Lasercheck: Medição de ângulo de dobra de prensa dobradeira CNC

Quando comecei a trabalhar com CNC freios de prensaRapidamente percebi a importância da precisão na medição de ângulos de dobra. Foi por isso que me interessei pelo Lasercheck: Medição de ângulos de dobra em prensas dobradeiras CNC. Esta ferramenta inovadora não só aumenta a precisão, como também agiliza todo o processo de dobra. Na minha experiência, o uso do Lasercheck reduziu significativamente os erros e melhorou a qualidade dos meus projetos. Neste artigo, compartilharei meus insights sobre como o Lasercheck funciona e seus benefícios para obter medições precisas de ângulos de dobra em CNC. Dobradeira operações.
LaserCheck
Sistema de medição de ângulo de dobra de prensa dobradeira CNC.

Sistema de medição de ângulo de curvatura baseado em laser
● Sensores inovadores para medição de ângulos de flexão em prensas dobradeiras
● Produtos de alta tecnologia “Made in Germany”
● Precisão muito alta
● Funciona sem contato
● Possível integração em prensas dobradeiras existentes
● Não são necessárias modificações nas ferramentas
● Uso paralelo de 2 ou 4 sensores
● Cálculo do retorno elástico usando detecção de força com extensômetros ou detectando o fim da variação do ângulo
● Conexão ao controle Cybelec via interface serial
● Conexão ao Delem com interface Ethernet e Modbus
● Soluções OEM integradas para ESA, Amada, Bystronic e outros
● Fácil de usar
● Entregue totalmente cabeado e calibrado

A fabricação de peças de chapa metálica com ângulos de curvatura precisos e constantes o tempo todo frequentemente enfrenta um problema durante o processo de produção: diferentes parâmetros de espessura e tensões do material. Para solucionar esse problema e tornar o uso de materiais de menor qualidade seguro para o usuário, a Data M Engineering desenvolveu uma solução poderosa para medir ângulos de curvatura em prensas dobradeiras – o LaserCheck. O LaserCheck permite que o usuário determine o ângulo exato de curvatura para prensas dobradeiras usando triangulação a laser em conjunto com extensômetros – e funciona sem contato.
Princípio de funcionamento
