








Przewodnik po najlepszych metodach i środkach ostrożności dla giętarek CNC

Jako osoba doświadczona w obróbce metali wiem, jak ważne jest zrozumienie różnych metod i środków ostrożności podczas stosowania Maszyna do gięcia CNCW tym przewodniku przedstawię najlepsze techniki precyzyjnego gięcia oraz ważne środki bezpieczeństwa, o których należy pamiętać. Niezależnie od tego, czy jesteś doświadczonym profesjonalistą, czy dopiero zaczynasz przygodę z obróbką CNC, opanowanie tych metod pomoże Ci zwiększyć wydajność i uniknąć kosztownych błędów. Ten przewodnik zawiera wszystko, co musisz wiedzieć, aby zoptymalizować swoją pracę. Maszyna do gięcia CNC stosowanie w celu uzyskania najlepszych rezultatów.
CNC prasa krawędziowa Gięcie blachy na różne sposoby, ze względu na zasadę zróżnicowanej i wielorakiej klasyfikacji. Niniejszy artykuł dotyczy procesu gięcia, w którym względne położenie górnej i dolnej matrycy oraz gięcie w kształt różnych detali kilku popularnych metod gięcia, a także szczegółów procesu gięcia i środków ostrożności.
Spis treści

Przede wszystkim, ze względu na różne względne położenia górnej i dolnej formy podczas obróbki gięcia, obróbka gięcia dzieli się na dwie formy gięcia szczelinowego i gięcia dolnego. Charakterystyka i różnice między nimi są następujące.

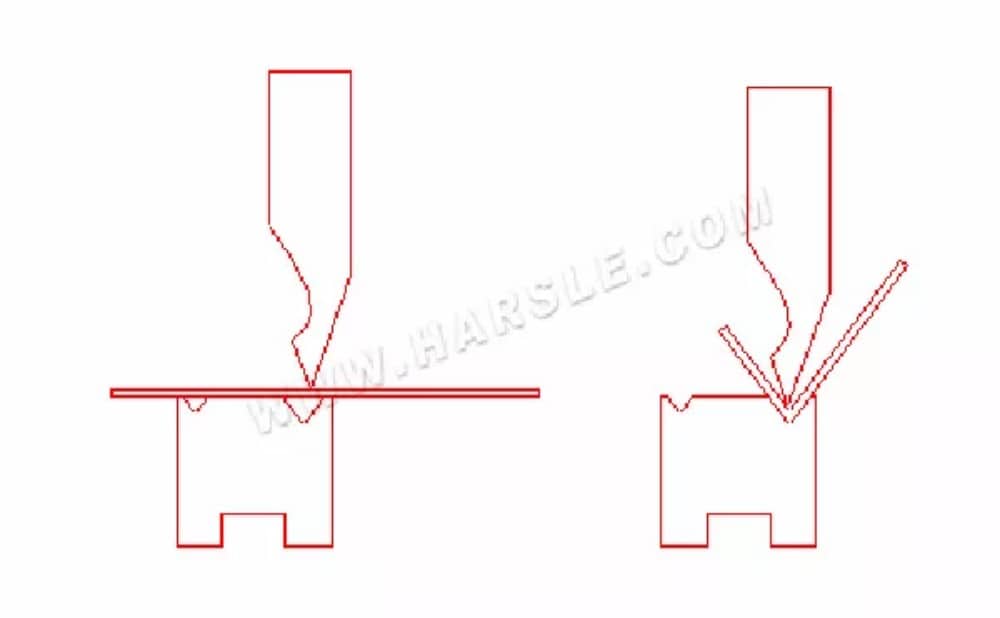
● Gięcie szczelinowe
Giętarka CNC w procesie gięcia nie naciska na górną i dolną matrycę. Poprzez regulację głębokości wsunięcia górnej matrycy w otwór dolnej matrycy, uzyskuje się wymagany kąt gięcia. Ta metoda gięcia nazywana jest gięciem szczelinowym. Im głębiej górna matryca wsuwa się w dolną, tym mniejszy kąt gięcia; odwrotnie, tym większy. Ze względu na elastyczność materiału, podczas gięcia należy również rozważyć zastosowanie nadmiernego gięcia, aby kontrolować odbicia.

