








Projeto de controle do ajuste do ângulo de cisalhamento pelo sistema hidráulico da máquina de cisalhamento guilhotina
Na minha experiência com máquinas de guilhotina, concentrei-me no projeto de controle ajuste do ângulo de cisalhamento por sistemas hidráulicos. Este aspecto é crucial para obter cortes precisos e melhorar a eficiência geral na fabricação de metais. A capacidade de ajustar o ângulo de cisalhamento dinamicamente permite maior flexibilidade no manuseio de diversos materiais e espessuras. Neste artigo, compartilharei insights sobre as considerações de projeto, os benefícios e os mecanismos operacionais dos sistemas hidráulicos para ajuste do ângulo de cisalhamento, destacando como esses avanços podem aprimorar o desempenho em aplicações industriais.
Visão geral do ajuste do ângulo de cisalhamento

Com o desenvolvimento da indústria manufatureira chinesa. O desenvolvimento de máquinas de corte tornou-se cada vez mais o pilar da indústria de fabricação de máquinas. Máquinas de corte universais de alto desempenho são amplamente utilizadas nos setores de aviação, automotivo, máquinas agrícolas, motores, eletrodomésticos, instrumentação, equipamentos médicos, eletrodomésticos, ferragens e outras indústrias. Nos últimos anos, com o desenvolvimento da tecnologia de moldes e estampagem, a gama de aplicações das máquinas de corte tem se expandido continuamente, e o número de máquinas não para de crescer.
O projeto do sistema da máquina de corte é diferente. Quando o sistema controla a mudança do ângulo de corte, há uma mudança no ângulo de todo o porta-ferramentas. A mudança do ângulo de corte impõe requisitos rigorosos quanto à precisão do material da chapa. As especificações das chapas são diferentes para diferentes finalidades.
Sistema hidráulico
O diagrama esquemático do sistema hidráulico é mostrado na Figura 1.
(1) Pressione levemente. O óleo do conjunto do motor da bomba de óleo 1 é acumulado através da válvula de pressão principal 7 para gerar pressão, através da válvula de cartucho 8 e da válvula de retenção 10, e entra no calcador. Como a válvula de sequência 12 possui uma determinada pressão de sequência, o ângulo de pressão é reduzido, a câmara superior do cilindro não é acumulada e o porta-faca não se move, resultando em uma ação de pressão leve.
(2) Corte. Após a conclusão da leve pressão, o óleo abre a válvula de sequência 12 e a câmara superior do cilindro acumula pressão. O óleo na câmara inferior do cilindro pequeno passa pela válvula de controle hidráulico na câmara inferior 5. A válvula de segurança na câmara inferior 4. A válvula de contrapressão 9 retorna ao tanque de óleo. O óleo na câmara de sequência permanece inalterado da câmara inferior do cilindro grande para a câmara superior do cilindro pequeno.
(3) Retorno. Após a conclusão do cisalhamento, o óleo do motor da bomba de óleo 1 é bombeado através da válvula de pressão principal 7 para a câmara inferior do cilindro pequeno, através da válvula de inserção 6. O óleo na câmara superior do cilindro grande passa pela válvula de retorno de óleo 13 na câmara superior. O óleo no ângulo de prensagem é retornado ao tanque através da válvula de retorno do calcador 11.
(4) O ângulo de cisalhamento aumenta. O conjunto do motor da bomba de óleo 1 entra na câmara inferior do cilindro pequeno através da válvula de reversão da câmara inferior 3 após a formação da pressão. O óleo na câmara em série possui uma válvula de controle do ângulo de cisalhamento 2 para controlar a válvula de ângulo de cisalhamento 14 a ser selada, e a câmara grande do cilindro permanece inalterada. O ângulo de cisalhamento diminui.
(5) O ângulo de cisalhamento diminui. O conjunto do motor da bomba de óleo 1 entra na câmara superior do cilindro pequeno através da válvula reversora 3 da câmara inferior após a formação da pressão. O óleo na câmara em série possui uma válvula de controle de ângulo de cisalhamento 2 para controlar a válvula de ângulo de cisalhamento 14 a ser selada, e a câmara grande do cilindro permanece inalterada. O ângulo de cisalhamento aumenta.
