








Projeto da matriz de dobra Gooseneck e análise de intensidade
Com a ampla aplicação do matriz de dobra de pescoço de ganso Na área de estampagem, o custo de fabricação das peças curvadas é bastante reduzido. Ao mesmo tempo, o problema de danos ao molde que ocorre durante o uso da matriz de dobra tipo pescoço de ganso tornou-se um problema de inércia comum na oficina de produção, sendo os danos causados por projeto de resistência do molde insuficiente e estrutura de projeto do molde inadequada.
1. Análise de processo de peças
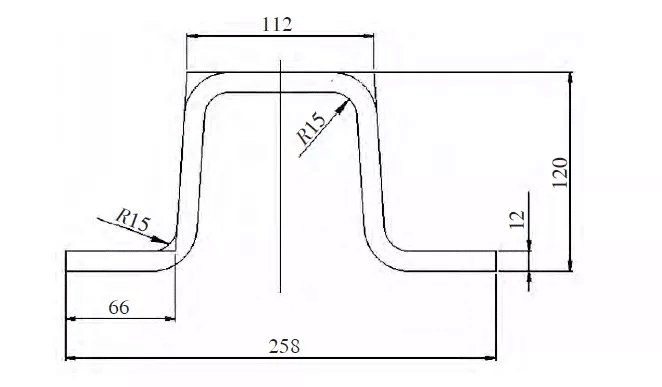
Tomando como exemplo a coluna lateral de um vagão de carga ferroviário, o processo de projeto e a análise de força do matriz de dobra de pescoço de ganso são descritos em detalhes. A Figura 1 mostra a seção transversal da coluna lateral do vagão ferroviário de exportação. A espessura é de 12 mm. O material é Q450NQR1. O aço de alta resistência e resistente à corrosão para vagões ferroviários tem um comprimento de 2530 mm. O fluxo do processo é: jateamento, pintura → corte → corte → nivelamento → dobra → armazenamento.
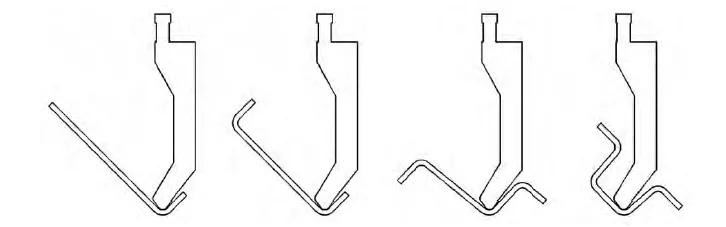
Conforme mostrado na Figura 2, o processo de dobra é dividido em 4 etapas. Durante o processo de dobra da etapa 4, o modo de dobra em pescoço de ganso desempenha um papel importante. Portanto, no processo de projeto da matriz de dobra em pescoço de ganso, o projeto dos parâmetros da matriz de dobra em pescoço de ganso é realizado principalmente de acordo com a etapa 4.
2. Cálculo da força de flexão