Zaletą gięcia szczelinowego jest możliwość użycia mniejszej liczby matryc, co pozwala na uzyskanie różnych kątów gięcia, a wymagane ciśnienie obróbki jest niewielkie. Zazwyczaj, aby uzyskać najlepszy efekt gięcia, stosunek grubości materiału B do szerokości V dolnej matrycy w kształcie litery V można dobrać w następujący sposób.
1. grubość materiału poniżej 12,7 mm, B:V wynosi 1:8.
2. Jeśli grubość materiału wynosi 12,7~22,2 mm, stosunek B:V wynosi 1:10.
3. Jeżeli grubość materiału przekracza 22,2 mm, stosunek B:V wynosi 1:12.
Powyższe trzy współczynniki to standardowe współczynniki narzędziowe, materiał to stal niskowęglowa o wytrzymałości 43,4 kg/mm2. Podczas przygotowywania programu obróbki gięcia powyższe parametry można ustawić w systemie CNC, a system automatycznie wygeneruje program obróbki.

● Naciśnij dolne gięcie
Giętarka CNC wykorzystuje prasę do gięcia dolnego, dociskającą płytę między górną a dolną matrycą, aby uzyskać wymagany kąt gięcia i promień gięcia. Giętarka CNC do gięcia dolnego nadaje się do obróbki blach o grubości 2 mm lub mniejszej w produkcji średnich i dużych partii. Jej promień gięcia jest mały, co przekłada się na wysoką dokładność gięcia i dobrą precyzję. Należy zauważyć, że ciśnienie robocze podczas gięcia dolnego jest większe niż ciśnienie robocze podczas gięcia szczelinowego, zazwyczaj trzykrotnie większe.

Kąt dolnej formy do gięcia powinien być dostosowany do kąta i materiału blachy. Zazwyczaj w przypadku gięcia dolnej stali miękkiej kąt górnej i dolnej matrycy powinien być zgodny z wymaganym kątem blachy. Zastosowanie metody gięcia dolnej, stosunek formy, czyli grubości materiału blachy B, do odległości otworu dolnej matrycy V, wynosi B:V = 1:6.

Określ tonaż roboczy procesu gięcia, górną i dolną matrycę, aby uzyskać odkształcenie plastyczne materiału. Tonaż roboczy to nacisk gięcia podczas gięcia. Na określenie tonażu roboczego wpływają następujące czynniki: promień gięcia, sposób gięcia, współczynnik formy, długość kolanka, grubość i wytrzymałość giętego materiału. Zazwyczaj tonaż roboczy można dobrać zgodnie z poniższą tabelą i ustawić w parametrach obróbki.