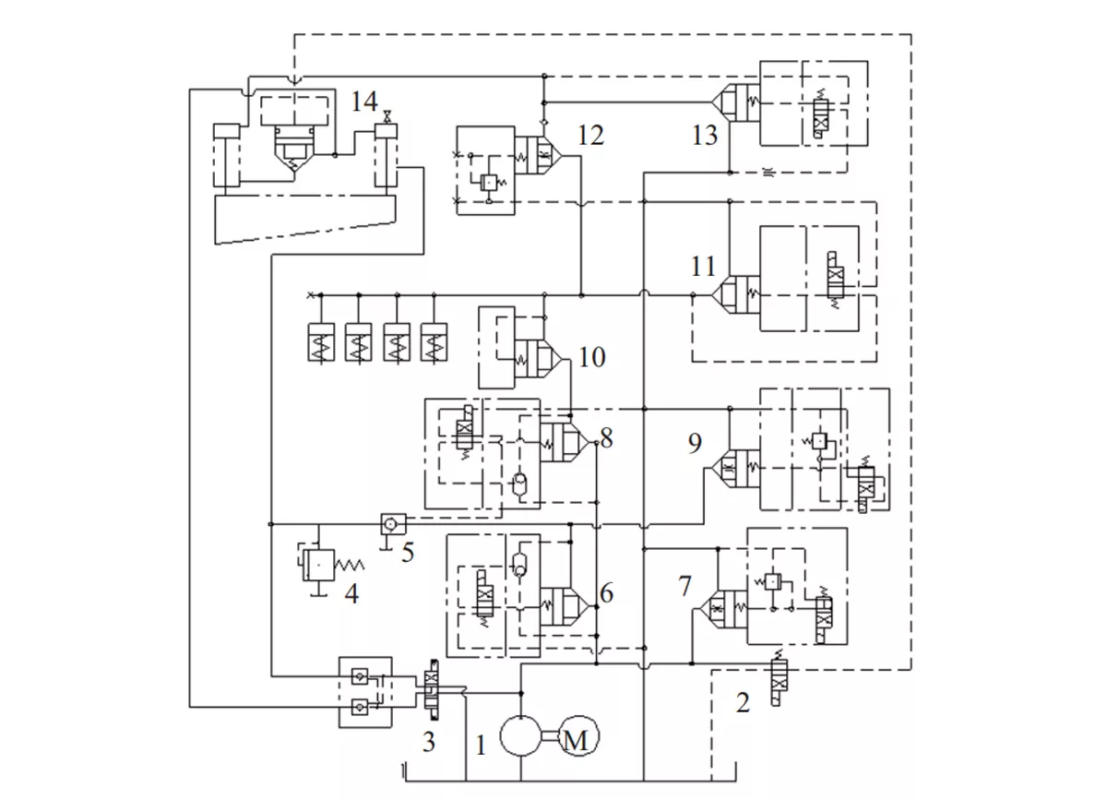
1. Unidade do motor da bomba de óleo 2. Válvula de controle do ângulo de cisalhamento 3. Válvula direcional da câmara inferior 4. Válvula de segurança da câmara inferior 5. Válvula de controle hidráulico da câmara inferior 6. Válvula do cartucho da câmara inferior 7. Válvula de pressão principal 8. Válvula do cartucho 9. Válvula de contrapressão 10. Válvula unidirecional 11. Válvula de retorno do pé de pressão 12. Válvula de sequência 13. Válvula de retorno de óleo da cavidade superior 14. Válvula de ângulo de cisalhamento
A alteração do ajuste do ângulo de cisalhamento do sistema utiliza o controle da válvula de inserção para que a máquina-ferramenta seja alterada com grande precisão quando o ângulo de cisalhamento muda. A máquina de cisalhamento comum utiliza a relação da área entre os cilindros de óleo para controle. Quando o ângulo de cisalhamento muda, há vários graus de mudança. Como a função da válvula de cartucho é semelhante ao elemento de comutação do sistema lógico, a estrutura do carretel é uma vedação cônica, e o caminho do óleo é cortado pela vedação cônica para diferenciá-la da válvula direcional comum.
A válvula de cartucho não só pode atender a vários requisitos de ação de válvulas hidráulicas comuns, mas também tem menor resistência ao fluxo e maior capacidade de fluxo do que as válvulas hidráulicas comuns; velocidade de ação rápida; boa vedação, menos vazamentos; estrutura simples e fácil fabricação; trabalho confiável; uma válvula é versátil; fácil de integrar; os requisitos para baixa viscosidade não são altos, e o uso de válvulas de cartucho reduz significativamente o tamanho e o peso da instalação.