O ângulo de curvatura é medido pela varredura da projeção do feixe de laser na superfície da chapa metálica com a câmera CMOS. O ângulo entre o laser e o eixo de visão da câmera permite a medição da distância. O ângulo entre o sensor e a chapa metálica é calculado a partir dessas distâncias. Com um segundo sensor no lado oposto, o ângulo de curvatura é calculado.
Características
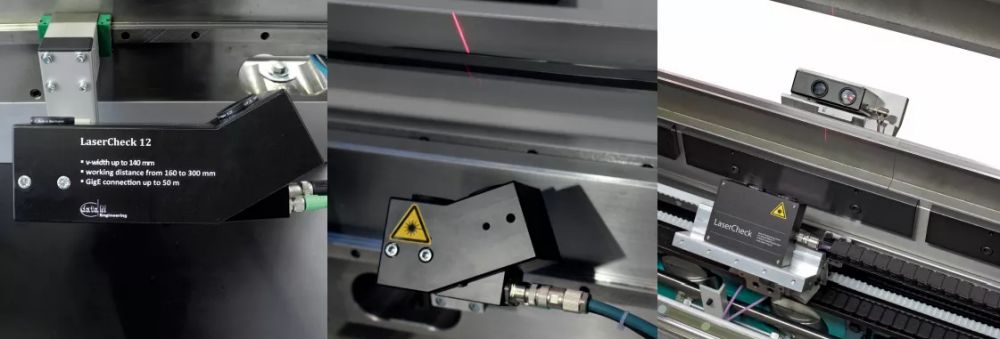
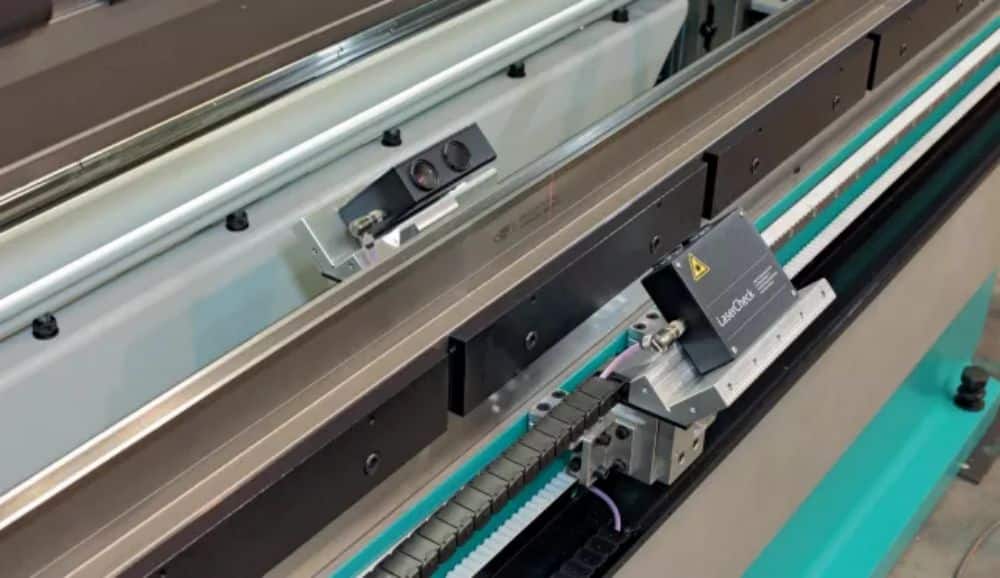
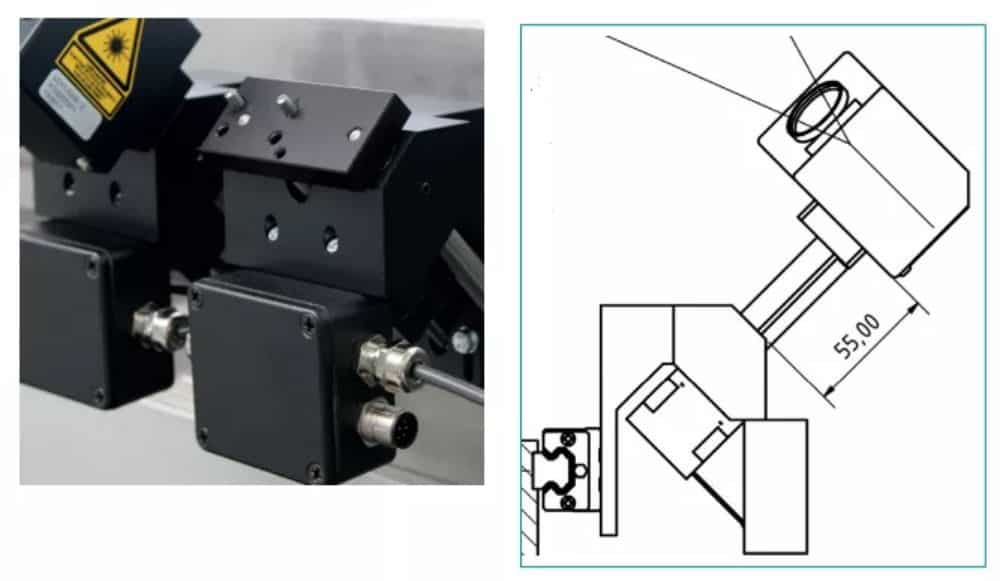
O sensor LaserCheck é montado na prensa dobradeira, abaixo da matriz, com um ângulo de 35° a 55° em relação à vertical. A distância de trabalho (entre o sensor e a chapa) é de 90 a 320 mm, dependendo do tipo de sensor. Ele pode ser movido ao longo da matriz de forma manual ou automática. Devido à sua posição de montagem, a faixa de medição varia de 30° a 180° de ângulo de curvatura. São necessários 2 sensores para cada posição de medição. Quatro sensores permitem uma correção independente do feixe para compensar diferenças de ângulo em curvas longas.
Projetado para aplicações industriais
Os sensores da linha LaserCheck são especialmente projetados para aplicações em chapas metálicas. Graças à sua construção robusta e características técnicas fáceis de usar, eles alcançam resultados de medição precisos mesmo em condições ambientais adversas.
Ao miniaturizar cuidadosamente cada componente, criamos sensores pequenos e robustos, que se adaptam a qualquer prensa dobradeira.
Medição de retorno elástico
O retorno elástico é medido liberando a chapa metálica de duas maneiras diferentes:
● Abertura até o final da variação do ângulo. O ângulo de retorno elástico é medido diretamente. Essa estratégia é necessária para dobras com forças pequenas.
●Abertura até que a força de flexão caia abaixo de um limite predefinido. Os extensômetros medem as forças de flexão simultaneamente em ambas as estruturas laterais. O ângulo de retorno elástico é calculado a partir dos ângulos e forças, e a chapa metálica será dobrada excessivamente de acordo. A medição de força com forças residuais melhora a precisão ao utilizar ferramentas com raios maiores ou peças assimétricas, quando uma liberação completa não é possível sem perder a posição correta de dobra.
