








Premium Press Brake Solutions
Precision and Efficiency for Modern Fabrication. HARSLE provides world-class CNC press brake machinery engineered for superior accuracy, reliability, and performance globally.
18+ Years Experience
1,000+ Press Brakes Delivered
50+ Expert Engineers
Our Product Range
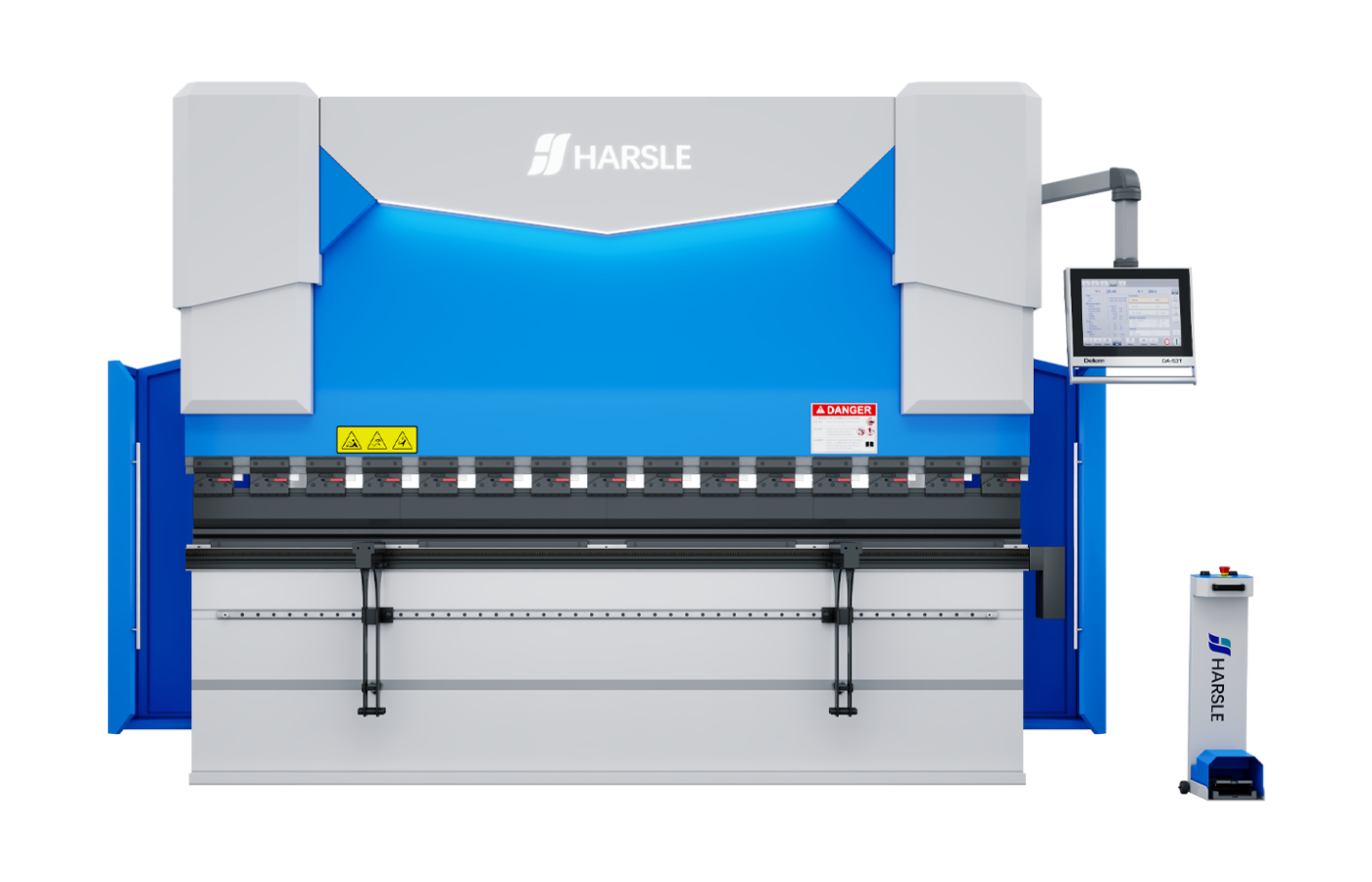
Press Brake Solutions
Expertly engineered for precision, speed, and long-term reliability.
 Flagship
Flagship MasterBend
High-Precision Flagship Series
The pinnacle of HARSLE engineering, designed for aerospace, medical, and high-precision manufacturing.
- Ultra-high precision repeatability
- Advanced CNC touch screen control
- Multifunctional CNC backgauge
 Multi-Axis
Multi-Axis FlexBend
Versatile Multi-Axis Solutions
Exceptional flexibility for complex geometries and high-mix production environments with rapid setup.
- Intelligent graphical programming
- Automatic collision detection
- Ideal for complex part profiles
 Entry-Level
Entry-Level EasyBend
Reliable Entry-Level Bending
Simple operation and compact design for straightforward tasks, perfect for workshops and prototyping.
- Fast setup and easy programming
- Space-saving industrial design
- Perfect for startups & prototyping
 Electric
Electric E-Bend
Pure Electric High-Speed Series
Eco-friendly, fast, and ultra-precise servo-electric technology for high-volume precision bending.
- 100% servo-electric drive
- Zero hydraulic oil maintenance
- Highest speed bending cycles
 Heavy-Duty
Heavy-Duty MegaBend
Heavy-Duty & Large-Scale Bending
Powerhouse solutions for extreme tonnages and massive sheet lengths in heavy infrastructure industries.
- Customizable up to 2000+ tons
- Heavy-duty frame construction
- Advanced support systems for large parts
 Tandem
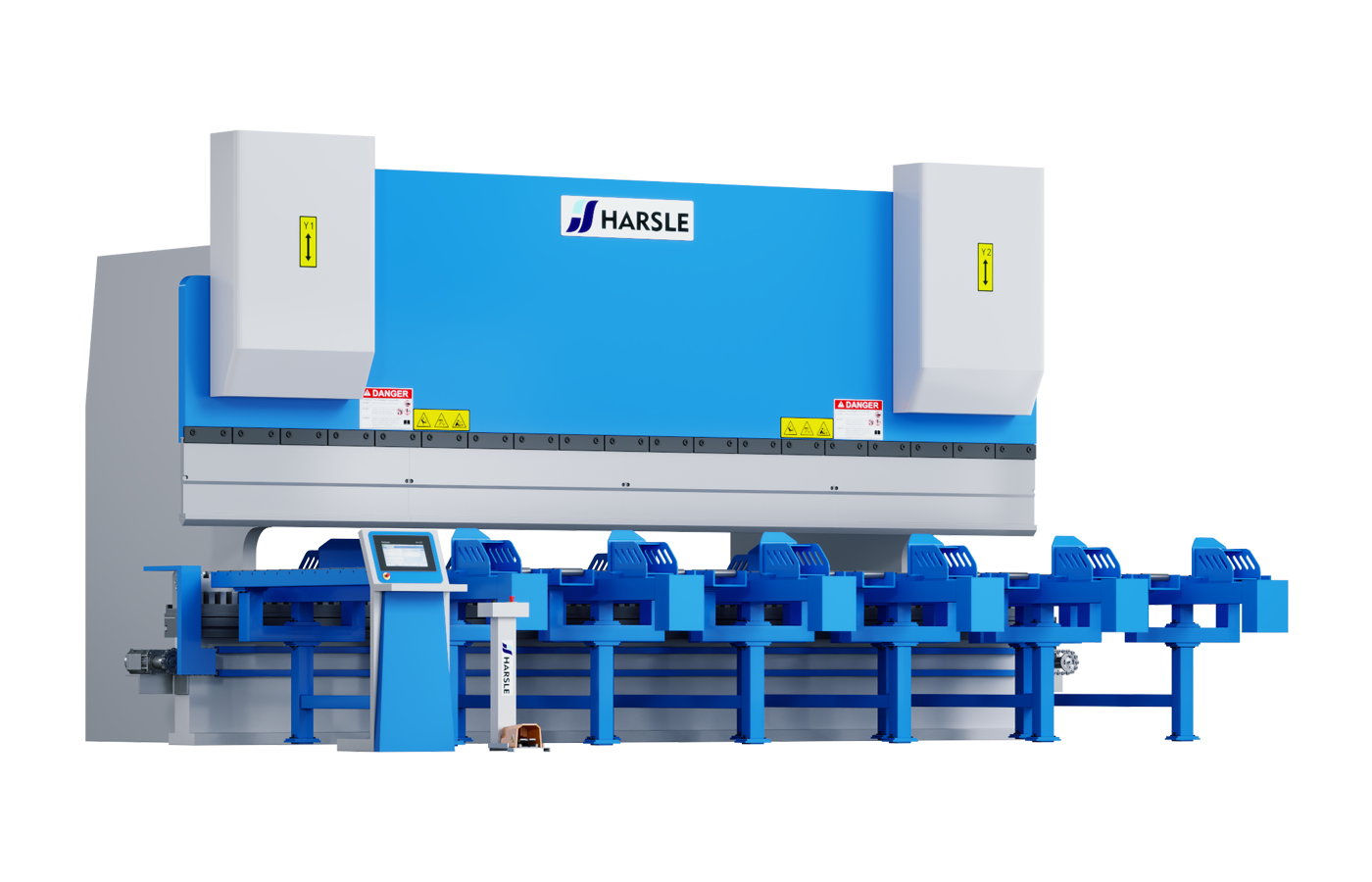
Tandem SyncBend
Tandem & Synchronized Systems
Dual or multi-machine synchronization for ultra-long workpiece processing with perfect alignment.
- Precision tandem synchronization
- Independent or combined operation
- Scalable for extra-long structures
Core Strengths
Why Choose HARSLE
Providing industry-leading sheet metal solutions with global support and guaranteed reliability.
Advantage 1
Guaranteed Long-Term Performance
3-Year Warranty