Válvulas de cartucho e sistemas integrados, como uma nova geração de tecnologia de controle hidráulico, são o desenvolvimento e o complemento dos componentes de controle hidráulico tradicionais. Atualmente, têm sido utilizados em um grande número de aplicações nas indústrias de máquinas, metalurgia, química e naval do meu país. Entre eles, os sistemas integrados que utilizam válvulas de cartucho são os mais utilizados. Sistemas integrados híbridos, ou seja, o sistema principal é composto principalmente por uma válvula de cartucho e o sistema auxiliar utiliza válvulas hidráulicas comuns.
Aproveitando ao máximo suas respectivas vantagens, uma válvula de cartucho pode ser adicionada ou pilotada como resistência hidráulica controlável. O sinal de controle pode ser ajustado e também pode ser afetado pelos sinais de feedback hidráulico e mecânico do atuador. Ela só pode controlar o estado de funcionamento de um circuito de óleo: quando o circuito de óleo é desligado, a resistência hidráulica é infinita; o circuito de óleo é estrangulado quando a resistência do fluido está entre zero e infinito. Portanto,
Uma válvula de cartucho só pode formar um circuito bidirecional.
Para a alteração do ajuste do ângulo de cisalhamento, utilizamos uma válvula de cartucho entre os cilindros, controlada por uma válvula direcional. A entrada e a saída de óleo das duas câmaras de óleo são controladas simultaneamente, formando um circuito de retorno de óleo com válvula direcional, formando um único sistema hidráulico que altera o ângulo de cisalhamento. Sem efeito sobre outras ações, o ajuste é controlado quando o ângulo de cisalhamento é alterado. A precisão é alta quando o ângulo de cisalhamento é alterado, e a precisão é significativamente aumentada no corte da chapa, atendendo assim às necessidades do cliente.
Cálculo de componentes do sistema hidráulico
(1) Cálculo da pressão do cilindro
P=S/A=24000/0,00089=27 (Pa)
Como pode ser observado na fórmula acima, o estabelecimento do valor da pressão é causado pela presença de uma carga. Na área de trabalho efetiva do mesmo pistão, quanto maior a força da carga, maior a pressão necessária para superá-la.
(2) Fluxo entre câmaras em série: a câmara superior do cilindro grande e a câmara inferior do cilindro pequeno são conectadas em série
Q = V/T = π/4D²v ×10³ = 0,785 × 0,175 × 3,06 × 1000 = 420 (L/min)
Na fórmula: V-o volume da seção transversal efetiva do óleo que passa pelo cilindro em uma unidade de tempo, ou seja, o consumo.
(3) Velocidade do movimento do pistão
Quando o pistão é estendido: ν=4Qην/πD ×10-3=4 ×420 ×
1/3,14×0,175×0,001=0,09 (m/min)
Quando a haste do pistão retrai: ν=4Qην/π (D2- d2)×10-3
=4×420×1/3,14×(0,1752- 0,0982)×0,001=0,01(M/min)
(4) Diâmetro interno do cilindro
D = (√4P1/πP )×10-3m = (√ 4×2000/3,14×21) ×
0,001=0,23 (m)
Conclusão
O projeto de um sistema hidráulico para controlar o ajuste do ângulo de cisalhamento em guilhotinas envolve uma análise cuidadosa dos componentes, mecanismos de controle e recursos de segurança. Ao otimizar esses elementos, os fabricantes podem aprimorar o desempenho e a versatilidade de suas guilhotinas, garantindo cortes de alta qualidade e operação eficiente.
Efeitos econômicos evidentes foram alcançados com a tecnologia mencionada, tornando a máquina-ferramenta mais estável e confiável, eliminando a necessidade de alterar o ângulo de cisalhamento durante o cisalhamento da chapa. O novo sistema utiliza um display digital para alterar seus parâmetros de ajuste, o que proporciona alta estabilidade. Com precisão de estado e melhores indicadores de desempenho dinâmico, o sistema permite diferentes ângulos de cisalhamento da chapa, atendendo às diferentes necessidades do cliente, permitindo que a máquina-ferramenta não apenas melhore a precisão, mas também atenda às necessidades de diferentes clientes. A vida útil da bomba de óleo é aumentada e a temperatura do óleo é reduzida, garantindo que o sistema possa funcionar continuamente por um longo período.