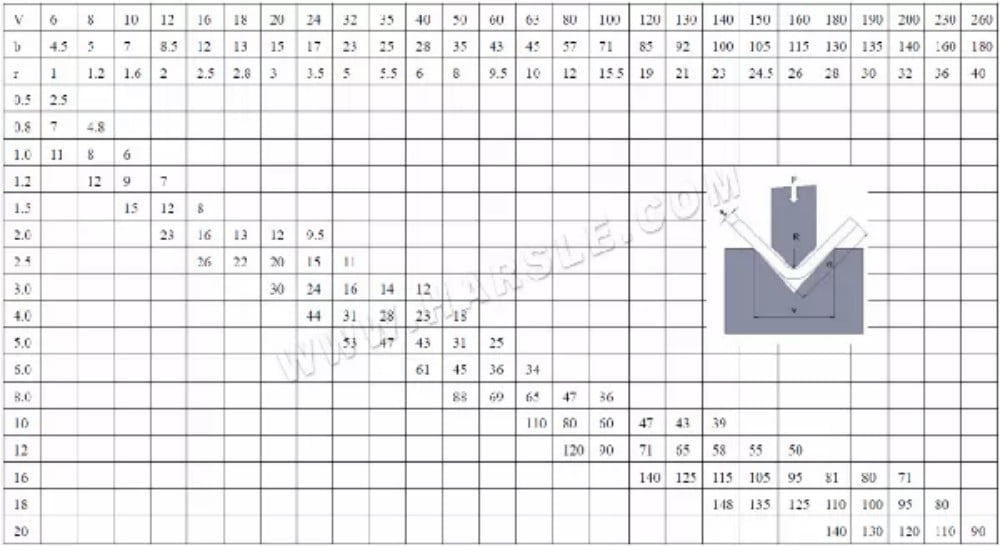
1. Wartość z tabeli dla długości jednego metra arkusza przy nacisku gięcia: Przykład: S = 4 mm L = 1000 mm V = 32 mm Sprawdź tabelę, aby uzyskać P = 330 kN
2. Niniejsza tabela została obliczona na podstawie wytrzymałości materiału σb = 450N/mm2, przy gięciu innych różnych materiałów, nacisku gięcia dla danych w tabeli oraz iloczynu następujących współczynników: brąz (miękki): 0,5; stal nierdzewna: 1,5; aluminium (miękkie): 0,5; stal chromowo-molibdenowa: 2,0.
3. Wzór na przybliżony nacisk gięcia na giętarce CNC: P = 650s2L/1000v, gdzie jednostką każdego parametru jest P – kN, S – mm, L – mm, V – mm.
Ze względu na różne kształty powstające po procesie gięcia, proces gięcia dzieli się na gięcie w kształcie litery L, gięcie w kształcie litery N, gięcie w kształcie litery Z, spłaszczanie w kształcie odwrotnym, prasowanie sprzętu i inne formy. Poniżej przedstawiono cechy i różnice.