"Unmatched coverage for your peace of mind and production stability. We stand behind every machine we build with a comprehensive protection plan."
Full System Protection
36-month warranty covers hydraulics, electrics, and CNC controllers, ensuring your investment is secure for years to come.
Swift Replacement
Global spare parts network ensures rapid response and minimal downtime. Most parts are dispatched within 24-48 hours.
100% Core Parts
Complete coverage on all critical components including the frame, cylinders, and advanced servo-valves for total peace of mind.
24h Response Time
Our technical support team responds within 24 hours to any warranty claim or troubleshooting request globally.
Advantage 2
Proven Industrial Excellence Worldwide
Export to 100+ Countries
"A global footprint built on trust, quality, and engineering excellence. HARSLE machines are operating in factories across every major industrial hub."
International Compliance
Fully certified with CE, UL, and other international safety standards for seamless integration into any global production line.
Global Reference
Thousands of factories across 6 continents rely on our machines daily, from small workshops to large-scale industrial plants.
Diverse Industries
Our solutions serve automotive, aerospace, HVAC, electronics, and heavy machinery sectors with tailored performance.
Regional Expertise
We understand local power requirements, safety regulations, and industry-specific needs across different global markets.
Advantage 3
Seamless Technical Communication
Multilingual Service Team
"Breaking language barriers for better support and clearer communication. We speak your language to ensure your production never stops."
Expert Consultation
Our sales and technical teams provide native-level support in English, Spanish, Russian, and 10+ other major languages.
24/7 Availability
Round-the-clock teams across different time zones assist you anytime, ensuring immediate help for urgent operational needs.
Technical Documents
We provide all manuals, installation guides, and training materials professionally translated into your preferred language.
Video Consultation
Live video calls with native-speaking engineers for complex troubleshooting and real-time machine setup assistance.
Advantage 4
On-the-Ground Technical Support
Multi-Country Localization
