








6 dicas para escolher a máquina de dobrar certa

Quando se trata de investir em um máquina de dobrar, entendo como é crucial escolher o modelo certo para as minhas necessidades. Neste artigo, “6 dicas para escolher o modelo certo Máquina de Dobra”, compartilharei meus insights sobre os fatores a serem considerados, desde as especificações da máquina até a funcionalidade. Seja trabalhando com materiais diferentes ou espessuras variadas, essas dicas ajudarão a garantir que eu tome uma decisão informada, melhorando, em última análise, a eficiência e a qualidade da minha produção. Junte-se a mim enquanto me aprofundo nas considerações essenciais para selecionar a dobradeira perfeita para meus projetos.
Introdução
Máquina de dobrar É uma máquina para dobrar chapas metálicas, muito comum na produção industrial. Com o desenvolvimento e o crescimento gradual da indústria moderna, a necessidade dos usuários por máquinas de dobrar aumentou gradualmente, mas com o aumento da demanda, a indústria gradualmente desenvolveu algumas máquinas de dobrar com qualidades variadas, e a qualidade dessas máquinas também determina se o processo de produção futuro será tranquilo ou frustrante.
Então, como selecionar corretamente dobradeiras de qualidade? É melhor começar considerando cuidadosamente o modelo a ser comprado, considerando a finalidade da máquina, as variáveis de deflexão conhecidas que podem ocorrer na máquina e o raio de curvatura da peça. Ao escolher uma dobradeira, você, como tomador de decisão, também precisa conhecer em detalhes o desempenho da máquina, a faixa de processamento, as características de processamento, a precisão do processamento, etc. O processo de seleção não é trivial, pois, se você escolher incorretamente, seus custos de produção subsequentes aumentarão e a dobradeira não recuperará os custos esperados. Para isso, a Haas CNC organizou o seguinte para ajudá-lo a comprar a dobradeira mais adequada.

Peça de trabalho – tipo de especificação
A primeira coisa importante a considerar são as peças que você deseja produzir, para estimar completamente o tamanho padrão das peças que você deseja produzir, o formato da estrutura, etc. Para fazer uma contabilidade completa, o importante é comprar uma máquina que possa concluir a tarefa de processamento com a mesa mais curta e a menor tonelagem, de modo a atingir o objetivo de praticidade e economia.
Considere cuidadosamente a chapa metálica e a espessura e o comprimento máximos de processamento. Se o material principal do produto for aço carbono, com espessura inferior a 3 mm e comprimento máximo inferior a 2500 mm, a força de flexão livre não precisa ser superior a 80 toneladas. No entanto, se houver muita flexão na base da máquina durante a operação, talvez seja necessário considerar a compra de uma dobradeira com capacidade para cerca de 150 toneladas.
Se a chapa a ser dobrada na produção for de aço macio, com espessura máxima de 6 mm e comprimento de 2500 mm dentro da curvatura livre, considere comprar uma dobradeira com capacidade de 100 toneladas ou mais. Se a curvatura precisar ser corrigida, considere uma dobradeira com capacidade maior.
Se a maior parte da peça for dobrada com 1250 mm ou menos, considere que a tonelagem da dobradeira será reduzida quase pela metade, o que pode reduzir significativamente o custo de aquisição. Portanto, o comprimento da peça processada é muito importante para determinar as especificações do modelo.

Deflexão – sistema de coroamento
Durante o processo de dobra, especialmente ao dobrar peças longas, ocorrerá deflexão. Quanto maior a peça, maior a deflexão. Sob a mesma carga, a deflexão da mesa e do carro de um modelo de 2500 mm é quatro vezes maior do que a de um modelo de 1250 mm.

Isso significa que máquinas menores exigem menos ajustes de calços para produzir peças de qualidade, e menos ajustes de calços reduzem o tempo de entrega. No entanto, a maioria das dobradeiras hidráulicas CNC atuais foi projetada para produção com a adição de uma função de compensação de deflexão hidráulica, reduzindo a necessidade de os operadores de produção ajustarem a máquina e, ao mesmo tempo, melhorando a precisão e a produtividade da dobra. A função de compensação de deflexão hidráulica é controlada pelo sistema CNC, que injeta óleo hidráulico através da válvula de serviço magnética no cilindro de compensação, para mover a mesa para cima, enquanto a força de compensação de deflexão aumenta com o aumento da força de dobra, desempenhando assim um papel na compensação de deflexão.

