








Dobrador de prensa hidráulica - Diagnóstico e análise de falhas
Na minha vasta experiência com prensas dobradeiras hidráulicas, Tenho encontrado diversas falhas que podem interromper as operações e afetar a qualidade das dobras. Diagnosticar esses problemas com precisão é crucial para minimizar o tempo de inatividade e manter a produtividade. Ao longo dos anos, desenvolvi uma abordagem sistemática para diagnóstico e análise de tratamento de falhas, o que me permite identificar problemas comuns, como vazamentos hidráulicos, problemas de alinhamento e desgaste de componentes. Neste artigo, compartilharei meus insights sobre prensa dobradeira hidráulica diagnóstico de falhas e análise de tratamento, fornecendo dicas práticas e soluções para ajudar os operadores a enfrentar esses desafios de forma eficaz e melhorar o desempenho de suas máquinas.
Prensa Dobradeira Hidráulica

A velocidade de retorno do bloco deslizante é lenta, o que levará à diminuição da eficiência de produção da chapa metálica máquina de dobrar e afetam a eficiência produtiva da empresa. Este artigo analisa as causas da falha da dobradeira hidráulica de chapas metálicas, realiza um diagnóstico abrangente e elimina a falha, o que proporciona uma nova perspectiva para a manutenção das falhas relacionadas no futuro e tem importância prática para melhorar a eficiência produtiva da empresa.
Parâmetros técnicos
O modelo de dobra de material de chapa hidráulica é wc67y-125t /3200, a pressão nominal é 1250KN, o comprimento da mesa é 3200mm, o curso do controle deslizante é 120mm, a velocidade do curso do controle deslizante é rápida para baixo/dentro/fora é 36/9/45mm /s, e a pressão máxima de trabalho do sistema hidráulico é 20MPa
Princípio de funcionamento
Por meio da cooperação do sistema de transmissão do freio de prensa hidráulica e do sistema de controle elétrico, esta máquina pode fazer com que o cursor realize o ciclo de trabalho de rápido, próximo, lento, manutenção de pressão, alívio de pressão e retorno, de modo a atender aos requisitos de dobra da peça de trabalho.
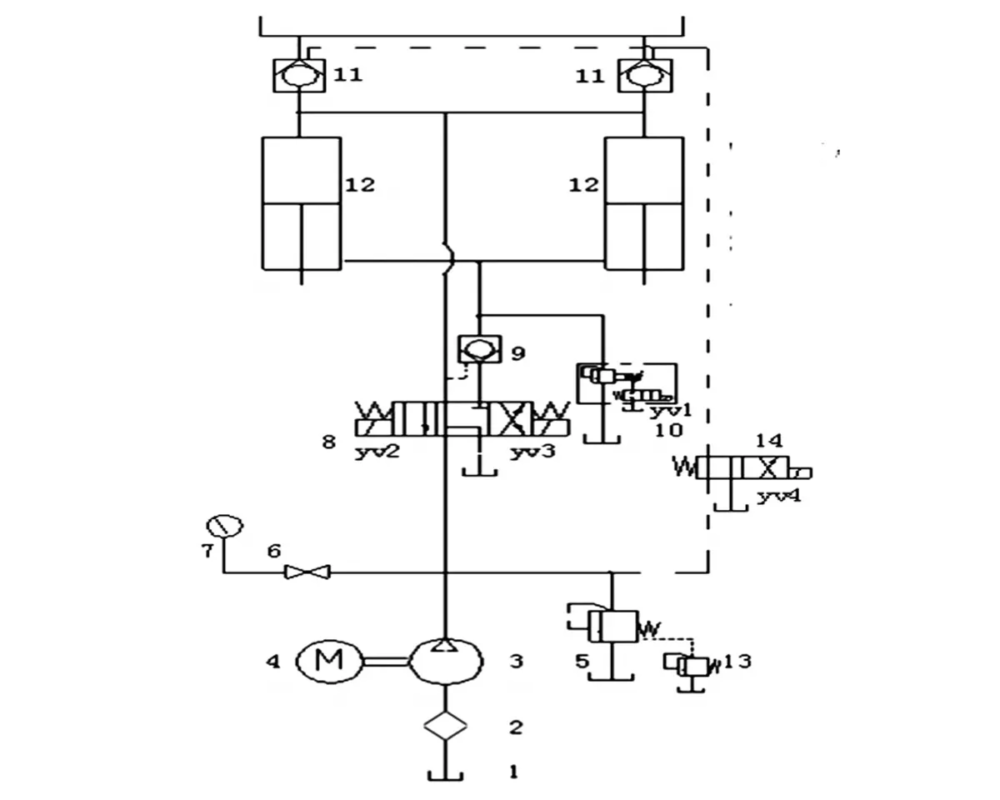
1) Deslize para baixo rapidamente. Válvula solenoide reversora 8 YV2, válvula eletromagnética de alívio 10 YV1. Entrada de óleo: o óleo da bomba de óleo 3, através da válvula 8, para a câmara superior dos dois cilindros de óleo 12, empurra a haste do pistão dos dois cilindros de óleo para acionar o deslizador para baixo. Controle o óleo no circuito de óleo para abrir a válvula unidirecional de controle de líquido 9 e a válvula de enchimento de líquido 11.