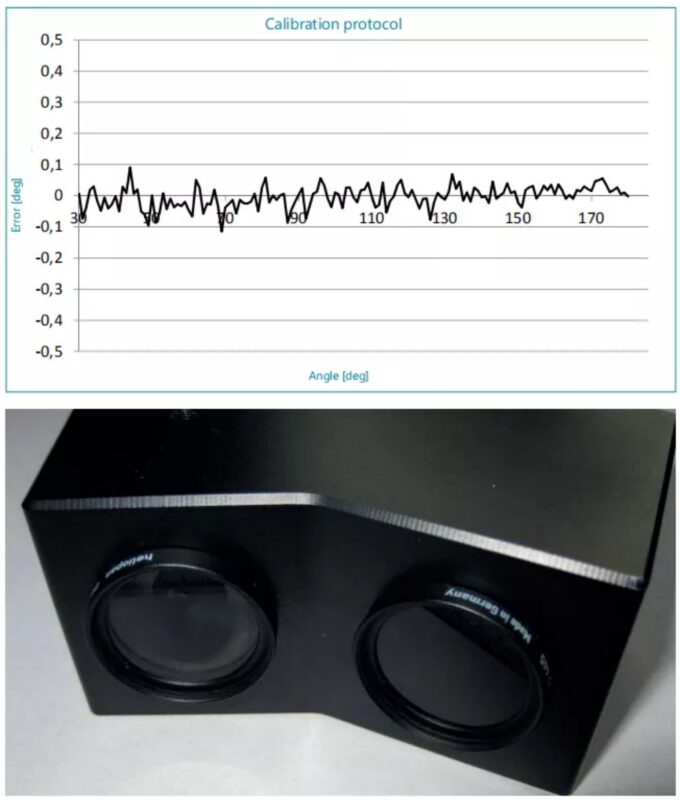
Calibração e Precisão
A precisão do sensor é superior a ±0,1°. A precisão da dobra é influenciada pelo controle, pela precisão da máquina, pelas ferramentas e pelo material. Para aumentar a precisão da dobra, os sensores serão calibrados após a montagem, reduzindo assim a tolerância de montagem.
●Calibração com LC-Adjust
Após a montagem, os sensores serão calibrados na máquina com nossa unidade de calibração LC-Adjust. Isso permite a mais alta precisão com erros inferiores a ±0,1° em toda a faixa de medição.
●Pré-calibração
Todos os sensores são pré-calibrados para operar com resultados razoáveis, mesmo sem calibração. Apenas o ângulo de montagem precisa ser definido. Erros de linearidade podem ser inseridos pelo usuário da máquina para diferentes situações de medição.
Para documentar a capacidade de desempenho dos sensores LaserCheck, cada sensor é fornecido com seu próprio certificado de calibração.
Medição em tempo real
As câmeras GigE rápidas dentro dos sensores LaserCheck permitem medições em tempo real com taxas de atualização de até 100 Hz. Os sensores USB suportam taxas de atualização de até 50 Hz.
●Requisitos:
■ Delem LUAP com módulo DM-101RS
■ Cybelec ModEva com opti on 66
■ Outros controladores com suporte em tempo real
●Vantagens:
■ O processo de dobra não é interrompido
■ Processo de dobra rápida
■ Medição de retorno elástico sem medição de força possível
Controles (Integração)
●Interfaces disponíveis:
■ Interface serial para Cybelec ModEva. O LaserCheck envia os ângulos via RS232 e as forças com um sinal analógico para um cartão NLR.
■ Interface serial para controles Amada
■ Interface combinada TCP/IP-Modbus para Delem DA66T e DA 69T. Os ângulos são enviados para um módulo DM-101RS via Modbus. Sensores de força são conectados a uma entrada analógica do módulo. Um LUAP também é fornecido para o controle do processo de dobra.
■ Interface TCP/IP aberta para controles Bystronic, ESA, Robosoft e Gasparini
■ CANopen
■ EtherCAT

Por que LaserCheck?
●O LaserCheck não inclui apenas sensores de ângulo. É um sistema completo para conexão com prensas dobradeiras. Inclui diferentes interfaces para controladores de prensas dobradeiras, sensores de extensômetro para detecção de retorno elástico e sistemas motorizados para movimentação dos sensores.
●Tecnologia consolidada. A separação de sensores e CPUs permite soluções econômicas se os controles forem capazes de executar o software LaserCheck (controles Cybelec, Bystronic e ESA).
