdzewnej wynosi od 0,8 mm do 1,5 mm.
● Fabryka zlewozmywaków kupuje blachy stalowe o różnych szerokościach, zgodnie z potrzebami produkowanych modeli zlewozmywaków. Blacha stalowa jest wysyłana do warsztatu zlewozmywakowego w postaci rolki ważącej.
● Standardowo przycinane blachy stalowe mają szerokość maksymalną 1220 mm i praktycznie nieograniczoną długość.

Laminowanie materiałów
● Ciągliwość blach stalowych jest ograniczona. Aby zapobiec pękaniu lub uszkodzeniu blachy stalowej podczas rozciągania, konieczne jest jej powlekanie na wczesnym etapie obróbki.
● Folia pokrywa tylko jedną stronę blachy stalowej, a podczas kolejnego procesu rozciągania jedna strona folii będzie zwrócona w stronę formy.
● Laminowanie można wykonać przed lub po cięciu.

Cięcie materiału
● W zależności od długości konstrukcji zbiornika, długą płytę stalową należy pociąć na sekcje, aby spełnić wymagania dotyczące rozmiaru wykroju.
● Na rysunku po prawej stronie pracownik obsługuje przełącznik rolkowy tak, aby folia ochronna i płyta stalowa przeszły przez strefę zagęszczania rolkowego w tym samym czasie, a laminowanie zostało ukończone za pomocą nacisku.
● Gdy powlekana blacha stalowa przechodzi przez ostrze gilotyny, pracownik naciska przełącznik gilotyny w razie potrzeby, aby rozbić blachę stalową i uzyskać surowiec o rozsądnych rozmiarach.

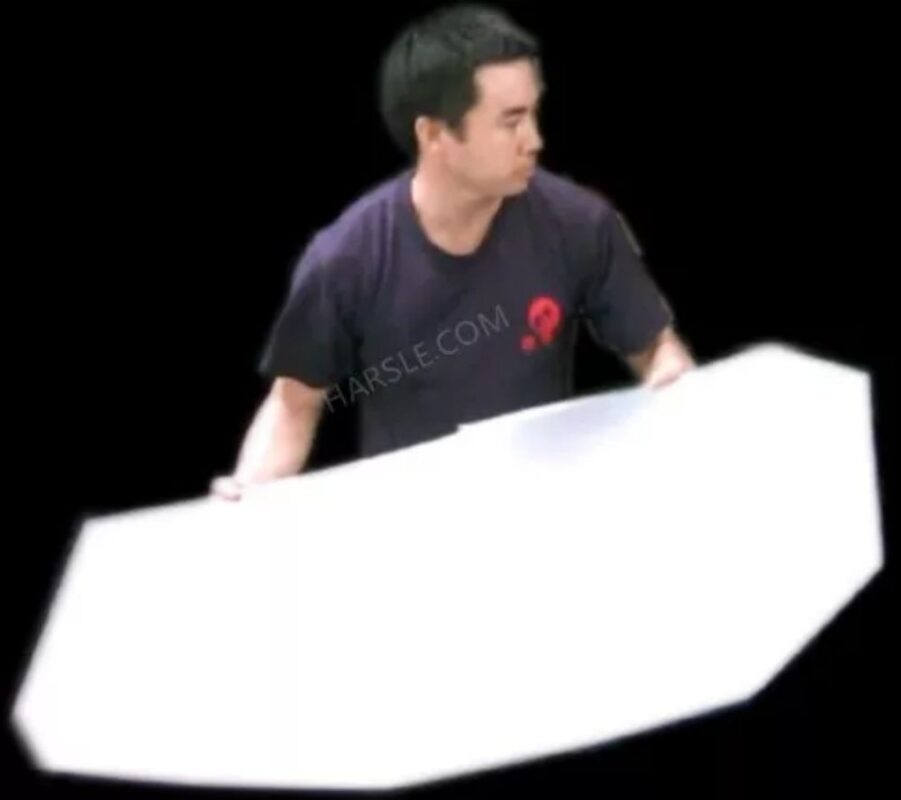
Cięcie kątowe materiału
● Wycięty arkusz ma teraz kształt regularnego prostokąta. Aby mniej więcej dopasować go do wyglądu zlewu, konieczne jest również wciśnięcie arkusza w nożyce do cięcia.
● Gotowy arkusz ma zazwyczaj kształt wielokąta i może mieć krawędzie w kształcie łuków.
Pierwszy rysunek – farba olejna
● Nanieść olej rozciągający równomiernie na obie strony powlekanego i ciętego arkusza.
● Wytłaczany olej pomaga równomiernie rozprowadzić płytę, zmniejszając ryzyko pęknięć spowodowanych rozciąganiem i wydłużając żywotność formy i prasy.