Durante o processo de descida do deslizador, a válvula 11 realiza um enchimento de óleo elevado para realizar a descida rápida do deslizador. Retorno de óleo: o óleo na câmara inferior dos dois cilindros de óleo é retornado ao tanque de óleo através da válvula de alívio eletromagnética por 10 vezes.
2) Desacelere o deslizador. Válvula solenoide 8 YV2, duas válvulas de quatro vias 14 YV4. O óleo; O óleo que sai da bomba de óleo 3, através da válvula 8, para a câmara superior dos dois cilindros de óleo 12, empurra a haste do pistão dos dois cilindros de óleo para acionar o deslizador para baixo. Controle o óleo no circuito de óleo para abrir a válvula unidirecional de controle hidráulico 9. Retorno de óleo: o óleo da câmara inferior dos dois cilindros de óleo 12 flui de volta para o tanque de óleo através da válvula unidirecional de controle de líquido 9 e da válvula direcional solenoide 8.
3) Retenção de tensão do sistema. Controlada pelo relé de tempo KTI, a pressão do cursor pode ser mantida para obter a conformação e a dobra da peça. O tempo de retenção da pressão pode ser ajustado.
4) Alívio da pressão do sistema. Para reduzir o impacto reverso no retorno do cursor, o Yv2 perderá potência por um curto período antes do retorno do cursor. O alívio da pressão do sistema é implementado primeiro e, em seguida, o retorno do cursor. O tempo de alívio da pressão pode ser ajustado.
5) Retorno do cursor. Válvula solenoide reversora 8 da YV3. Entrada de óleo: o óleo sai da bomba de óleo 3, através da válvula solenoide direcional 8 e da válvula unidirecional de controle hidráulico 9, até a câmara inferior dos dois cilindros 12, empurrando os dois cilindros. A haste do bujão aciona o cursor de volta. Ao mesmo tempo, o óleo no caminho de óleo é controlado através da válvula reversora de quatro vias de duas posições 14 para abrir a válvula unidirecional de controle hidráulico 11, preparando o retorno do óleo da câmara superior.
Retorno de óleo: o óleo na câmara superior dos 12 cilindros é retornado diretamente ao tanque de óleo através da válvula unidirecional de controle hidráulico 11, de modo a realizar o retorno rápido do cursor.