●Suporte de longo prazo para todos os componentes.
● Correção do ângulo de dobra durante o processo de dobra – Resultados perfeitos desde a primeira dobra.
●Suporte de configuração em todo o mundo.
●Treinamento e suporte em todo o mundo ou internamente.
Por que Data M Engineering?
Treinamento em nossas instalações em Holzkirchen, onde você aprende:
– Como montar o LaserCheck
– Parametrização
– Interface com LaserCheck (TCP/IP, Modbus e outros)
– Programação LUA para controles Delem
Desenvolvimento de software
– Desenvolvimento de software para diferentes trabalhos de medição
– Modificações de software para interfaces especiais
Serviços de Engenharia
– Soluções personalizadas para fins especiais, como dobra de tubos hexagonais
– Sensores personalizados com longas distâncias de trabalho de até 1000 mm
– Eixos adicionais para movimentos de sensores, incluindo controles
– Controle de coroamento dependente do sensor

LaserCheck 10
USB | Para máquinas com largura de matriz de até 60 mm.

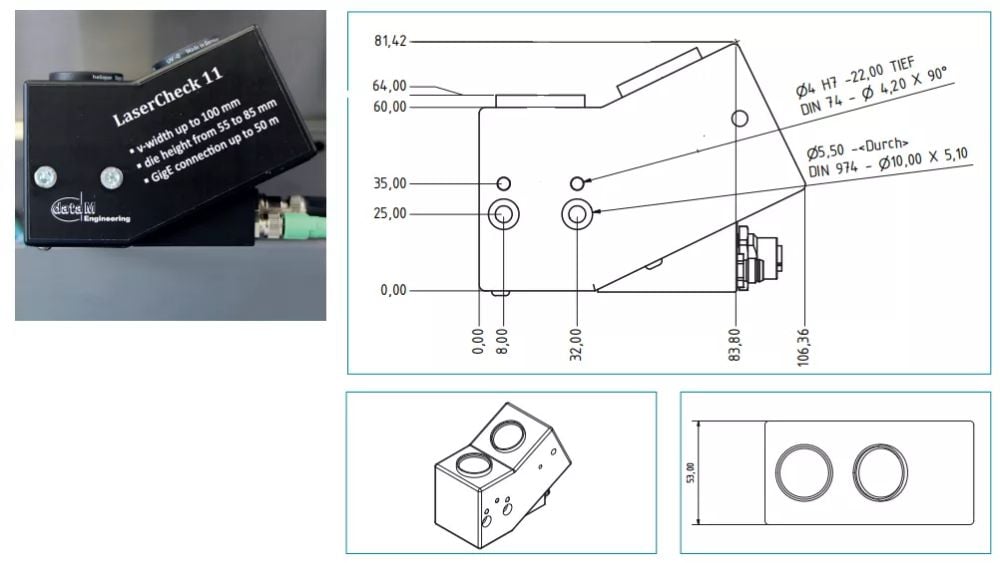
LaserCheck 11
Gigabit-Ethernet | Para máquinas com largura de matriz de até 100 mm.
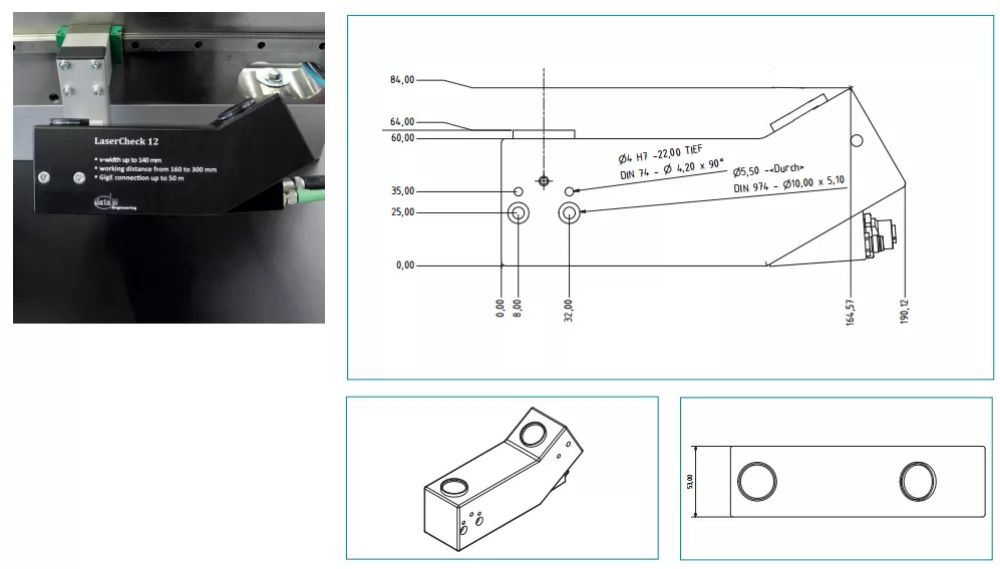
LaserCheck 12
Gigabit – Ethernet | Para máquinas grandes com distância de trabalho de até 320 mm.