Material – força de flexão
O material da chapa de processamento também é um fator crucial. Comparado ao aço carbono, o aço inoxidável normalmente requer cerca de 50% a mais de carga, enquanto a maioria dos materiais requer cerca de 50% a menos que o alumínio macio. Os parâmetros de pressão de dobra padrão relevantes podem ser obtidos com o fabricante da máquina de dobra. A tabela mostra a força de dobra necessária por 1000 mm de comprimento em diferentes espessuras e chapas.

Raio de curvatura – especificações de tonelagem
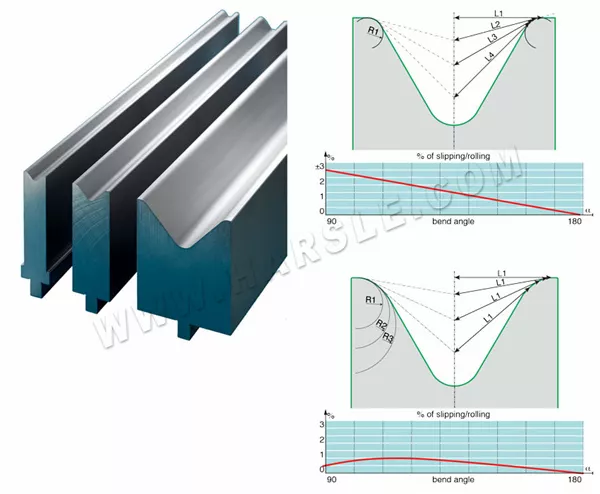
O raio de curvatura da peça também é um fator a ser considerado durante a dobra do produto. Ao utilizar a dobra livre, o raio de curvatura é 0,156 vezes o tamanho da abertura da ranhura em V.
Na dobra livre, a abertura da ranhura em V deve ser 8 vezes a espessura da chapa metálica. Por exemplo, se uma abertura de ranhura em V de 12 mm for usada para dobrar aço macio de 1,5 mm, o raio de curvatura da peça será de aproximadamente R = 1,9 mm. Se o raio de curvatura for próximo ou menor que a espessura da chapa, a submoldagem deve ser realizada. No entanto, a pressão necessária para a dobra inferior é cerca de quatro vezes maior do que para a dobra livre. Quando a dobra livre é realizada, deve-se prestar atenção à folga entre as matrizes superior e inferior na parte inferior do curso e ao uso de retorno elástico compensador para manter a chapa sobredobrada em cerca de 90°. Normalmente, a matriz de dobra livre produz um ângulo de rebote de ≤ 2° em uma dobradeira nova e um raio de curvatura igual a 0,156 vezes a abertura da matriz inferior. Portanto, o ângulo da matriz para o processo de dobra livre para cima e para baixo é geralmente de 86 a 90°. Na extremidade inferior do curso, deve haver um espaço entre as matrizes superior e inferior que seja ligeiramente maior que a espessura da folha.