6) Regulagem da pressão de trabalho do sistema. De acordo com a pressão exigida pelas peças da prensa dobradeira hidráulica, isso pode ser feito ajustando o botão da válvula reguladora de pressão remota 6. Após o ajuste, a tampa atrás do botão deve ser travada e a válvula de alta pressão 5 deve ser ajustada antes de sair da fábrica. A pressão máxima de trabalho do sistema não deve exceder 20 MPa.
Análise da causa da falha
Por meio da análise do diagrama do princípio de funcionamento e do processo de trabalho do sistema hidráulico da prensa dobradeira hidráulica, as razões para a baixa velocidade de retorno do cursor podem ser as seguintes: 1) o cilindro hidráulico e o pistão não estão rigorosamente vedados, resultando em vazamento mútuo entre as câmaras superior e inferior. 2) a válvula de alívio eletromagnética 10 está bloqueada e não está fechada rigorosamente. 3) a válvula unidirecional de controle hidráulico 9 não está no lugar. 4) o entupimento do mesmo furo de amortecimento do núcleo da válvula unidirecional de controle hidráulico 11 leva a um retorno de óleo deficiente. 5) o núcleo de leitura 8 da válvula de reversão solenoide está muito desgastado, resultando na falha da reversão.
Diagnóstico de falhas e medidas de tratamento
1) Analise o estado de funcionamento da prensa dobradeira hidráulica. O bloco deslizante está normal para pressionar o material da chapa para baixo rapidamente e não há vazamento na superfície externa do cilindro hidráulico. Portanto, pode-se excluir que as cavidades superior e inferior do cilindro hidráulico estejam vazando uma na outra e que a válvula unidirecional de controle hidráulico 9 não esteja instalada.
2) Ajuste a pressão da válvula de alívio eletromagnética 10 quando o cilindro de cruzamento de pressão fizer uma viagem de retorno, e as leituras do manômetro mudarão regularmente de acordo, para que o desempenho da válvula de alívio eletromagnética 10 seja normal.
3) Verifique e confirme a válvula unidirecional de controle hidráulico 11. Não há bloqueio no orifício de amortecimento do núcleo da válvula e a válvula 11 abre e fecha no lugar com desempenho normal.
Ao verificar, comparar e verificar as condições acima, uma a uma, podemos basicamente eliminar sua influência na falha, permitindo determinar preliminarmente que a falha da válvula direcional solenoide 8 é a causa da baixa velocidade de retorno da dobradeira. Após a revisão da válvula direcional eletromagnética 8, constatou-se que o desgaste superficial do núcleo da válvula direcional eletromagnética 8 levou ao bloqueio deslizante da válvula direcional eletromagnética 8 durante o processo de retorno elétrico YV3. A necessidade de óleo hidráulico para a válvula direcional eletromagnética e o controle hidráulico unidirecional.
E a haste de pressão da veia inferior do cilindro 9 a 8 aciona o bloco deslizante no retorno, pois a válvula 8 com perda de núcleo é grave e o controle direcional não atinge a posição designada. Empurre o cursor para retornar a pressão do óleo hidráulico insuficiente, resultando em uma velocidade de retorno lenta. Substitua a válvula direcional solenoide 8, realize o processamento de teste e a velocidade de retorno será mais rápida, e a válvula 1 funcionará normalmente.
Conclusão
Resumindo, para solucionar problemas da prensa dobradeira hidráulica, é necessário dominar a estrutura e o princípio de funcionamento do sistema hidráulico e dos componentes hidráulicos relacionados, ter um conhecimento profundo da operação de cada componente hidráulico durante o trabalho de curso relevante do equipamento hidráulico e solucionar problemas do equipamento com precisão, observando o mau funcionamento do equipamento.
Spain-Customer-Feedback.jpg)


America-Customer-Feedback-1.jpg)
America-Miami-Customer-Feeback-1.jpg)
Uzbekistan-Customer-Feedback1.png)
Kosovo-Customer-Feedback11.png)
Russia-Customer-Feedback.jpg)
Russia-Customer-Feedback-3.jpg)


