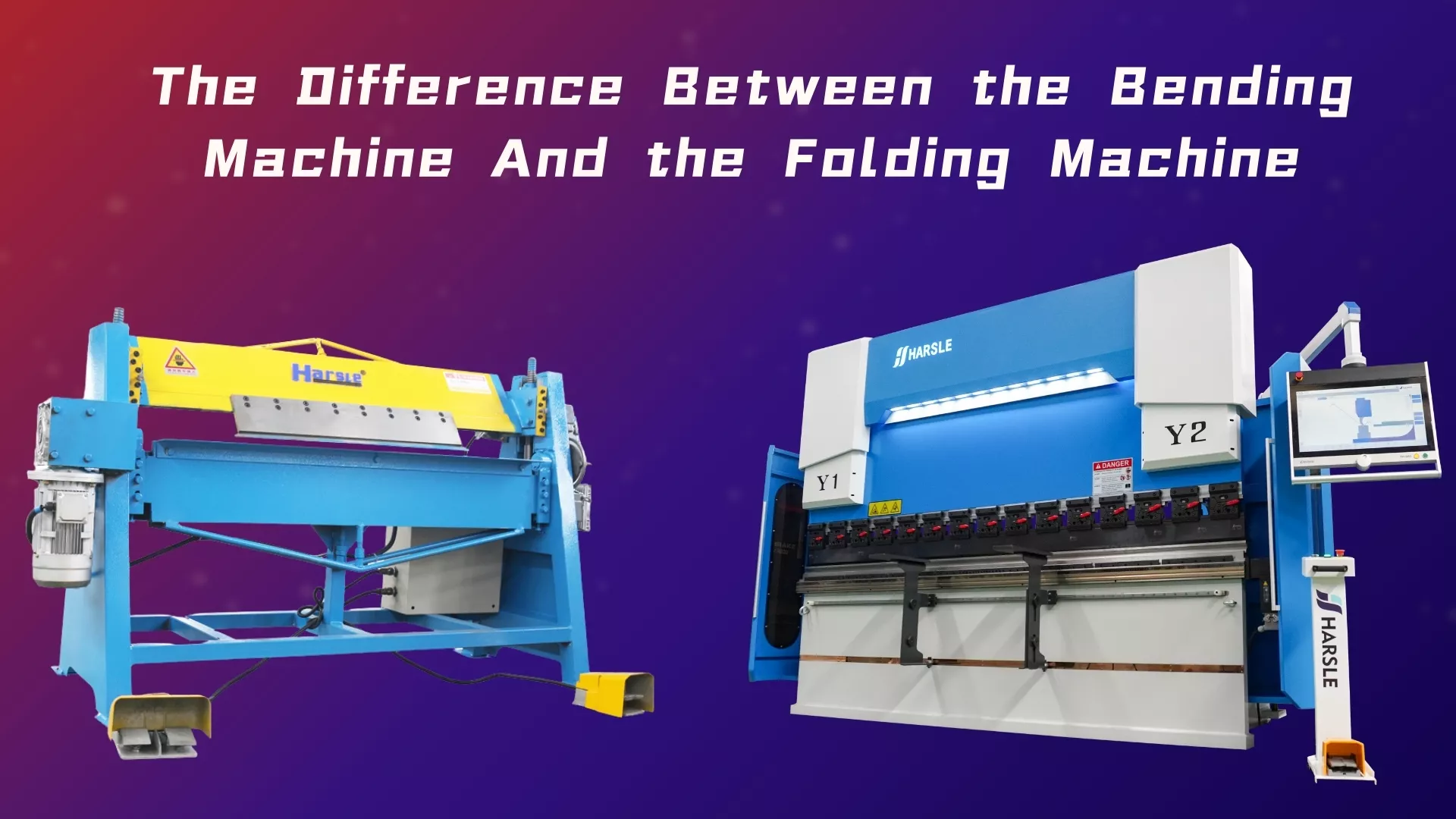
A diferença entre máquina de dobrar e máquina de dobrar
Como profissional da indústria metalúrgica, muitas vezes me deparo com perguntas sobre as diferenças entre máquinas de dobra e máquinas de dobrar. Entender a diferença entre a dobradeira e a dobradeira é essencial para escolher o equipamento certo para aplicações específicas. Embora ambas as máquinas sejam projetadas para moldar metal, elas operam com princípios diferentes e são usadas para finalidades distintas. Neste artigo, explorarei as principais características, vantagens e aplicações típicas de cada tipo de máquina, ajudando você a tomar decisões informadas para seus projetos de fabricação. Vamos nos aprofundar nas nuances que diferenciam essas duas ferramentas vitais.
Máquina de dobrar:
O mecanismo de dobragem é simples máquina de dobrar, manual ou motorizada. O método mais simples consiste em fixar firmemente a chapa de aço à mesa da máquina usando um modelo com raio curvo.