Pierwszy rysunek- rysunek
● Umieść płytę stalową na stole prasy.
● Na górnej i dolnej płycie stołu roboczego znajdują się otwory. Forma do wyrobu znajduje się w otworach dolnej płyty stołu (zacieniowany na czerwono obszar po prawej stronie).
● Po naciśnięciu wyłącznika silnika, górna płyta stopnia hydraulicznego zostaje opuszczona, a cały stół opada.
● Podczas procesu wgłębiania, poziome położenie matrycy pozostaje niezmienione, dzięki czemu blacha stalowa jest wypychana ku górze, aby dokończyć rozciąganie formy. Głębokość pierwszego tłoczenia musi wynosić co najmniej 80% całkowitej głębokości projektowej.

Forma jednokomorowa, 400T
Forma dwumisowa, 800T
Pierwszy rysunek – Czyszczenie
● Zdejmij wstępnie uformowaną miskę i wyczyść stół zanieczyszczony olejem do spuszczania.
● Pierwszy zlew ciągnący zostanie wysłany do miejsca czyszczenia w celu usunięcia powłoki, a pozostały olej ciągnący zostanie zmyty w celu przygotowania do procesu wyżarzania.

Wyżarzanie - Powód
● Ze względu na krajową procedurę rysowania, jeśli głębokość projektowa zbiornika na wodę jest mniejsza niż 160 mm, idealną głębokość można uzyskać na podstawie jednego rysunku.
● Gdy głębokość zlewu osiągnie 180–250 mm, prawdopodobieństwo pęknięcia blachy ze stali nierdzewnej w wyniku jednego ciągu znacznie wzrasta.
● Aby spełnić wymagania dotyczące głębokości, w tym momencie konieczne jest wyżarzanie i ciągnienie wtórne.