P——força de flexão total, N
B——largura da curvatura, mm
δ——espessura do material, mm
σb——resistência à tração, MPa
R——raio de curvatura interno, mm
A força de flexão necessária para o cálculo da peça é de 5930 kN, o que significa que a matriz de dobra precisa suportar 5930 kN de pressão da máquina de dobra.
3. Princípio de projeto do molde de dobra em pescoço de ganso
Conforme mostrado na etapa 4 de dobramento na Figura 2, se não houver uma estrutura em pescoço de ganso, a peça de trabalho interferirá no modo de dobramento durante o processo de dobramento, interrompendo a dobra e impossibilitando a conformação da peça. O princípio de projeto do molde em pescoço de ganso é utilizar a estrutura em pescoço de ganso do molde para evitar o método de projeto em que a peça de trabalho interfere no molde durante o processo de conformação.
4. Determinação dos parâmetros da matriz de dobra em pescoço de ganso
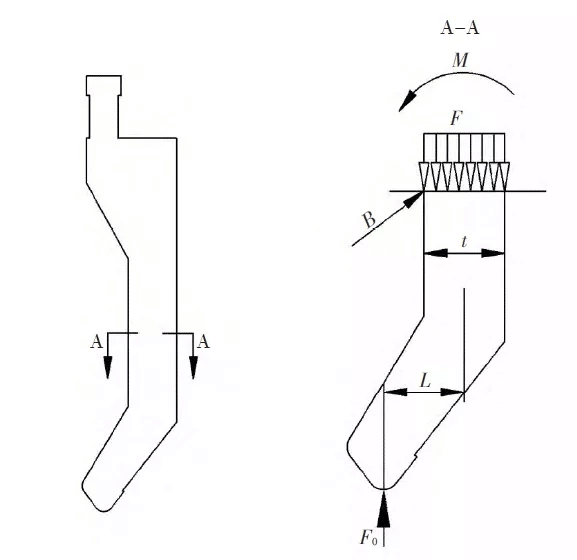
Conforme mostrado na Figura 3, um diagrama esquemático de uma matriz de dobra tipo pescoço de ganso, na qual a excentricidade L do pescoço de ganso e a dimensão da largura t do pescoço de ganso são os principais parâmetros que afetam a resistência da matriz. Para atender às necessidades de conformação de peças, o projeto inicial da largura do pescoço de ganso é de 50 mm, e a excentricidade L do pescoço de ganso deve ser (t/2 + 2,5) mm, onde t é a dimensão da largura da seção do molde mais distante do centro de pressão, ou seja, t = 50 mm.
5. Análise de intensidade
A análise de resistência da parte do pescoço de ganso do molde é realizada. Além da pressão da máquina de dobra, o molde é submetido ao momento de flexão causado pela pressão na parte do pescoço de ganso. Selecione a seção AA do pescoço de ganso para análise de resistência e execute o cálculo da equação da coluna: a análise de resistência da parte do pescoço de ganso do molde, além da pressão da máquina de dobra, o molde também é submetido à pressão na parte do pescoço de ganso. O momento de flexão. Conforme mostrado na Fig. 4, a análise do estado de tensão AA da seção perigosa do pescoço de ganso mostra que a largura da seção é t, a distância vertical entre o centro de pressão da máquina de dobra e o centroide da seção AA é L, e a pressão fornecida pela máquina de dobra para a matriz de dobra é F, A força F0 da reação da peça de trabalho à matriz de dobra, o momento de flexão da seção é M, e há uma possibilidade de quebra no ponto B da seção. Após a análise, é desenhado um diagrama simplificado do estado de força da seção mostrada na Fig. 4 AA.
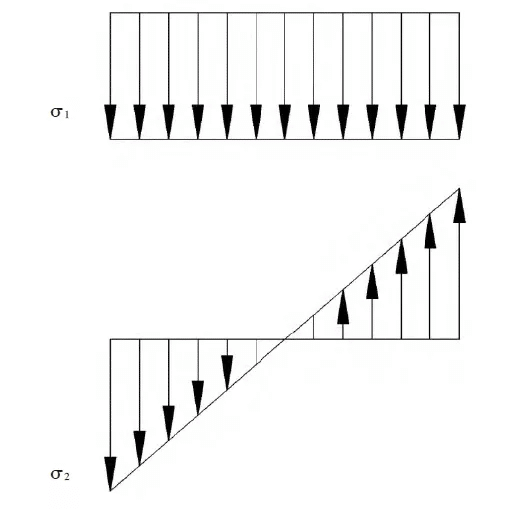

σ1——tensão gerada pela força externa F0
σ2——a tensão gerada pelo momento de flexão
Na equação (5), W é o coeficiente de flexão da seção. Como a seção AA é um retângulo de altura t e comprimento h, então, w = t2h/6.
Da fórmula (2), M=F0×L, e substitua W e M na fórmula:

t——a espessura da seção A, mm
L——a distância vertical entre o centro de pressão da máquina de dobra e o centroide da seção A, mm
h——o comprimento da matriz de dobra, mm
Substituindo os valores de σ1 e σ2 na equação (3) obtemos σ3 como:

σ3—a soma do momento fletor e da tensão gerada por M e pela força externa F0

F1——Tensão máxima que pode ser suportada pela seção perigosa AA do molde
δs——a resistência ao escoamento do material do modo de flexão
Substituindo o resultado σ3 da fórmula (7) na fórmula (8) para obter F1
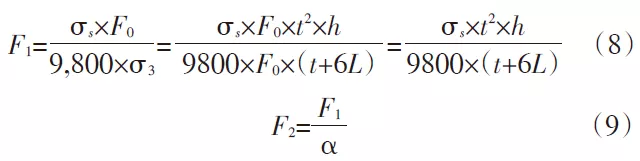
Na fórmula (9), α é o fator de segurança, geralmente assumindo um valor entre 1,1 e 1,2. Neste cálculo, α = 1,15 é considerado, e os valores de α e F1 são substituídos na fórmula (9):

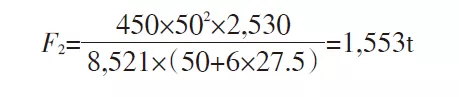
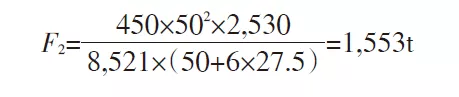
δs = 450 MPa, h = 2530 mm, t = 50 mm, L = 27,5 mm, substituído na fórmula (10), o valor de F2 é 1553 t, o que significa que a seção AA projetada com grande força de flexão pode suportar uma tensão de 1553 t. O valor é muito maior do que a força de flexão da conformação da peça, o que pode atender aos requisitos de conformação da peça.
6. Otimização estrutural
De acordo com os resultados dos cálculos acima, a tensão da seção perigosa AA é de 15530 kN, o que é muito maior do que a força de flexão da peça de trabalho de 5930 kN, o que pode atender aos requisitos de moldagem da peça de trabalho.
No entanto, para reduzir ainda mais a intensidade de trabalho do operador e reduzir o custo de fabricação do molde, é necessário otimizar o projeto do molde para que ele possa satisfazer a realização do produto, reduzir o
intensidade de trabalho do operador e reduzir o custo de fabricação do molde.
De acordo com a fórmula (10), a tensão experimentada pela seção perigosa AA está relacionada à resistência ao escoamento σs do material do molde, à espessura t da seção A, ao comprimento h do modo de dobra e à distância vertical L entre o centro de pressão da máquina de dobra e o centroide da seção A. Como o material do molde geralmente não é alterado, ou seja, σs é um valor fixo; o comprimento da peça de trabalho é 2530 mm, que também é um valor fixo L = t/2 + 2,5; portanto, a variável na fórmula é apenas t, e o valor de t é gradualmente otimizado:
Recalcule alterando o valor de t de 50 para 30:

Recalcule o valor de t de 30 a 25 para recálculo:

Recalcule alterando o valor de t de 25 para 20:
De acordo com os resultados dos cálculos acima, pode-se observar que F32 é menor que a força máxima de flexão da peça moldada, F12 e F22 são maiores que a força máxima de flexão da peça moldada, mas o custo de fabricação do molde é baixo, o que é conveniente para o operador instalar e desmontar o molde. Por fim, foi determinado que a seção perigosa AA do molde tinha uma largura de 25 mm. A espessura da parte de trabalho da parte restante do molde foi projetada de acordo com 25 mm. A curva do pescoço de ganso é excessivamente curvada para evitar concentração local de tensões. O tamanho da interface do molde e do equipamento pode ser projetado de acordo com o mecanismo de fixação do equipamento.
7. Verificação de efeitos
A prática comprovou que o molde pode suportar o estado de tensão da peça dobrada, e sua rigidez e resistência podem atender às necessidades reais de produção. Para se adaptar à metodologia principal das atuais oficinas de fabricação de peças de alta eficiência, baixo custo e ritmo acelerado, o projeto do molde, como entrada de custo inicial, é um componente importante do custo das peças. A fórmula e o processo de cálculo podem ser promovidos e aplicados no processo de projeto de moldes pescoço de ganso.
8. Conclusão
A seção perigosa da matriz de dobra tipo pescoço de ganso é a mais distante do centro de pressão. Sob a condição de certos materiais e estruturas de molde, a resistência da seção perigosa é proporcional à dimensão da espessura da seção perigosa.