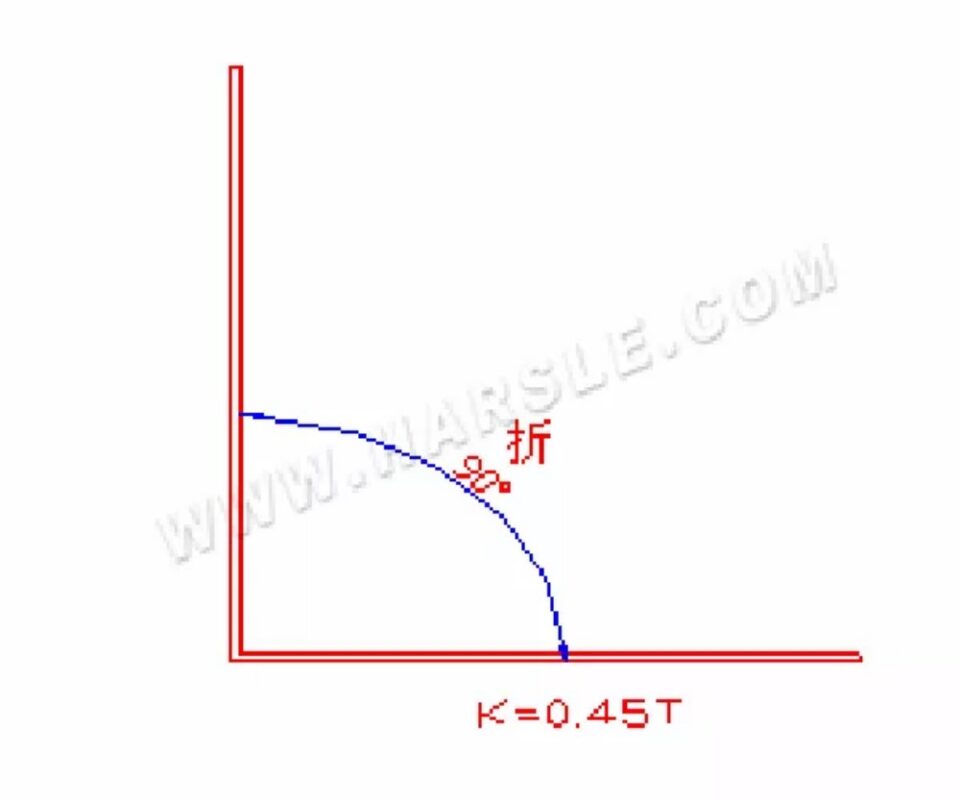
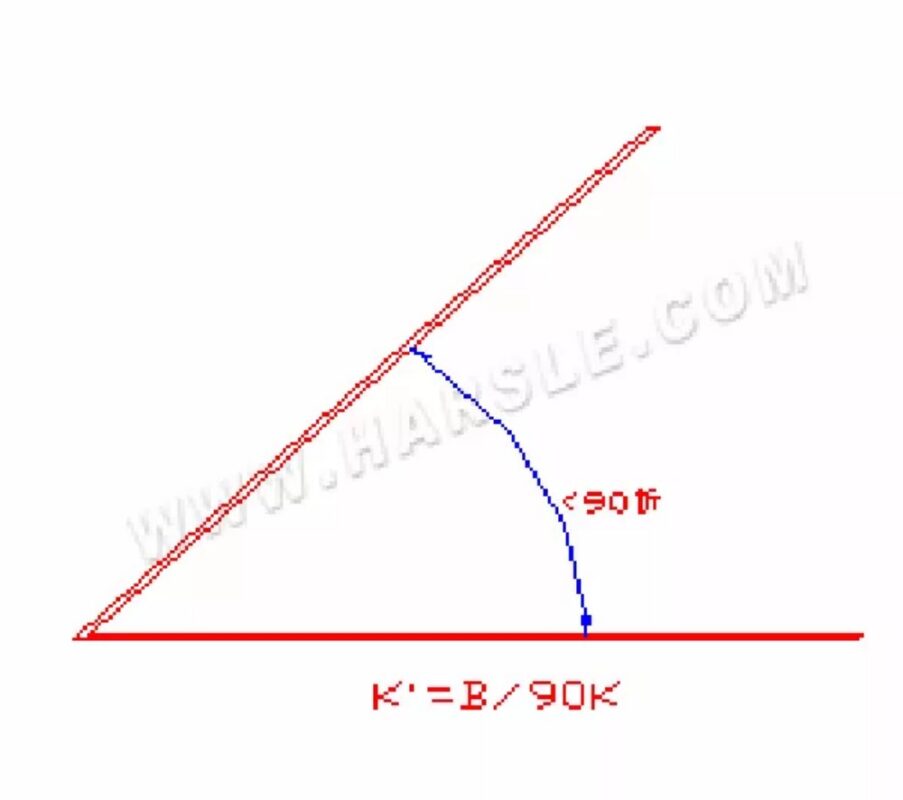
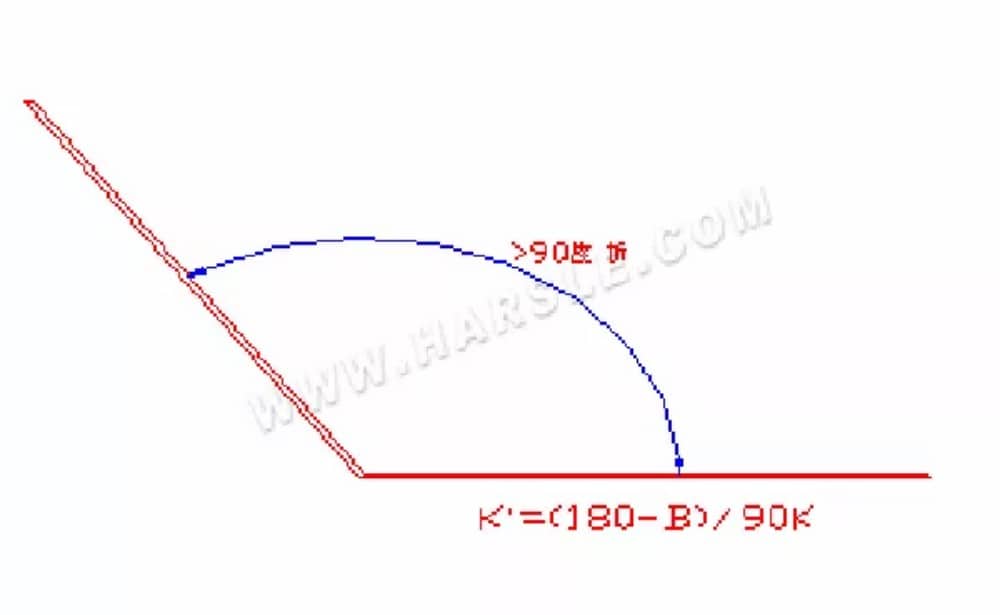
● Złożenie w kształcie litery L
Ze względu na kąt dzieli się na 90˚krotne i nie90˚krotne. Ze względu na sposób obróbki dzieli się na obróbkę ogólną (L>V/2) i obróbkę specjalną (L).
1. Formę dobiera się w zależności od materiału, grubości płyty i kąta formowania.
2. Zasada pozycji pochylonej.
①Jako zasadę stosuje się dwa wskaźniki po zdefiniowaniu, a do pozycjonowania wykorzystuje się kształt przedmiotu obrabianego.
② Wykonaj pomiar po zdefiniowaniu położenia, zwróć uwagę na skos i sprawdź online, jaki jest rozmiar gięcia przedmiotu obrabianego w tym samym środku.
③ Małe zginanie, lepsza obróbka zapobiegająca zginaniu.
④Lepiej jest oprzeć się na środku tylnej części stałego wskaźnika. (Pozycja pochylona po stałym wskaźniku nie jest łatwa do odkształcenia).
⑤Lepiej jest pochylić stronę bliżej tyłu stałego wskaźnika.
⑥Lepiej jest, jeśli masz dłuższą stronę.
⑦Używanie szablonu w celu ułatwienia pozycjonowania (nieregularne pozycjonowanie przy skośnych krawędziach).
3. Uwaga: Należy zwrócić uwagę na metodę obróbki i ruch tylnego zderzaka w różnych metodach obróbki. Podczas gięcia, gdy forma jest zamontowana, tylny zderzak powinien być cofnięty, aby zapobiec deformacji przedmiotu obrabianego podczas gięcia. W przypadku gięcia wewnętrznego dużych przedmiotów obrabianych, ze względu na ich większy kształt i mniejszy obszar gięcia, trudno jest nałożyć narzędzie na obszar gięcia, co utrudnia pozycjonowanie przedmiotu obrabianego lub jego uszkodzenie. Aby temu zapobiec, można dodać punkt pozycjonowania w kierunku wzdłużnym obróbki, tak aby oba kierunki pozycjonowania były skoordynowane, co ułatwia pozycjonowanie i poprawia bezpieczeństwo obróbki, a także zapobiega uszkodzeniu przedmiotu obrabianego i zwiększa wydajność produkcji.
