








2 Regras Fáceis de Correção Mecânica de Chapas Metálicas
Correção mecânica É a correção de peças de trabalho deformadas e aço deformado usando equipamentos mecânicos, e a correção a frio é geralmente usada. A correção a frio é a correção da peça de trabalho à temperatura ambiente, que é realizada usando martelamento e estiramento. Essa correção causará endurecimento por trabalho a frio na superfície do aço, ou seja, a resistência e a dureza aumentarão, e a plasticidade e a tenacidade diminuirão. Portanto, é adequado apenas para aço de baixo carbono ou alumínio com boa plasticidade; quando o grau de deformação é grande, rachaduras ou quebras ocorrerão se o endireitamento a frio for usado, ou devido à capacidade insuficiente do equipamento, o endireitamento a frio não pode exceder o ponto de escoamento, e a peça de trabalho não pode ser superada. A rigidez da peça de trabalho é muito alta, ou o material da peça de trabalho é muito frágil. Quando o endireitamento a frio não pode ser usado, o endireitamento a quente é usado. O endireitamento a quente é realizado quando o aço é aquecido a uma alta temperatura de 700~1000°C oxiacetileno. O endireitamento a quente é adequado para aço carbono e aço de liga com grande deformação e baixa plasticidade ou aço de baixo carbono usado em baixas temperaturas.
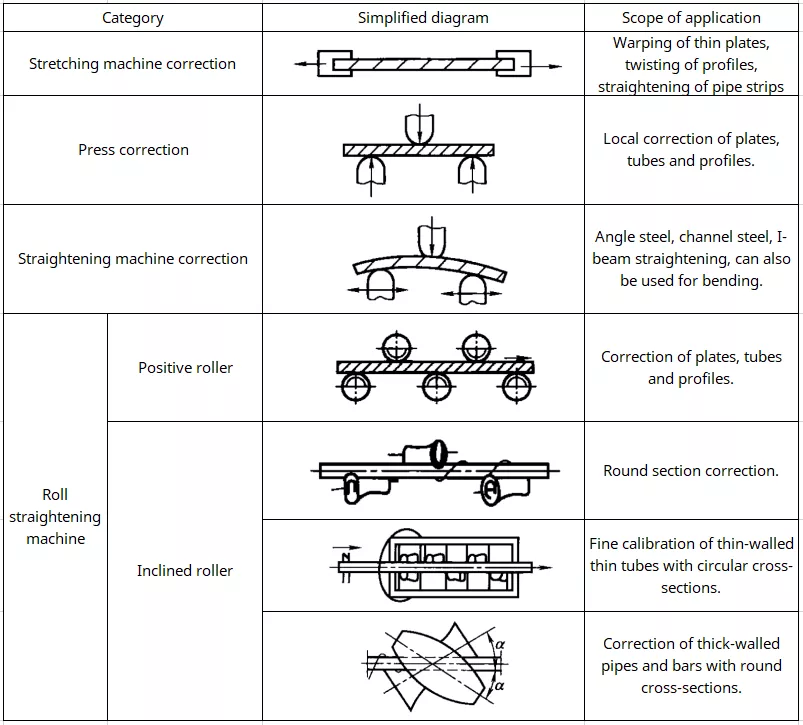
Os equipamentos utilizados para o endireitamento mecânico incluem máquina de laminação de placas, máquina de arredondamento, máquina de nivelamento especial, máquina de endireitamento e várias prensas, como prensa mecânica, prensa hidráulica, prensa de parafuso, etc. O método e o escopo da correção mecânica são mostrados na tabela abaixo.
O método de correção mecânica e seu escopo de aplicação
1. Correção Mecânica-Correção de Placas
A deformação da chapa de aço é geralmente corrigida em uma niveladora multirrolos. Durante o nivelamento, quanto mais espessa a chapa de aço, mais fácil é a correção; quanto mais fina a chapa de aço, mais fácil é deformar e mais difícil é corrigir. Geralmente, chapas de aço com espessura superior a 3 mm são niveladas em uma niveladora de cinco ou sete rolos, e chapas de aço finas com espessura inferior a 3 mm devem ser niveladas em uma niveladora de nove, onze ou mais rolos.
O princípio de correção de rolamento do nivelador multirrolo é mostrado na figura abaixo. A parte de trabalho é composta por duas fileiras de rolos superiores e inferiores. Normalmente, há de 5 a 11 rolos de trabalho. Os rolos ativos são conectados ao corpo da máquina por meio de rolamentos e acionados por um motor para girar, e sua posição não pode ser ajustada. A coluna acima é o rolo acionado, que pode ser ajustado verticalmente por um parafuso manual ou dispositivo de elevação elétrico para alterar a distância entre as fileiras de rolos superiores e inferiores, adaptando-se ao nivelamento de chapas de aço de diferentes espessuras.