O ângulo de conformação é melhorado porque a maior tonelagem da dobra da prensa inferior (cerca de 4 vezes a da dobra da prensa livre) reduz as tensões que normalmente causam o retorno elástico dentro do raio de curvatura. A dobra por impressão é igual à dobra inferior, exceto que a extremidade frontal da matriz superior é usinada no raio de curvatura desejado e a folga da matriz superior e inferior na parte inferior do curso é menor que a espessura da chapa. O retorno elástico é amplamente evitado aplicando-se pressão suficiente (cerca de 10 vezes a de uma dobra livre) para forçar a extremidade frontal da matriz superior a entrar em contato com a chapa. Para escolher a menor especificação de tonelagem, é melhor planejar um raio de curvatura maior que a espessura da chapa e usar a dobra livre sempre que possível. Um raio de curvatura maior geralmente não afeta a qualidade da peça acabada e seu uso futuro.
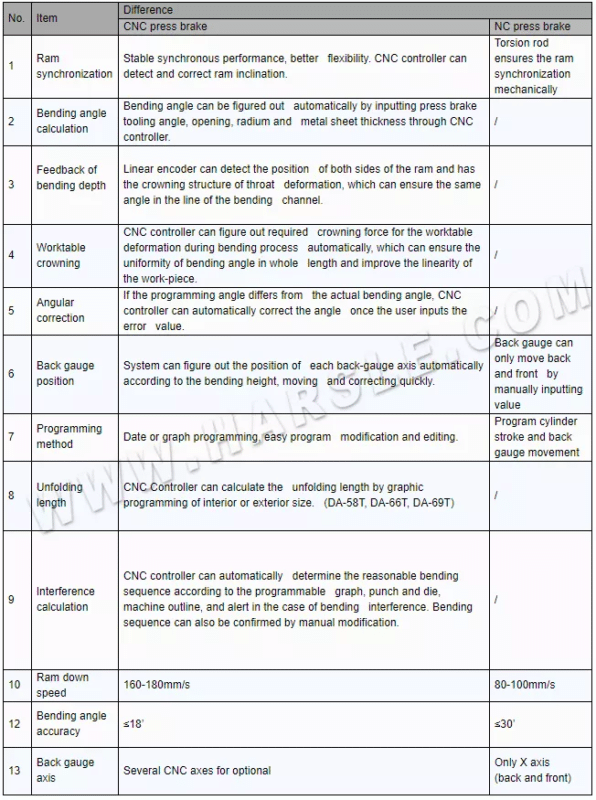
Precisão – CNC inteligente
A precisão da dobra é um fator que precisa ser cuidadosamente considerado. Este fator determina se você está comprando uma dobradeira CNC ou uma dobradeira comum. A seleção da dobradeira deve levar em conta a precisão do sistema mecânico utilizado, pois, do ponto de vista científico, o erro é inevitável e só podemos reduzi-lo o máximo possível. Algumas peças em si e algumas peças simples com uma pequena margem de erro são aceitáveis, então não há necessidade de buscar uma dobradeira de alta precisão; e algumas peças devem ser altamente precisas, o que requer um alto grau de precisão da dobradeira, sendo mais recomendada a compra de uma dobradeira CNC.

Se os requisitos de precisão de dobra forem de ± 0,5° e não puderem ser alterados arbitrariamente, você deve considerar uma dobradeira CNC. A repetibilidade do cursor da dobradeira CNC é geralmente garantida em ± 0,01 mm, e ângulos precisos devem ser formados com essa precisão e ferramentas de boa qualidade. A precisão de repetição do cursor da dobradeira comum é de ± 0,5 mm e, sob condições de molde adequadas, ainda produzirá um desvio de ± 2 a 3°. Além disso, as dobradeiras CNC são equipadas com sistemas de fixação rápida e troca rápida de matriz, tornando as dobradeiras CNC uma escolha inquestionável quando você precisa dobrar muitas peças pequenas.
Ferramenta – desgaste
As matrizes de dobra também têm um impacto direto na precisão da dobra, portanto, verifique o desgaste das matrizes frequentemente medindo o comprimento da frente da matriz superior até o ombro da mesa e o comprimento entre a matriz inferior e o ombro da mesa.
Para matrizes convencionais, o desvio deve ser de ± 0,01 mm por 10 mm, e o desvio total do comprimento não deve ser superior a ± 0,15 mm. Para matrizes de retificação fina, a precisão deve ser de ± 0,005 mm por 100 mm, e a precisão total não deve ser superior a ± 0,05 mm. É melhor utilizar matrizes de retificação fina para dobradeiras CNC e matrizes convencionais para dobradeiras comuns.

Resumo
Como usuário ou fabricante de equipamentos, ao comprar dobradeiras, o principal é adquirir uma dobradeira econômica e prática, o que, é claro, deve levar em consideração diversos fatores simultaneamente, de acordo com a situação real. Os pontos acima são apenas uma breve visão geral de algumas questões unilaterais. A melhor maneira é escolher um fabricante profissional de dobradeiras, para que ele lhe forneça diversos conjuntos de planos de acordo com a sua situação real, para que o plano de resolução seja mais razoável e eficaz.
America-Miami-Customer-Feeback.jpg)










