








Introdução à dobra de chapas metálicas e à indentação por dobra
O que é a dobra de chapa metálica?
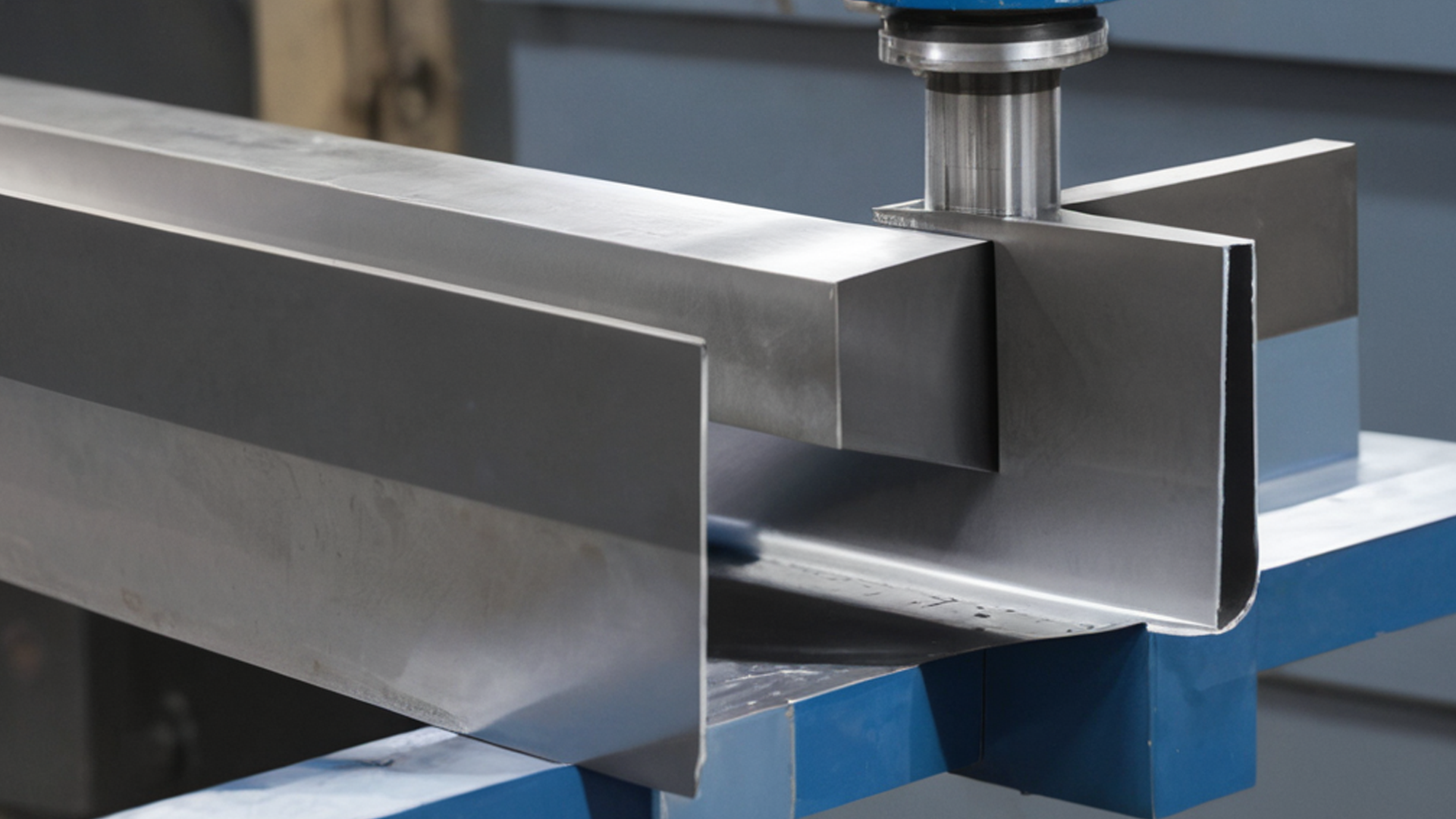
Dobramento de chapas metálicas é o processo de transformar uma chapa metálica por meio de um dispositivo de pressão e um molde especial para transformar uma chapa plana em um processo tridimensional.
Devido aos diferentes materiais, espessura, comprimento, largura das placas e diferentes formatos e ângulos a serem formados, existem máquinas de dobra com diferentes tonelagens e tamanhos de equipamentos de pressão, equipadas com diferentes alturas, formatos e tamanhos em V das matrizes superior e inferior com formatos especiais.