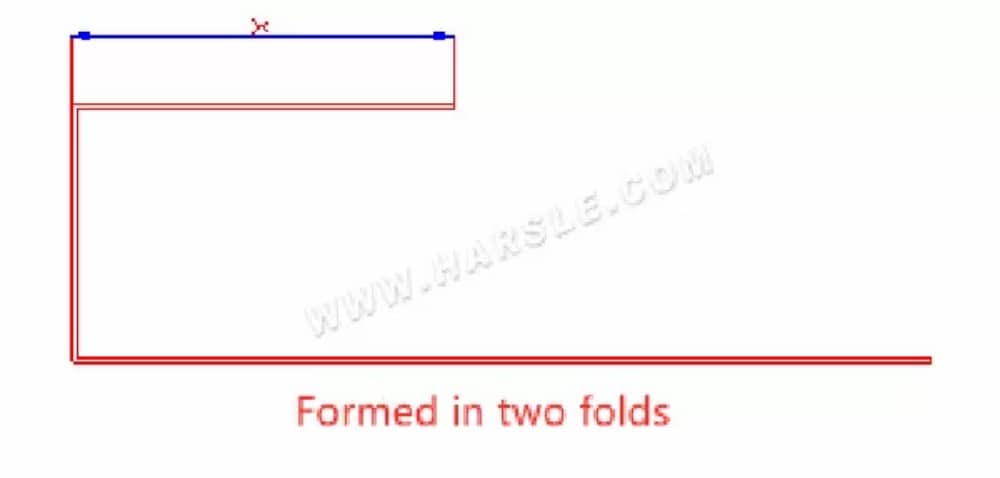
● N-krotny
W przypadku gięcia N-fold stosuje się różne metody obróbki w zależności od kształtu. Podczas gięcia rozmiar materiału powinien być większy niż 4 mm, a rozmiar wymiaru X jest ograniczony kształtem formy. Jeśli rozmiar materiału jest mniejszy niż 4 mm, stosuje się specjalne metody obróbki.
1. Wybierz formę na podstawie grubości materiału, rozmiaru, materiału i kąta gięcia.
2. Zasada pozycjonowania: aby zapewnić, że przedmiot obrabiany nie będzie kolidował z narzędziem
①Upewnij się, że kąt nachylenia jest nieco mniejszy niż 90 stopni.
②Najlepsze wykorzystanie dwóch wskaźników po ustaleniu pozycji, z wyjątkiem szczególnych okoliczności.
3. Notatki.
①Po zgięciu w kształcie litery L kąt powinien wynosić 90 stopni lub nieco mniej niż 90 stopni, aby ułatwić przyjęcie pozycji pochylonej.
②Podczas przetwarzania drugiego zagięcia wymagane jest oparcie się o powierzchnię przetwarzającą w jej środku.
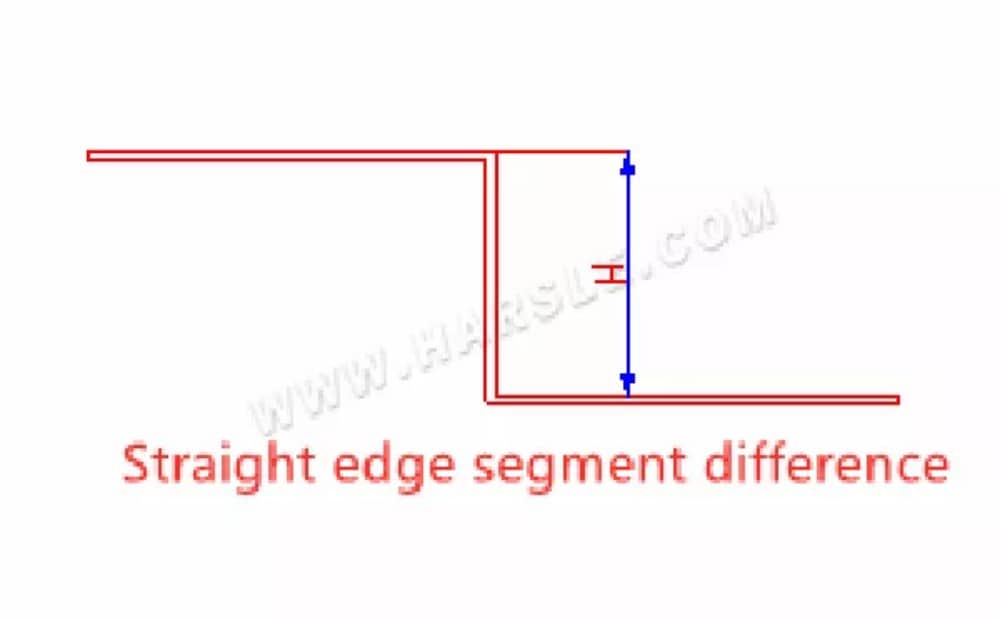
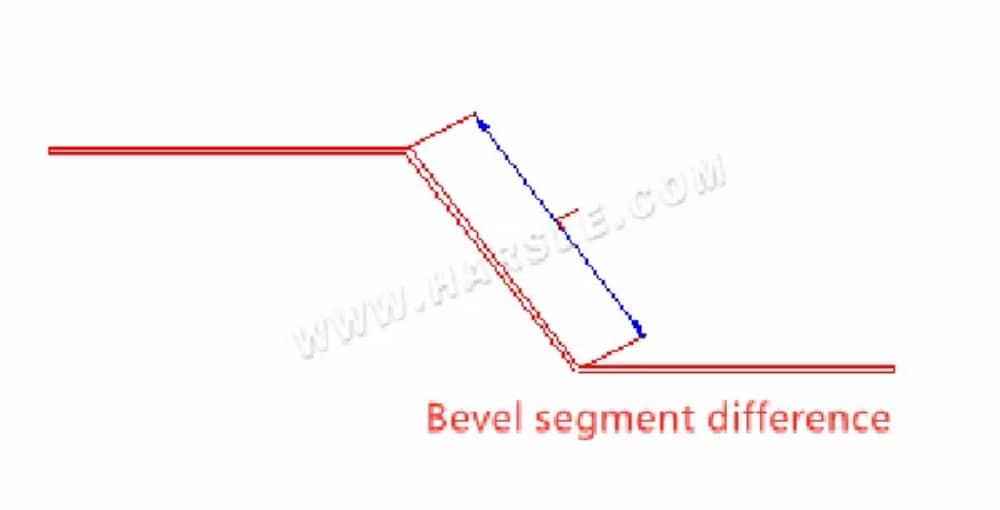
● Złożenie w kształcie litery Z
