Sistema de acionamento hidráulico para rolo de trabalho de máquina de laminação de placas de três rolos
Em meu trabalho com laminadoras de chapas de três rolos, aprendi a reconhecer o papel crucial do sistema de acionamento hidráulico do rolo de trabalho. Este sistema não só garante controle preciso e eficiência durante o processo de laminação, como também influencia significativamente o desempenho geral da máquina. Compreender as complexidades do sistema de acionamento hidráulico ajuda a otimizar as operações e a reduzir os custos de manutenção. Neste artigo, explorarei os componentes e a funcionalidade do sistema de acionamento hidráulico do rolo de trabalho, compartilhando insights que podem aprimorar tanto o desempenho quanto a confiabilidade em aplicações de laminação de chapas.
O máquina de laminação de placas de três rolos Baseia-se no princípio de três pontos formando um círculo, utilizando o movimento rotativo do rolo de trabalho e ajustando a mudança da posição relativa do rolo de trabalho para produzir deformação plástica contínua da chapa metálica, dobrando-a em um formato cilíndrico, cônico ou em arco. Equipamento de processamento e conformação para peças de formato uniforme. Neste artigo, com base em uma análise detalhada do sistema de acionamento do motor hidráulico do rolo de trabalho, a causa da falha é explicada e uma solução razoável e viável é proposta.
1. Princípio de funcionamento do sistema de acionamento hidráulico
A placa de três rolos inclinada para baixo máquina de laminação é composto por um mecanismo de cabeça invertida, uma estrutura esquerda, um rolo de trabalho superior, dois rolos de trabalho inferiores, uma estrutura direita, um motor hidráulico acionado por um rolo de trabalho inferior e um motor hidráulico acionado por um rolo de trabalho superior, etc., conforme mostrado na Figura 1. Mostrar. A estrutura esquerda e a estrutura direita são instaladas em toda a base com uma estrutura soldada e conectadas por bielas para aumentar a rigidez de toda a máquina. A posição do rolo de trabalho superior é fixa e os dois rolos de trabalho inferiores podem se mover para cima e para baixo ao longo das ranhuras de guia oblíquas nas estruturas esquerda e direita, respectivamente. O movimento rotativo dos rolos de trabalho é o sistema de transmissão principal, que é instalado na lateral da estrutura direita, e o mecanismo de cabeça invertida é instalado na lateral da estrutura esquerda. Os movimentos de inclinação e redefinição são controlados pelo cilindro da cabeça invertida.
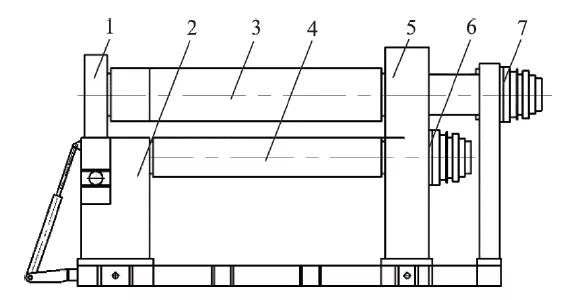
5. Estrutura direita 6. Motor hidráulico de acionamento do rolo de trabalho inferior 7. Motor hidráulico de acionamento do rolo de trabalho superior
Figura 1——Diagrama esquemático da máquina de laminação de placas de ajuste inclinado para baixo
O rolo de trabalho superior da laminadora de três rolos é acionado por um motor hidráulico através de um redutor planetário, e os dois rolos de trabalho inferiores (ou seja, o rolo inferior esquerdo e o rolo inferior direito) são acionados diretamente pelo motor hidráulico. O diagrama esquemático do sistema de acionamento hidráulico do rolo de trabalho é mostrado na Figura 2, que é composto por três circuitos hidráulicos independentes: o rolo superior, o rolo inferior esquerdo e o rolo inferior direito.
