








7 principais soluções para problemas de flexão

Na minha experiência com fabricação de metal, encontrei vários problemas de flexão que podem prejudicar a produtividade e a qualidade. Ao longo dos anos, identifiquei sete soluções principais para flexão Problemas que podem ajudar a otimizar o processo e melhorar os resultados. Compreender essas soluções me permitiu solucionar problemas de forma eficaz e aprimorar o desempenho das operações de dobra. Neste artigo, compartilharei essas sete principais soluções para problemas de dobra, fornecendo insights que podem ajudar iniciantes e profissionais experientes a superar desafios e obter dobras precisas em seus projetos.
1. Em ambos os lados do canto da chapa metálica após flexão, o material metálico ficará saliente devido à extrusão. A largura é maior que o tamanho original e o tamanho da saliência está relacionado à espessura do material utilizado. Quanto mais espesso o material, maior o ponto de saliência. Para evitar esse fenômeno, você pode fazer um semicírculo em ambos os lados da linha de dobra previamente. O diâmetro do semicírculo é, de preferência, maior que 1,5 vez a espessura do material. Quando o material da borda for projetado para ser dobrado para trás, o mesmo método é usado.
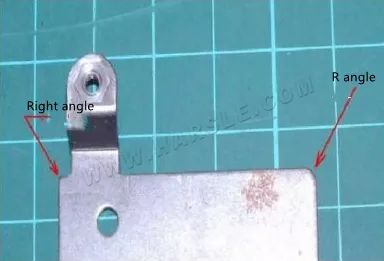
2. Quando a chapa metálica é dobrada, o ângulo R interno é preferencialmente maior ou igual a 1/2 da espessura do material. Se você não fizer o ângulo R, após várias punções, o ângulo reto desaparecerá gradualmente e o ângulo R se formará naturalmente. Depois disso, o comprimento do ângulo R em um ou ambos os lados do ângulo R será ligeiramente maior.

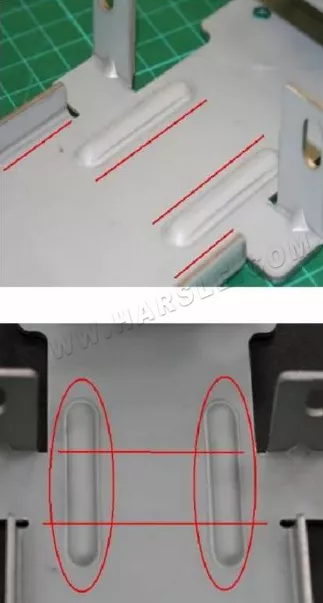
3. A chapa metálica se deforma facilmente sob a ação de forças após a flexão. Para evitar a deformação, pode-se adicionar uma quantidade adequada de nervuras de reforço com um ângulo de 45 graus na posição de flexão, aumentando assim a resistência com base no princípio de não interferir com outras peças.

4. Geralmente, peças de chapa metálica não mantêm sua retidão quando são longas e estreitas, e são mais propensas a se deformar após serem tensionadas. Portanto, dobramos uma borda em forma de L ou duas bordas em forma redonda para manter sua resistência e retidão, mas frequentemente as formas de L e redonda não podem ser conectadas do início ao fim. O que devemos fazer quando elas são interrompidas devido a algum fator? A quantidade certa de nervuras para aumentar sua resistência.
5. É preferível ter um furo estreito na transição entre a superfície plana e a superfície de dobra ou retrair a borda da abertura após a dobra. Caso contrário, serão produzidas rebarbas. A largura do furo estreito é preferencialmente maior que 1,5 vez a espessura da carne. Ao desenhar, não se esqueça ou seja preguiçoso sem marcar o ângulo R. Os moldes macho e fêmea de moldes de ângulo reto ou agudo são fáceis de quebrar. No futuro, a suspensão e a retificação serão perdas adicionais.

6. Se não houver nenhum requisito especial para que o canto da chapa metálica esteja em um ângulo de 90 graus, certifique-se de tratá-lo como um ângulo R apropriado. Como o ângulo reto na borda da chapa metálica é fácil de causar pontas afiadas e cortar a haste. No caso do molde fêmea, a ponta em ângulo reto é propensa a rachaduras devido à concentração de tensões. O molde macho é fácil de rachar na ponta, o que exige reparos e atrasos na produção em massa. Mesmo que não haja rachaduras, formará um ângulo R devido ao desgaste ao longo do tempo, o que fará com que o produto produza rebarbas e cause defeitos.
7. Bainha
Pode ser dividido em desconto unilateral e desconto bilateral. Se for necessária precisão, é melhor usar o desconto bilateral, que apresenta maior exatidão.
A altura da borda dobrada deve ser preferencialmente maior que 3 mm. (T: 1,0~1,2 mm) Caso contrário, o tamanho ficará instável devido ao tamanho de fixação muito pequeno.

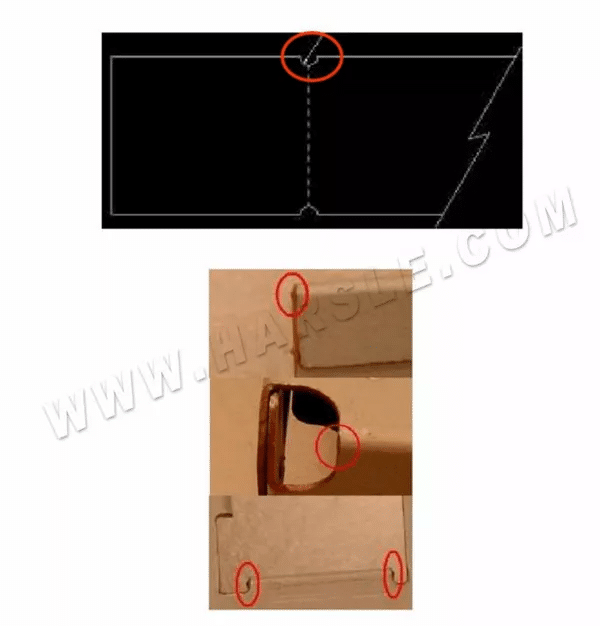
● l Ao dobrar a borda, as partes na parede lateral ou as saliências internas não devem ficar muito próximas da superfície inferior, de preferência mais de 10 mm, caso contrário, os cantos abaixo das saliências serão maiores do que os ângulos R nos lados esquerdo e direito sem uma matriz macho. O ângulo R não é contínuo, o que afetará a aparência. A solução pode ser fazer uma reentrância de comprimento apropriado na linha de dobra antes da dobra, o que melhorará sua aparência.

● l Ao dobrar a borda, a abertura na parede lateral não deve ficar muito próxima da superfície inferior, de preferência mais de 3 mm, caso contrário, a abertura será deformada devido à dobra. A solução pode ser fazer um furo longo com comprimento igual ao da abertura e 1,5 vez a espessura do material na linha de dobra antes da dobra. Sua função é cortar o envolvimento sem afetar a aparência da abertura.

Problemas de flexão representam desafios significativos em diversos setores, impactando o desempenho e a longevidade de estruturas e componentes. Ao implementar a 7 principais soluções para problemas de flexão— incluindo seleção criteriosa de materiais, otimização de projeto, técnicas de reforço, sistemas de suporte adequados, processos avançados de fabricação, manutenção regular e o uso da Análise de Elementos Finitos — engenheiros e projetistas podem mitigar esses problemas de forma eficaz. A adoção dessas estratégias não apenas garante a integridade estrutural, mas também aumenta a eficiência e a segurança gerais, abrindo caminho para aplicações mais resilientes e confiáveis.