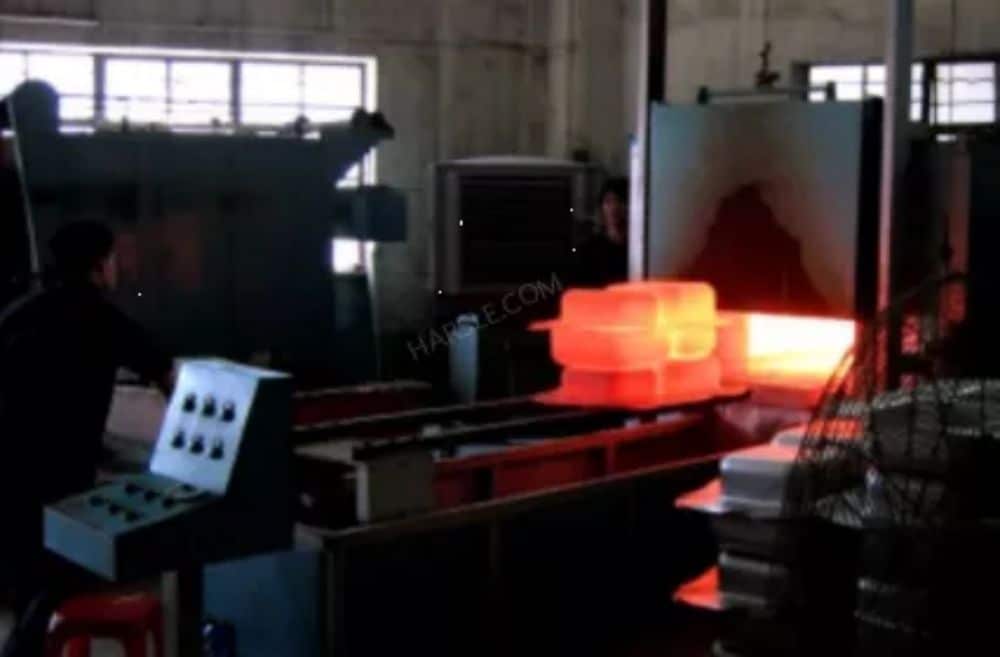
Wyżarzanie- linia do wyżarzania
● Wyżarzanie pozwala przywrócić funkcjonalność blach ze stali nierdzewnej poddanych dużym naprężeniom.
● Sama linia wyżarzania to linia wysokotemperaturowa o długości 20 metrów, a temperatura pieca wynosi około 1150°C. Obie strony to wejścia i wyjścia, a wylewki są transportowane w jednym kierunku kolejką linową lub taśmociągiem. Możliwe jest jednoczesne usprawnienie pracy około 30 wylewek.
● Procesy wyżarzane obejmują również rozmagnesowanie. Eliminuje to właściwości magnetyczne stali nierdzewnej wynikające z rozciągania.

Piec do wyżarzania
● Wiele zakładów wyżarzania nie posiada własnych linii wyżarzania, lecz zleca wyżarzanie zewnętrznym zakładom wyżarzania.
● Czasami zakłady utylizacji odpadów wykorzystują również piece do wyżarzania w celu realizacji alternatywnych funkcji, zależnie od potrzeb.
Drugi rysunek
● Po wyżarzeniu zlew zostanie wytłoczony za pomocą prasy hydraulicznej i formy
● Drugi rysunek musi być narysowany w całości na głębokość projektu.

Cięcie krawędzi
● Po wyciągnięciu produktu, na krawędzi blachy stalowej nie występuje skurcz. W tym momencie gotowy produkt należy przyciąć.
● Podczas przycinania należy zarezerwować pozycję montażu usztywnienia górnego basenu.

Uderzenie
● Otwory odpływowe i przelewowe wycinane są na specjalnych formach i stemplach.
● Zgodnie z rzeczywistymi warunkami płyty i dziurkowanie sprzętu, konieczne może okazać się wykonanie obróbki zadziorów na każdej sekcji.

Spawanie walcowe i spawanie doczołowe
Ten krok można pominąć, jeśli wybierzesz formę z dwiema miskami
● Jeżeli jest to dwuszczelinowa umywalka z ruchomą misą/spawanym dnem, należy ją zespawać z górną płytą zlewu po wybiciu otworu.
● Spawanie rolkowe zwykle wykonuje się za pomocą maszyn CNC, ale może być również wykonywane ręcznie przez pracowników.
● Jeśli to jest tyłek spawalniczy zlew, wymagane jest spawanie czołowe obu stron zlewu.
● Spawanie doczołowe jest rzadkością w naszej ofercie. Cechą charakterystyczną jest linia spawania pośrodku dwóch komór.

Zgrzewanie punktowe żeber wzmacniających
(Ten krok można pominąć, jeśli wybierzesz formę z dwiema miskami)
● Do spawania żeber/haków należy używać zgrzewarki laserowej.
● W zależności od ustawień sprzętu, każde spawanie punktowe generuje około 3 połączeń lutowniczych. Usztywnienia prętów wymagają kilkukrotnego spawania punktowego w różnych miejscach.
● W zależności od wymagań kupującego, czasami stosuje się żebra/haki wzmacniane klejem.