"Local expertise for global solutions. We ensure rapid on-site response through our extensive network of regional service hubs."
On-Site Installation
Factory-trained technicians available for localized machine setup, calibration, and hands-on operator training at your facility.
Regional Warehousing
Strategically located spare parts inventory in 50+ global hubs ensures immediate availability and reduced shipping costs.
Local Partners
Our authorized dealers in key global markets provide direct sales, technical advice, and localized after-sales support.
After-Sales Network
Highly trained local technicians handle regular maintenance and emergency repairs quickly, minimizing your downtime.
Advantage 5
Accelerate Your Production Timeline
Faster Delivery Times
"Ready when you are. Our streamlined manufacturing and logistics processes reduce your wait time and boost your ROI."
Stock Availability
We maintain a constant inventory of 100+ units for standard models, ready for immediate shipment to your location.
Logistics Efficiency
Our optimized export processes cut lead times by up to 30% compared to the industry average for CNC machinery.
Priority Shipping
Strong partnerships with major global carriers ensure the fastest and most secure delivery routes from our factory to your door.
Real-Time Tracking
Get full visibility of your shipment from the factory floor to your warehouse with live status updates and logistics support.
Advantage 6
Deep Manufacturing Expertise
18 Years Manufacturing Excellence
"Built on 18 years of innovation and customer-first engineering. We bring decades of professional expertise to every press brake we manufacture."
Proven Track Record
Over 1,000+ press brake machines delivered to satisfied customers worldwide since our founding in 2007, proving our reliability.
R&D Innovation
Continuous investment in bending technology with proprietary designs and advanced CNC systems that lead the industry.
Expert Engineering Team
Our dedicated team of 50+ skilled engineers focuses on product development, precision assembly, and rigorous quality control.
Industry Recognition
As a certified ISO 9001 manufacturer with 18 years experience, we meet the highest standards of quality management and safety globally.
Global Footprint
Global Success Stories
Trusted by industrial leaders across 6 continents. Explore our international footprint.