Para garantir a qualidade dos produtos processados pela laminadora de chapas, a velocidade de trabalho dos três rolos de trabalho, como o rolo superior, o rolo inferior esquerdo e o rolo inferior direito, deve ser estável e ajustável, e não pode ser alterada pela influência de outros mecanismos para garantir a entrega suave da chapa. O rolo de trabalho superior e os dois rolos de trabalho inferiores servem como os rolos de acionamento principais, que podem não apenas realizar a rotação para frente e para trás, mas também fornecer o torque de enrolamento para a laminação do material da chapa, aplicando a pressão do rolo de trabalho superior e dos dois rolos de trabalho inferiores. A chapa é laminada em formas cilíndricas, cônicas e outras. Para isso, são fornecidos três circuitos hidráulicos especiais, ou seja, cada rolo de trabalho é fornecido com um conjunto de fontes especiais de óleo hidráulico, formando um circuito hidráulico independente que não é afetado por outros mecanismos, de modo a realizar a velocidade estável e ajustável do rolo de trabalho.
Na Figura 2, o tanque de óleo armazena óleo hidráulico, dissipação de calor e sujeira no óleo precipitado; o rolo de sucção superior, o rolo inferior esquerdo e o filtro de sucção do rolo inferior direito são filtros grossos para garantir a limpeza do óleo que entra nos três circuitos hidráulicos independentes; A bomba hidráulica e seu motor de acionamento são a fonte de energia do circuito hidráulico do rolo superior, do rolo inferior esquerdo e do rolo inferior direito; os manômetros indicam, respectivamente, a pressão de trabalho das três saídas da bomba hidráulica; a válvula de alívio eletromagnética controla o motor hidráulico do rolo superior e a pressão hidráulica do rolo inferior esquerdo, respectivamente. A pressão de trabalho do motor e o motor hidráulico do rolo inferior direito também têm a função de descarga para realizar a função de regulação de pressão de dois estágios. Quando o rolo de trabalho não está funcionando, a descarga é usada para obter economia de energia; a válvula direcional eletro-hidráulica controla o motor do rolo superior e o motor do rolo inferior esquerdo. O avanço, a ré e a parada do motor e do motor do rolo inferior direito; O grupo de válvulas de amortecimento limita a pressão máxima de trabalho em ambos os lados do motor do rolo superior, do rolo inferior esquerdo e do rolo inferior direito. O motor de acionamento do rolo de trabalho é um motor quantitativo bidirecional, que pode ser usado para frente e para trás para realizar o movimento bidirecional da placa.
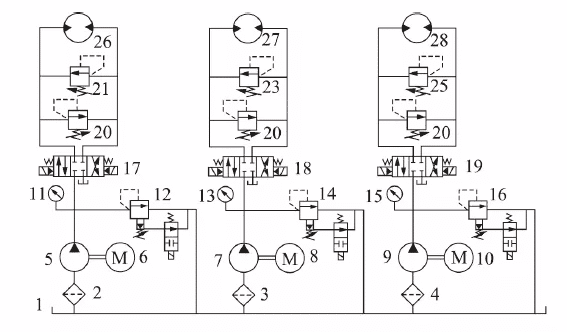
Bomba hidráulica 6/8/10. Motor de acionamento 11/13/15. Manômetro 12/14/16. Válvula de alívio eletromagnética 17/18/19. Válvula direcional eletro-hidráulica 20/21/22/23/24/25. Grupo de válvulas de amortecimento 26. Motor hidráulico do rolo superior 27.
Motor hidráulico do rolo inferior esquerdo 28. Motor hidráulico do rolo inferior direito
Figura 2 — Diagrama esquemático do acionamento hidráulico do rolo de trabalho da máquina de dobrar chapas
2. Melhorar o design do esquema
O circuito hidráulico do rolo de trabalho acima é usado como exemplo para análise. Quando o motor hidráulico aciona o rolo superior para girar, se a válvula direcional eletro-hidráulica for repentinamente comutada para a posição neutra ou a direção for alterada, um grande impacto será gerado, afetando a vida útil do motor hidráulico do rolo superior 26. Na Figura 2, a válvula direcional eletro-hidráulica 17 possui uma função central do tipo O. Durante o processo de comutação da válvula direcional eletro-hidráulica 17 para a posição neutra para frear o rolo superior, a entrada e a saída do motor hidráulico 26 são ambas fechadas. A válvula direcional eletro-hidráulica 17 é fechada na posição neutra.