Obróbka powierzchni – polerowanie dna zlewu
● Szorowanie (szczotkowanie), piaskowanie (elektroliza), polerowanie (lustrzane) i tłoczenie.
● Proces szorowania (szczotkowania) jest tutaj szczegółowo opisany.
● Szlifowanie dzieli się na trzy lub cztery sekcje, w zależności od różnic pomiędzy zbiornikiem i sprzętem.
● Pierwszą rzeczą, którą należy wypolerować, jest spód zlewu.

Polerowanie ściany zlewu
● Następnie polerujemy ściankę zlewu

Polerowanie części stawowej
(Ten krok można pominąć, jeśli wybierzesz formę z dwiema miskami)
● W zależności od stopnia automatyzacji zakładu produkującego zlewy, proces ten jest czasami stosowany w celu zmniejszenia zapotrzebowania na umiejętności polerowania pracowników.
● Ponieważ dwie sąsiadujące ze sobą powierzchnie są polerowane w różnych kierunkach, na przecięciach tekstur często pojawiają się chaotyczne linie.
● Użyj tarcz ściernych, aby usunąć nierówności między dwiema pionowymi powierzchniami.

Polerowanie górnej płyty
● Na koniec procesu szlifowania polerowana jest górna płyta, co ma na celu usunięcie spoin czołowych, linii spawania i wad powierzchni widocznych na korpusie garnka.

Wybijanie otworów fasetowych
● Wykopać otwór na baterię zgodnie z wymaganiami zamówienia.
● Proces ten charakteryzuje się dużym stopniem swobody i można go pominąć zgodnie z wymaganiami zamówienia lub wykonać przed jakimkolwiek procesem spawania.

Logo stemplujące
● Znakowanie zlewozmywaków ze stali nierdzewnej odbywa się głównie za pomocą dwóch metod: laserowej i szablonowej (patrz rysunek po prawej).
● Wsuń zbiornik na wodę całkowicie do ustalonej pozycji, aby zapewnić spójność narysowanej pozycji.

Znakowanie laserowe
● Do znakowania należy stosować metodę grawerowania laserowego.
● Oprócz całkowicie zautomatyzowanego znakowania laserowego dostępne są również niedrogie systemy znakowania laserowego z pozycjonowaniem ręcznym (patrz po prawej).
● Umieść folię półprzepuszczalną z logo marki w wyznaczonym miejscu oznakowania i użyj ręcznego nadajnika laserowego, aby oświetlić ją z zerowej odległości.
● Promień lasera przechodzi przez przepuszczającą światło część półprzepuszczalnej folii i wypala się na powierzchni stali nierdzewnej.

Naprawa
● Drobne uszkodzenia występujące we wszystkich procesach produkcyjnych mają istotne znaczenie dla wartości komercyjnej. Są one wysyłane na miejsce naprawy przed procesem natryskiwania i naprawiane ręcznie przez pracowników.

Malowanie natryskowe
● Wykonaj zabieg oprysku od spodu.
● Cel natryskiwania jest potrójny: 1. Aby lekkie i cienkie zlewy zyskały na wadze; 2. Aby zakryć ślady przypaleń powstałe w wyniku wyżarzania i innych przyczyn; 3. Aby zapobiec zjawisku kondensacji w środowisku kuchennym.
●Obecnie domowe środki natryskowe to zazwyczaj tylko farba. W rzeczywistości nie posiadają one funkcji antykondensacyjnej.
● Oprócz natryskiwania, trawienie usuwa również przypalenia powstałe w wyniku wyżarzania.

Czyszczenie i pakowanie
● Zakres prac czyszczących obejmuje usuwanie pozostałości oleju, usuwanie brudu i przedniej części sprayu, usuwanie ściernicy i zanieczyszczeń ze stali nierdzewnej, usuwanie odcisków palców i innego kurzu.
● W zależności od wymagań zamówienia, zlewozmywaki mogą być pakowane w uchwyty, duże pudełka lub nawet opakowania detaliczne.

Składowanie
● Na koniec należy umieścić produkt w magazynie i oczekiwać na jego dostarczenie do miejsca wskazanego przez zamawiającego.