Durante a laminação, a chapa de aço se encaixa na rotação do rolo do eixo e é submetida a forças opostas entre os eixos dos rolos superior e inferior, fazendo com que a chapa de aço produza flexões alternadas com um pequeno raio de curvatura. Quando a tensão excede o limite de escoamento do material, ocorre a deformação plástica, de modo que as fibras com comprimentos originais desiguais na chapa tendem a ser consistentes durante repetidos alongamentos e compressões, para atingir o objetivo de correção.
Existem duas maneiras principais de organizar os rolos do eixo de uma niveladora multirrolos. A Figura (a) mostra a correção paralela das fileiras de rolos. Os rolos do eixo superior e inferior são dispostos em paralelo. A folga entre as fileiras de rolos superior e inferior é ligeiramente menor que a espessura da chapa de aço a ser corrigida. Após a passagem da chapa de aço, ela será dobrada repetidamente e, em seguida, nivelada pelo rolo-guia final.
Os dois rolos nas duas extremidades da coluna acima são rolos-guia, com diâmetro pequeno, pouca força e sem função de dobra. Eles apenas guiam a chapa de aço para dentro do rolo de endireitamento ou nivelam a chapa de aço quando ela é retirada do rolo de endireitamento.
O rolo-guia pode ser ajustado individualmente para cima e para baixo até a altura necessária para garantir o nivelamento da dobra final da chapa de aço. Normalmente, a chapa de aço precisa ser rolada para frente e para trás várias vezes na máquina de nivelamento para obter uma qualidade de correção mais alta.
A Figura (b) mostra a correção da inclinação da fileira de rolos. A fileira de rolos superior é disposta obliquamente, e a conexão axial das fileiras de rolos superior e inferior forma um pequeno ângulo fechado. O rolo superior pode ser ajustado para elevação, e o ângulo de inclinação pode ser alterado pelo mecanismo de inclinação. A folga entre as fileiras de rolos superior e inferior aumenta gradualmente em direção à extremidade de saída.
Quando a chapa de aço passa entre as fileiras de rolos, sua curvatura diminui gradualmente; os primeiros pares de rolos do eixo realizam a dobra básica da chapa de aço, e os pares restantes de rolos do eixo geram tensão na chapa de aço à medida que continuam a entrar. Antes do último eixo do rolo, a deformação da chapa de aço sob a ação da força de tração adicional se aproxima da flexão elástica, e a chapa de aço foi corrigida. Portanto, este tipo de nivelador pode melhorar o efeito de correção da chapa de aço, contando com a força de tração adicional gerada pelo eixo do rolo traseiro na chapa de aço, sem a necessidade de instalar um rolo-guia ajustável separadamente. Este tipo de nivelador é usado principalmente para a correção de chapas finas.
De acordo com as diferentes formas de deformação da chapa, as medidas tomadas durante a operação de nivelamento também são diferentes. A tabela a seguir mostra algumas medidas especiais que podem ser tomadas ao corrigir chapas deformadas especiais ou peças menores (ou blanks) em uma niveladora multirrolos.
Achatamento de chapas em diversas situações especiais

Geralmente, a chapa precisa passar pela máquina de nivelamento de chapas multirrolos várias vezes para atingir o objetivo. O número de correções é determinado pela magnitude do coeficiente de tensão na chapa a ser corrigida. Quanto maior for a, mais fácil será o nivelamento. A relação entre a e o número de nivelamentos é mostrada na tabela.
| um | ≤1 | 4~6 | >6 | ≥10 |
| Tempos planos | Não pode ser nivelado | 3 | 1 | Adequado para aço de alta resistência |