A parte estendida do material é colocada sobre outra mesa que pode girar ao longo do centro do raio de curvatura. Quando a mesa móvel se eleva, ela dobra o aço inoxidável no ângulo desejado. É óbvio que o aço inoxidável desliza sobre a mesa durante a curvatura. Portanto, para evitar arranhões no aço inoxidável, a superfície da mesa deve ser lisa. Durante o processamento propriamente dito, a superfície do aço inoxidável geralmente é protegida com uma película plástica.
A viga superior é tipicamente em forma de cunha, formando uma abertura para que uma peça em bruto com o formato adequado possa ser dobrada em uma caixa ou ranhura quadrilateral. Máquinas de dobra têm sido utilizadas para produzir uma ampla gama de produtos simples de chapa de aço inoxidável, mas atualmente esses produtos são produzidos com mais frequência em prensas de dobra a frio.

A diferença entre os princípios de dobramento e curvatura:
1. A máquina de dobrar controla o ângulo de dobra da faca superior para controlar o ângulo de dobra. Ao mesmo tempo, ao dobrar o lado curto, o operador precisa segurar a maior parte do material para fora. Ao dobrar uma peça grande, dois ou mais funcionários são necessários.
2. O princípio de funcionamento da máquina de dobrar é que, após a chapa ser colocada na bancada, a viga lateral é pressionada para baixo para fixar a chapa, e a viga lateral de dobra é girada para cima e para baixo para realizar a dobra. Em todos os processos de dobra de um lado, não é necessário o uso manual. Participa do posicionamento e auxilia no trabalho de torneamento e posicionamento.
A diferença na precisão de flexão:
1. A precisão dimensional do controle da dobradeira é a precisão dimensional da borda curta do posicionamento do batente traseiro. Após a conclusão da dobra, o erro se acumula no tamanho do espaço interno. Ao mesmo tempo, o ângulo de dobra é controlado pelo controle da quantidade de prensagem da matriz superior. Relevante para a espessura do material.
2. A precisão dimensional do controle da máquina de dobra é para completar a borda de dobra, e a borda é usada como referência de posicionamento. O tamanho do controle é o tamanho do espaço interno exigido pelo cliente, e o ângulo de dobra é o controle direto do ângulo do flange. Não importa.
3. Problemas com arranhões na superfície do material:
Durante a operação da máquina de dobra, os materiais se movem em relação uns aos outros na matriz inferior, deixando uma marca sem proteção superficial. Ao mesmo tempo, ao dobrar uma peça grande, é necessário girá-la e movê-la muitas vezes, e é inevitável que ocorram arranhões durante o processo.
Quando a máquina de bainha está em funcionamento, nenhum movimento relativo entre a fresa de borda e a fresa de bainha e o material pode evitar completamente danos à superfície. Quando uma peça grande é dobrada, pois a chapa é plana e processada simultaneamente, todo o processamento de um lado da peça pode ser concluído, evitando completamente danos à superfície.
4. Os requisitos técnicos dos trabalhadores são diferentes:
A máquina de dobrar tem uma exigência técnica relativamente maior para os trabalhadores de dobra.
A programação da dobradeira pode ser feita intuitivamente pelo engenheiro, por meio de pintura a dedo ou programação offline, utilizando software, e importada para o programa de processamento via USB ou conexão de rede. Após a conclusão da programação, o trabalho principal do trabalhador se torna um simples carregamento e descarregamento. Não há necessidade de dobrar trabalhadores com muita habilidade.
5. Configuração da ferramenta:
Quando a máquina de dobra precisa implementar certa dobra especial (como arco), ela precisa trocar a ferramenta ou transferi-la para outra máquina para aumentar a transferência e o armazenamento temporário do produto semiacabado.
A dobradeira pode ser configurada girando o projeto da viga de corte e instalando dois conjuntos de ferramentas de viga de corte simultaneamente, para que todas as operações de dobra possam ser concluídas em uma única estação. Para dobra em arco ou outros requisitos especiais de dobra, basicamente não há necessidade de trocar a ferramenta. A implementação completa pode ser feita simplesmente com alterações no programa.
6.Vida útil da ferramenta:
Devido ao movimento relativo da peça de trabalho na matriz, a ferramenta sofrerá desgaste e precisará ser reparada ou substituída.
A máquina de dobrar basicamente evita o movimento relativo entre o material e a ferramenta, e a ferramenta quase não se desgasta por muito tempo, o que aumenta muito a vida útil da ferramenta.
7. Posição de operação:
A. A prensa dobradeira só pode ser operada pela frente.
B. A máquina de dobrar pode ser operada tanto na parte frontal quanto traseira, de acordo com o tamanho da peça de trabalho, o que é conveniente para observação e uso.
8. Sistema de acionamento:
A. A máquina de dobra é acionada hidraulicamente, o que exige mais trabalho de manutenção e é suscetível a fatores ambientais.
B. A dobradeira adota um projeto de acionamento totalmente elétrico, o que reduz a carga de trabalho de manutenção e não afeta o ambiente de uso. Assim, alcança-se maior precisão de dobra.