Michael Richardson
🇺🇸 United States
"The MasterBend has exceeded our expectations for precision. HARSLE's support team in the US is remarkably responsive."
View All US Testimonials

Klaus Müller
🇩🇪 Germany
"Excellent German-standard reliability. The E-Bend electric brake has significantly reduced our energy costs."
View All Germany Testimonials

James Wilson
🇨🇦 Canada
"Robust machines that handle our heavy fabrication needs perfectly. The delivery was even faster than expected."
View All Canada Testimonials

Sarah Thompson
🇦🇺 Australia
"FlexBend's versatility has transformed our workshop efficiency. Outstanding value for high-quality engineering."
View All Australia Testimonials

Carlos Mendes
🇧🇷 Brazil
"EasyBend is perfect for our growing business. The technical support in Portuguese made everything simple."
View All Brazil Testimonials

Dmitry Volkov
🇷🇺 Russia
"Heavy-duty performance for harsh conditions. The MasterBend's structural rigidity is unparalleled."
View All Russia Testimonials
Michael Richardson
🇺🇸 United States
"The MasterBend has exceeded our expectations for precision. HARSLE's support team in the US is remarkably responsive."
View All US Testimonials
Klaus Müller
🇩🇪 Germany
"Excellent German-standard reliability. The E-Bend electric brake has significantly reduced our energy costs."
View All Germany Testimonials
James Wilson
🇨🇦 Canada
"Robust machines that handle our heavy fabrication needs perfectly. The delivery was even faster than expected."
View All Canada Testimonials
Sarah Thompson
🇦🇺 Australia
"FlexBend's versatility has transformed our workshop efficiency. Outstanding value for high-quality engineering."
View All Australia Testimonials
Carlos Mendes
🇧🇷 Brazil
"EasyBend is perfect for our growing business. The technical support in Portuguese made everything simple."
View All Brazil Testimonials
Dmitry Volkov
🇷🇺 Russia
"Heavy-duty performance for harsh conditions. The MasterBend's structural rigidity is unparalleled."
View All Russia Testimonials
Industrial Solutions
Industry Applications
Our CNC press brakes serve diverse industries with precision bending solutions