| Número de rolos N | 5 | 7 | 9 |
| c | 1.17 | 0.9 | 0.8 |
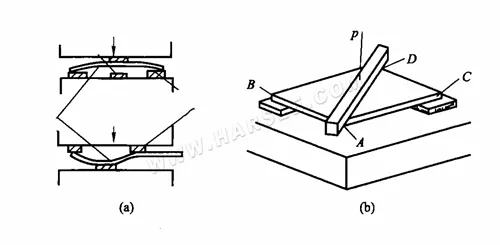
O nivelamento de chapas grossas geralmente também pode ser realizado em equipamentos de pressão, como prensas hidráulicas e prensas hidráulicas. O método de nivelamento com prensas é: coloque a chapa bruta na mesa da prensa, de modo que a parte saliente fique voltada para cima e as duas mais baixas Coloque duas almofadas de espessura igual como fulcros. Se a curvatura de deformação da chapa bruta for pequena, a distância do fulcro pode ser reduzida e, em seguida, aço quadrado é adicionado na parte convexa, e o aço quadrado é pressionado até que a parte deformada original da chapa bruta fique plana e, em seguida, ligeiramente côncava. A quantidade de depressão é igual à quantidade de retorno elástico e a chapa fica plana após a descompressão. Para evitar sobrepressão, um ferro de segurança de espessura apropriada pode ser colocado sob a parte tensionada e a pressão pode ser interrompida quando a chapa bruta é pressionada contra o ferro de segurança, veja a Figura (a); Para corrigir a distorção, coloque primeiro duas almofadas de mesma espessura em B e C, abaixo dos cantos diagonais da placa em contato com a plataforma, e coloque um esquadro diagonalmente acima dos cantos diagonais de A e D. O aço ou trilho é então pressurizado até que A e D entrem em contato com a superfície da mesa e a carga seja removida. Nesse momento, use uma régua plana para verificar o nível de planicidade. Se não atender aos requisitos, aumente as almofadas em B e C até que a correção seja alcançada, conforme mostrado na Figura (b).
Se a deformação da chapa de aço for mais complicada, havendo tanto flexão quanto distorção, a sequência da operação de nivelamento é: primeiro corrija a deformação local, depois corrija a deformação geral; primeiro corrija a distorção e depois corrija a curvatura.
2. Correção Mecânica - Correção de Perfil
O endireitamento de tubos, perfis de aço e outros perfis geralmente utiliza o endireitamento a frio, onde L na tabela é o comprimento da corda de dobra e t é a espessura da chapa.
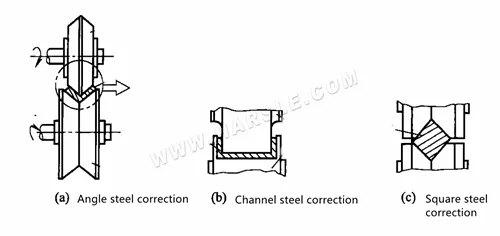
● O princípio de funcionamento da máquina de endireitamento de perfis multirolos é semelhante ao da máquina de nivelamento de chapas. A diferença é que o rolo de endireitamento é um rolo cujo contorno é adaptado à seção transversal do perfil a ser endireitado, conforme mostrado na figura. Para corrigir perfis diferentes, rolos com contornos diferentes podem ser trocados. Semelhante ao princípio do nivelamento de placas, quando o perfil passa pelas fileiras superior e inferior de rolos, ele é dobrado repetidamente, de modo que as fibras sejam alongadas e corrigidas. Os eixos dos rolos da máquina de rolo positivo são paralelos entre si, o que é adequado para vários perfis. A linha de rolos da máquina de rolo inclinado é hiperbólica e a maioria deles está organizada em grupos (2 a 3 por grupo). O eixo do rolo é inclinado para fazer a colcha. O endireitamento do material redondo produz movimento de rotação adicional, o que aumenta o efeito de correção e é adequado para a correção de tubos, hastes e fios.
● Utilize uma máquina de endireitamento de perfil para retificar.
A deformação por flexão de perfis de aço e de diversas vigas soldadas também pode ser corrigida pelo método de dobra reversa da máquina de endireitamento de perfis de aço. As partes móveis da máquina de endireitamento são dispostas horizontalmente e geralmente possuem extremidades duplas.
Durante a operação, a seção de aço é posicionada entre o suporte e o suporte de impulsão. A parte saliente é bloqueada pelo suporte, pressionada contra o suporte e pode ser movida ao longo do comprimento. A posição do suporte pode ser ajustada adequadamente pelo volante de manipulação para se adaptar aos diferentes graus de curvatura da seção de aço. Quando o suporte de impulsão é acionado pelo motor para movimento horizontal alternativo, ele aplica periodicamente um impulso à seção de aço corrigida, fazendo com que ela se dobre na direção oposta para atingir o objetivo da correção.
A posição inicial do suporte de pressão pode ser ajustada para controlar a quantidade de deformação. A mesa é equipada com roletes para apoiar o aço da seção e reduzir o atrito quando o aço da seção se move para frente e para trás. A máquina de endireitamento de perfis de aço também pode ser usada para o processamento de dobra de perfis de aço, sendo uma máquina de dupla finalidade para dobra e endireitamento.
● Utilize a prensa para endireitar o perfil. O princípio, a sequência e o método de endireitamento da prensa para endireitar o perfil e as diversas vigas soldadas são os mesmos do achatamento de chapa grossa, mas a posição de posicionamento, a posição de pressão e a posição de pressão da peça de trabalho devem ser razoavelmente ajustadas de acordo com o tamanho e a deformação da peça de trabalho durante a operação. A espessura e a posição do calço, e se o tamanho do calço e do aço quadrado, o calço e o aço quadrado são necessários, etc., para melhorar a qualidade e a velocidade da correção.

O raio mínimo de curvatura e a deflexão máxima que podem ser endireitados a frio para aços de seção geral são mostrados na tabela.
Caso exceda a faixa especificada nesta tabela, medidas de processo apropriadas (como prensagem a quente, recozimento intermediário do perfil e correções múltiplas) devem ser tomadas para evitar novas distorções e distorções na seção durante a correção.