Fałda Z, nazywana również różnicą segmentów, to znaczy dodatnim i ujemnym gięciem. W zależności od kąta, gięcie dzieli się na różnicę segmentów krawędzi skośnych i różnicę segmentów krawędzi prostych. Minimalny rozmiar procesu gięcia jest ograniczony przez oprzyrządowanie, a maksymalny rozmiar obróbki zależy od kształtu maszyny obróbczej. Zazwyczaj, dla materiału o rozmiarze poniżej 3,5T, stosuje się matrycę różnicową segmentów. W przypadku gięcia powyżej 3,5T stosuje się standardową metodę obróbki.
1. Zasada pochylania.
①Wygodne oparcie i dobra stabilność.
②Ogólne pochylenie jest takie samo jak w przypadku składania w kształcie litery L.
③Do obróbki przedmiotu obrabianego i dolnej matrycy wymagane jest pochylenie wtórne.
2. Środki ostrożności.
①Kąt przetwarzania złożenia L musi być zachowany, na ogół wymagany jest kąt 89,5~90 stopni.
②Kiedy konieczne jest cofnięcie sprawdzianu po określeniu kształtu, należy zwrócić uwagę na odkształcenie przedmiotu obrabianego.
③Kolejność przetwarzania musi być prawidłowa.
④Do specjalnego przetwarzania można zastosować następujące metody: metodę rozdzielania linii środkowej (przetwarzanie mimośrodowe), przetwarzanie małego V (konieczne jest zwiększenie współczynnika gięcia), łatwe formowanie matryc, naprawa dolnej matrycy.
