








Problemas e soluções rápidas para máquinas de dobrar tubos são algo que todo fabricante encontra mais cedo ou mais tarde, não importa o quão avançado seja o equipamento. Se você busca explicações claras sobre os problemas mais comuns e como resolvê-los rapidamente, chegou ao lugar certo. Neste guia, abordarei os problemas típicos que surgem durante a curvatura de tubos e compartilharei soluções práticas que você pode implementar imediatamente. Seja você um iniciante na fabricação de tubos ou um operador experiente, este artigo o ajudará a diagnosticar problemas com mais eficiência, minimizar o tempo de inatividade e manter a precisão da curvatura.
Comum Máquina para dobrar tubos Problemas e suas causas
Enrugamento do tubo durante curvas de raio fechado
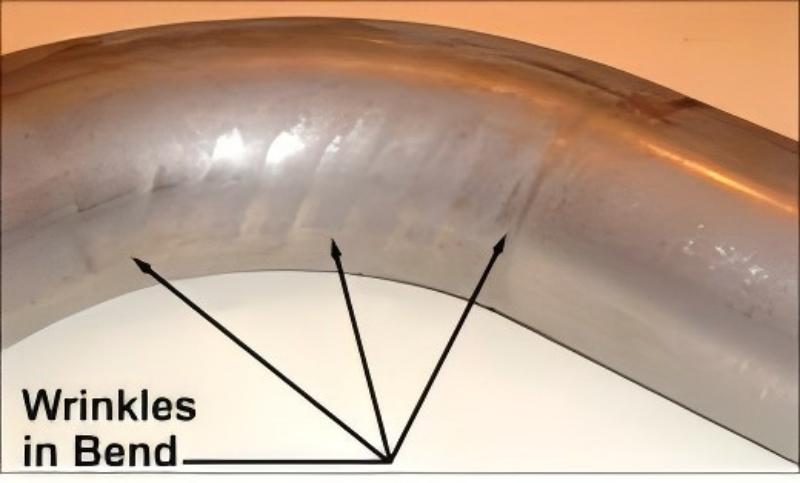
O enrugamento do tubo é um dos problemas mais frequentes em máquinas de curvatura de tubos, especialmente ao trabalhar com tubos de paredes finas ou curvas de raio pequeno. A causa principal geralmente é o suporte interno insuficiente ou o posicionamento inadequado do mandril. Quando a parede do tubo colapsa para dentro, a matriz de curvatura não consegue manter a forma adequada.
Para resolver isso, sempre começo verificando o tipo de mandril e ajustando sua posição para mais perto do ponto de tangência. Aumentar a lubrificação no mandril e na matriz raspadora também pode proporcionar um fluxo de material mais suave.
Retorno elástico excessivo após a flexão

O retorno elástico ocorre quando o tubo retorna parcialmente à sua forma original após a curvatura. Esse problema se agrava com materiais mais duros, como o aço inoxidável. Geralmente, a causa é uma compensação insuficiente da sobrecurvatura ou superfícies de ferramentas desgastadas.
Para corrigir isso, normalmente ajusto o ângulo de sobrecurvatura no sistema de controle e verifico se a matriz de pressão e a matriz de dobra ainda possuem raios precisos. Se as ferramentas apresentarem desgaste, a substituição ou o recondicionamento restaurará a precisão da dobra.
Problemas de achatamento ou ovalização do tubo
Pontos planos ou seção transversal oval são problemas comuns em máquinas de curvatura de tubos quando o raio de curvatura é muito pequeno ou a força da matriz de pressão não está ajustada corretamente. O achatamento do tubo não afeta apenas a estética, mas também compromete a resistência estrutural.
Minha solução rápida é aumentar a força de pressão da matriz e verificar se o raio de curvatura corresponde às especificações do material. Se o raio for muito pequeno, trocar para um mandril com mais nós de apoio geralmente melhora o resultado.
Deslizamento de material na matriz de fixação
Se o tubo deslizar durante a curvatura, a máquina pode produzir ângulos inconsistentes ou arranhões na superfície. As causas comuns incluem força de fixação insuficiente, matrizes de fixação desgastadas ou lubrificação inadequada.