Devido ao efeito de inércia, uma câmara de alta pressão é formada na saída de óleo do motor hidráulico 26 e uma câmara de vácuo é formada na entrada de óleo, ou seja, a pressão no lado de saída do motor hidráulico 26 aumenta, gerando força de frenagem e contando com a válvula de amortecimento naquele lado para limitar a pressão e reduzir o choque hidráulico. Após a abertura do grupo de válvulas de amortecimento 20 (ou 21), o óleo do lado de alta pressão pode ser descarregado diretamente na tubulação do lado de baixa pressão na câmara de vácuo, e então o óleo pode entrar na entrada de óleo do motor para reduzir a ocorrência de vácuo. Este método de conexão do grupo de válvulas de amortecimento é chamado de método de enchimento direto de óleo, e sua desvantagem é que ele não pode compensar totalmente a quantidade de óleo necessária pela entrada de óleo. Além disso, devido ao vazamento interno do próprio motor hidráulico e da válvula direcional eletro-hidráulica (a válvula direcional eletro-hidráulica utiliza uma estrutura de válvula de carretel), a entrada de óleo não está conectada à tubulação de baixa pressão ou ao tanque de óleo, não podendo ser complementada com óleo externo. Portanto, o reabastecimento de óleo não é suficiente. Devido ao reabastecimento insuficiente de óleo, a entrada de óleo permanece em estado de vácuo por muito tempo, causando cavitação, o que reduz significativamente a vida útil do motor hidráulico.
Para solucionar completamente o fenômeno de vácuo e cavitação na entrada de óleo do motor hidráulico, propõe-se uma solução aprimorada para o uso combinado da válvula de carga unidirecional e da válvula de amortecimento: o óleo é totalmente fornecido à entrada de óleo do motor hidráulico através da válvula unidirecional. Para evitar o fenômeno de vácuo, a válvula de amortecimento não só reduz o choque hidráulico causado pela válvula direcional eletro-hidráulica na posição neutra, como também proporciona uma frenagem suave do motor hidráulico. A válvula direcional eletro-hidráulica adota a função neutra do tipo M. O esquema de aprimoramento é mostrado na Figura 3.
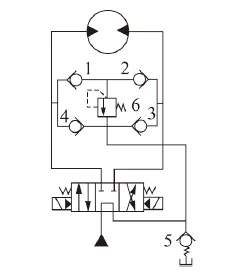
Figura 3——Diagrama esquemático do esquema de melhoria
No plano de melhoria, a válvula de buffer 6 e quatro válvulas unidirecionais formam um circuito de suprimento de óleo de buffer de ponte completa. A válvula de retenção de buffer 1 ou 2 pode garantir que o óleo de alta pressão na câmara esquerda ou direita possa passar pela válvula de buffer 6, e o fluxo reverso é bloqueado pela válvula de retenção de buffer no lado de baixa pressão, ou seja, o óleo no lado de alta pressão não pode passar pelo lado de baixa pressão. A válvula de retenção de buffer flui para a linha de baixa pressão naquele lado. A válvula de retenção de carga (3 ou 4) desempenha o papel de carga em duas direções (o motor hidráulico precisa estar para frente e para trás, e duas válvulas de retenção de carga precisam ser ajustadas) para reabastecer a tubulação do lado de baixa pressão, e sua pressão de carga é definida pela válvula de contrapressão 5, e a contrapressão do reabastecimento de óleo é geralmente definida em 0,3 a 0,5 MPa. Devido à contrapressão do reabastecimento de óleo, este circuito de óleo pode desempenhar o papel de reabastecimento completo de óleo. O óleo de alta pressão gerado pela inércia do motor hidráulico passa pela válvula de retenção 1 ou 2 e é então submetido a um transbordamento limitador de pressão pela válvula de amortecimento 6. A pressão de ajuste da válvula de amortecimento 6 limita a pressão máxima na saída do motor hidráulico. A magnitude da pressão de ajuste determina a magnitude do torque de frenagem do motor. Esta solução aprimorada pode não apenas desempenhar um papel de amortecimento, mas também atingir o objetivo de um suplemento completo de óleo.