Selection Guide
How to Choose
Expert insights to help you choose the perfect press brake for your production floor.
Calculate Required Bending Tonnage
Selecting the correct tonnage is essential for operator safety and equipment longevity. The bending force is the pressure the press brake must apply to achieve the desired bend.
The Engineering Formula:
P = (650 × S² × L) / V P = Bending Force (kN)
S = Material Thickness (mm)
L = Bending Length (m)
V = V-Opening (mm)
Quick Example
For 3mm mild steel with 2m bending length and 24mm V-opening:
P = (650 × 3² × 2) / 24 = 487.5 kN ≈ 50 tons
Why This Formula Matters
The formula assumes mild steel with tensile strength of 450N/mm². For stainless steel, required tonnage is typically 50% higher. Overestimating force causes premature tool wear, while underestimating can damage the machine frame.
Choosing the Right V-Opening
Generally, V-opening should be 8× material thickness for materials up to 3mm, and 10-12× for heavier plates. Correct selection minimizes surface marking and reduces pressure.
Material Conversion Factors
1.0× Mild Steel
1.5× Stainless Steel
0.5× Aluminum
2.0× High-Strength
Pro Tip: Always add 20% safety margin to your calculated tonnage for optimal machine longevity.
Model Comparison at a Glance
Compare our press brake series to find the perfect match for your production requirements, budget, and application needs. Each series is engineered for specific use cases and performance levels.
| Model Series | Usage Scenario | Price Range | Tonnage Range | CNC Axes |
|---|---|---|---|---|
| MasterBend | Aerospace & Medical (High Precision) | Premium | 40T - 600T | 6-8 Axes |
| FlexBend | Complex Sheet Metal Fabrications | Mid-to-High | 40T - 600T | 4-6 Axes |
| E-Bend | High-Speed Small Part Production | Premium | 6T - 100T | 4-8 Axes |
| EasyBend | Basic Bending & Startups | Entry-Level | 30T - 200T | 2-4 Axes |
| MegaBend | Heavy Infrastructure & Shipping | Industrial | 800T - 3000T+ | 3-4 Axes |
| SyncBend | Extra-Long Workpieces (Lighting Poles) | Custom | Dual 300T - 3000T+ | 4-6 Axes |

Click to view our complete tooling video library
Precision Bending Tooling
HARSLE provides high-grade punches and dies, manufactured with hardened alloys to withstand high pressures and maintain accuracy over millions of cycles.
- Hardened & ground (HRC 47±2) for extreme durability
- Compatible with Amada, Wilson, and Trumpf systems
- Rapid-change modular design minimizes setup time
- Custom profiles for unique bending requirements
- Full range: V-dies, gooseneck, hemming, and radius tools
FAQ
Frequently Asked Questions
Get answers to common questions about press brakes and HARSLE machines
Required tonnage depends on three main factors: material type, material thickness, and bending length. For example, bending 3mm mild steel with a 1-meter length typically requires around 100 tons.
As a general guideline: Tonnage = (650 × S² × L) / V, where S is thickness in mm, L is bending length in meters, and V is the die opening in mm.
A hydraulic press brake uses hydraulic cylinders to generate force, while CNC refers to the computer numerical control system that automates the process. Most modern HARSLE brakes are CNC hydraulic.
HARSLE CNC press brakes achieve positioning accuracy of ±0.01mm. Angular accuracy can reach ±0.1° with integrated laser angle measurement systems like in our MasterBend series.
Mild steel, stainless steel, aluminum, copper, brass, and galvanized steel. The max thickness depends on the machine's tonnage and the material's tensile strength.
Standard models are typically ready for shipment within 2-4 weeks. We maintain a large inventory in our China base and US warehouse for instant availability.
All HARSLE press brakes come with a comprehensive 3-year warranty covering the hydraulic system, electrical components, and CNC controller.
Yes, we offer professional on-site installation and comprehensive operator training globally. Our technicians will ensure your team is fully capable of operating the CNC system and performing routine maintenance.
Absolutely. We offer various customization options for throat depth, daylight (opening height), and stroke length to accommodate specific part geometries and large-scale bending requirements.
We primarily use world-renowned controllers from DELEM (Netherlands), ESA (Italy), and CYBELEC (Switzerland). For entry-level models, we also offer intuitive E21 and TP10S systems.
We maintain a massive inventory of critical spare parts in our China headquarters and regional warehouses (like the US). Most parts can be dispatched via international express within 24-48 hours.
Yes, we provide 24/7 remote technical assistance via video calls, TeamViewer, and our dedicated multilingual support portal to resolve 90% of operational queries instantly.
Yes, our MasterBend and FlexBend series are "Automation-Ready" and can be seamlessly integrated with 6-axis robots for fully automated bending cells, increasing productivity and safety.
Request a Quote
Our engineering team is ready to help you find the perfect press brake solution