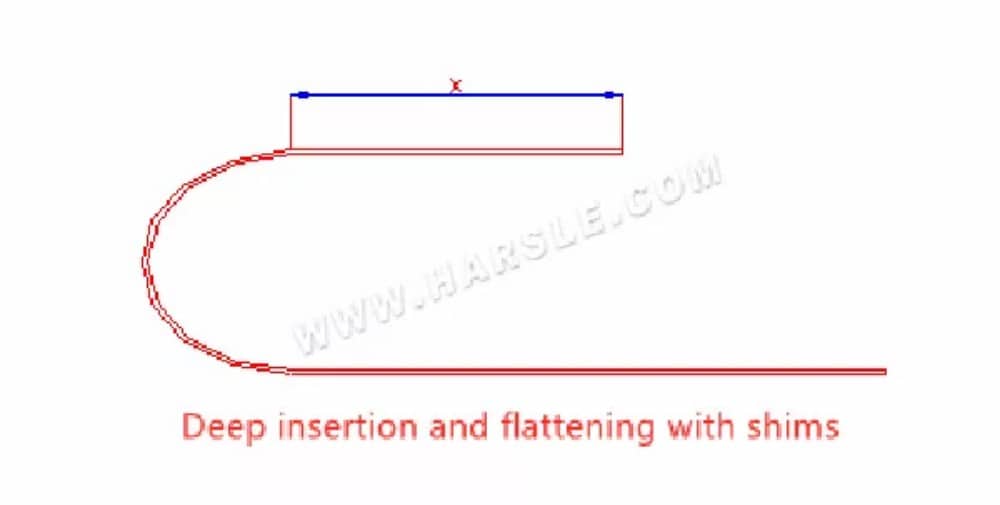
● Odwrotne gięcie i spłaszczanie
Spłaszczanie refleksyjne, znane również jako martwa krawędź, etapy obróbki martwej krawędzi są następujące: najpierw głębokość wkładki gięcia do około 35 stopni, a następnie spłaszczanie za pomocą matrycy spłaszczającej aż do spłaszczenia i dociśnięcia.

1. Wybór trybu: wybierz 30 stopni głębokości wkładki zgodnie z 5–6-krotnością grubości materiału, szerokością rowka V dolnej matrycy, zgodnie ze szczególną sytuacją przetwarzania martwej krawędzi, aby wybrać górną matrycę.
2. Uwaga: Martwa krawędź powinna być równoległa do siebie. W przypadku długiego rozmiaru martwej krawędzi, spłaszczoną krawędź można najpierw złożyć po spłaszczeniu kąta odkształcenia. W przypadku krótszej martwej krawędzi można zastosować obróbkę pad.
● Sprzęt dociskowy
Zastosowanie okuć na jaskółczy ogon w prasie krawędziowej, zazwyczaj do form wklęsłych, oprzyrządowania i innych pomocniczych procesów formowania. Ogólnie rzecz biorąc, występują: nakrętki dociskowe, sworznie dociskowe, śruby dociskowe i inne elementy.


1. Uwagi.
①Jeśli kształt przedmiotu obrabianego wymaga uniknięcia obróbki, należy podjąć działania w celu uniknięcia tej pozycji.
②Po przeprowadzeniu obróbki mającej na celu sprawdzenie momentu obrotowego, siła ciągu jest zgodna z normą, a osprzęt i obrabiany przedmiot są płaskie i dobrze zamocowane.
③Po zgięciu, podczas prasowania, obok obrabiarki, należy zwrócić uwagę na uniknięcie obróbki i równoległość formy.
④Jeśli chodzi o rozszerzający się diao, należy również zwrócić uwagę, aby strona rozszerzającego się diao nie miała pęknięć i aby strona rozszerzającego się diao nie była wyższa niż powierzchnia obrabianego przedmiotu.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