Extensor de alcance
Para LaserCheck 11 e 12 | Amplia a faixa de medição para ferramentas maiores.
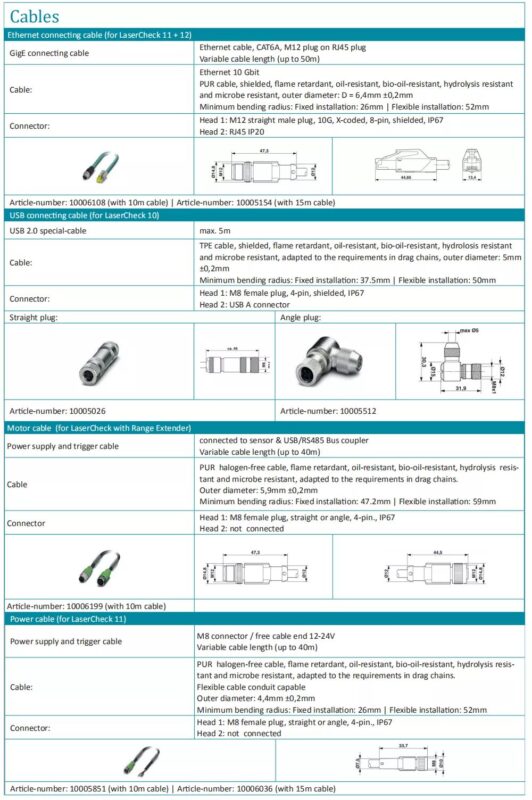
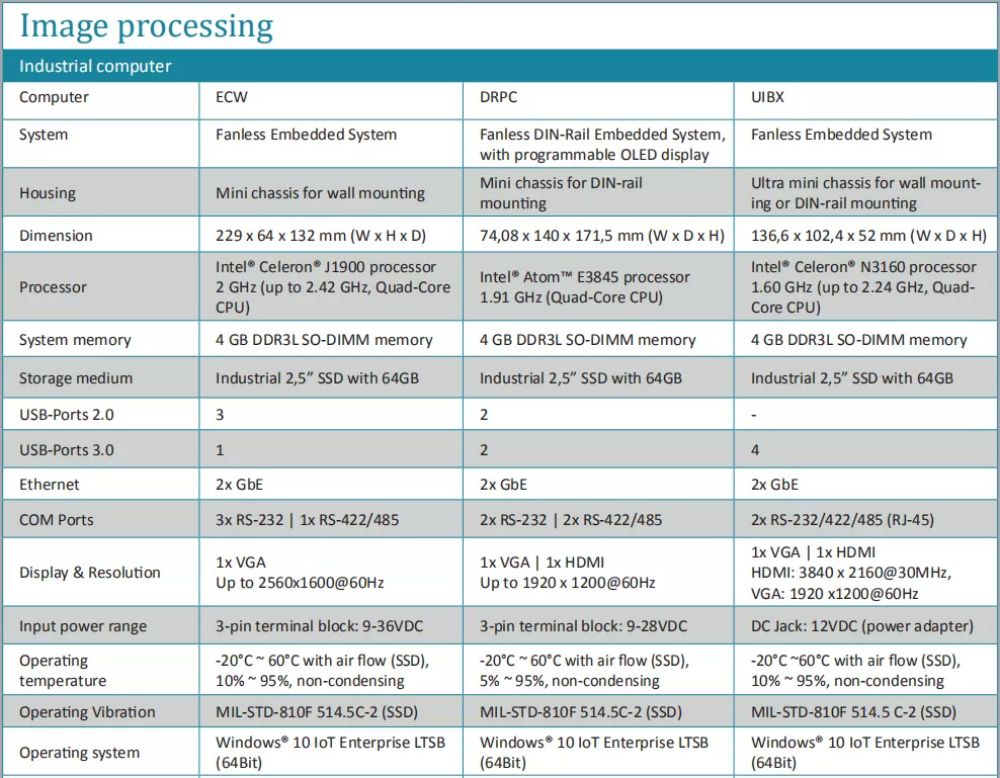
Cabos | Acessórios | Opções | Processamento de imagem