Para resolver isso, aumento a pressão de fixação gradualmente e inspeciono as superfícies da matriz em busca de desgaste. Se as matrizes parecerem polidas ou arredondadas, eu as substituo. No caso do aço inoxidável, reduzir a lubrificação na área de fixação ajuda a evitar deslizamentos indesejados.
Ângulos de dobra incorretos ou perda de repetibilidade
Ângulos inconsistentes geralmente têm origem no desalinhamento do sensor, na calibração incorreta ou no desgaste mecânico. Este é um dos problemas em máquinas de curvatura de tubos que pode reduzir significativamente a produção.
Começo sempre por recalibrar o codificador de ângulo e verificar a folga no braço de dobra. Verificar se a máquina está em um piso nivelado também melhora a precisão. Inspeções mecânicas regulares ajudam a manter a repetibilidade.
Soluções rápidas para Dobra de Tubos Precisão e Qualidade
Ajustando a posição do mandril para melhor suporte.
Para tubos de paredes finas ou raios pequenos, posiciono o mandril de 0,5 a 1,0 mm antes do ponto de tangência. Isso evita que o tubo colapse e garante uma superfície interna lisa. Usar o tipo correto de mandril — de plugue, de forma ou de esfera — também faz muita diferença.
Calibrando a máquina de dobrar tubos para ângulos precisos

Quando ocorrem desvios angulares, uma calibração rápida geralmente resolve o problema. Eu realizo um teste de dobra, meço o ângulo real com um transferidor digital e atualizo o valor de compensação no sistema de controle. Essa recalibração geralmente restaura a precisão imediatamente.
Otimizando a força da matriz de pressão para dobras perfeitas
Força excessiva causa arranhões, enquanto força insuficiente leva ao deslizamento. Ajusto a pressão gradualmente, monitorando a deformação do material. A escolha de materiais adequados para a matriz e o material do tubo — como matrizes de aço temperado para tubos de aço — melhora a qualidade da superfície.
Melhorando a lubrificação para um fluxo de material suave
A lubrificação adequada reduz o atrito e evita rugas. Ao dobrar aço inoxidável, utilizo um lubrificante de alta viscosidade no mandril, mantendo a área de fixação limpa. A lubrificação constante garante um desempenho de dobra estável.
Medidas preventivas para reduzir o tempo de inatividade da máquina de curvatura de tubos
Lista de verificação para inspeção de rotina
Realizo uma verificação diária dos mandris, matrizes, grampos e braço de dobra. Inspecioná-los em busca de desgaste, rachaduras ou alterações na superfície ajuda a detectar problemas precocemente, antes que afetem a produção.
Manutenção de ferramentas para precisão a longo prazo
A limpeza das ferramentas após cada turno evita que detritos metálicos afetem a precisão da dobra. Armazeno mandris e matrizes com proteção anticorrosiva para garantir uma longa vida útil.
Software e Calibração de Sensores
A atualização e calibração regulares dos sensores minimizam os erros de medição. Dados corretos dos sensores são essenciais para ângulos de curvatura, rotação e comprimento de alimentação do material precisos.
PERGUNTAS FREQUENTES
Como posso reduzir o retorno elástico ao dobrar tubos de aço inoxidável?
O aço inoxidável possui uma alta taxa de recuperação elástica. Para reduzir o retorno elástico, aumento o ângulo de sobrecurvatura, verifico a precisão do raio da ferramenta e ajusto a força de fixação. O uso de um mandril com mais pontos de apoio também melhora a consistência.
Por que meu tubo enruga durante curvas de raio pequeno?
O enrugamento geralmente ocorre devido ao posicionamento incorreto do mandril ou à lubrificação insuficiente. Posicione o mandril mais próximo do ponto de tangência e certifique-se de que a matriz de limpeza esteja alinhada corretamente.
O que devo fazer se os problemas da minha máquina de dobrar tubos incluírem ângulos inconsistentes?
Comece por recalibrar o codificador de ângulo e verificar o nivelamento da máquina. Ferramentas desgastadas ou folga mecânica também podem causar inconsistências angulares.
A lubrificação inadequada pode causar arranhões na superfície?
Sim, a lubrificação insuficiente pode aumentar o atrito, causando arranhões ou deformações. Utilize sempre um lubrificante adequado ao material no mandril e nas matrizes de pressão.
Conclusão
Compreender os problemas mais comuns em máquinas de curvatura de tubos — e saber como resolvê-los rapidamente — pode melhorar drasticamente a eficiência da sua produção. Ajustando a posição do mandril, otimizando a força da matriz de pressão, calibrando a máquina com frequência e realizando manutenção de rotina, você pode prevenir a maioria dos problemas de curvatura antes que eles afetem seu fluxo de trabalho. Se precisar de mais suporte ou quiser explorar soluções avançadas de curvatura, entre em contato com nossa equipe para obter mais orientações e assistência profissional.