Quais são os tipos de flexão?
O processamento de dobra é dividido em três tipos: dobra parcial, dobra fechada e dobra por estampagem.
① Flexão parcial
É um método de dobra em ângulos retos e obtusos usando uma matriz superior abaixo de 88° e uma matriz inferior de V = 12t (V representa a largura da ranhura e t representa a espessura do material).
② Muito curvado
É um método de dobra de ângulo de 90°. V = 6 ~ 12t é selecionado para a matriz inferior fortemente dobrada.
3. Dobra de estampagem
A matriz superior de 90° é usada para dobra em ângulo reto. (É uma dobra padrão em ângulo reto). A matriz inferior para dobra por estampagem é V = 5 ~ 6t.
Sequência geral de flexão:
1. Primeiro o lado curto e depois o lado longo: Em geral, quando há dobras nos quatro lados, dobrar primeiro o lado curto e depois o lado longo é benéfico para o processamento da peça de trabalho e a montagem da matriz de dobra.
2. Periferia primeiro, depois meio: Normalmente, a dobra é feita da periferia da peça de trabalho para o centro da peça de trabalho.
3. Parcial e depois inteira: Se houver algumas estruturas dentro ou fora da peça de trabalho que sejam diferentes de outras dobras, geralmente essas estruturas são dobradas primeiro antes de dobrar outras partes.
4. Considere a interferência e organize razoavelmente a sequência de dobra: a sequência de dobra não é estática e a sequência de processamento deve ser ajustada adequadamente de acordo com o formato da dobra ou do obstáculo na peça de trabalho.
Razões para a indentação de curvatura:
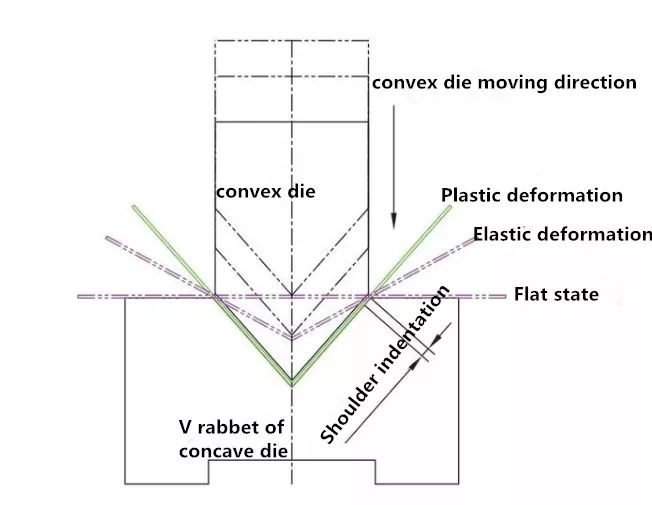
A dobra de chapa metálica é o processo de conformação de uma chapa metálica sob a pressão de um punção ou matriz de um máquina de dobrar, primeiro sofrendo deformação elástica e, em seguida, entrando em deformação plástica. No início da flexão plástica, a chapa está livre para dobrar. Com a pressão do punção ou da matriz sobre a chapa, a chapa e a superfície interna da ranhura em V da matriz se aproximam gradualmente, enquanto o raio de curvatura e o braço de força de flexão são gradualmente reduzidos. Faça contato total com a chapa em três pontos, e uma flexão em V é concluída neste momento.
Durante a dobra, como a chapa metálica é deformada elasticamente pela prensagem da matriz de dobra, o ponto de contato entre a chapa e a matriz deslizará à medida que o processo de dobra prossegue. Durante o processo de dobra, a chapa passará por dois estágios distintos: deformação elástica e deformação plástica. Durante o processo de dobra, haverá um processo de retenção de pressão (o molde e a chapa estão em contato em três pontos). Três linhas de indentação são formadas. Essas linhas de indentação são geralmente produzidas pela placa e pelo ressalto em V da matriz, por isso são chamadas de indentações de ressalto.

Fatores que afetam a indentação de flexão de chapa metálica
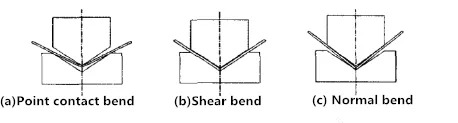
1 Influência do método de flexão
Como o método de dobra é diferente, o grau de contato entre a placa e a matriz é diferente, então a probabilidade de indentação também é diferente.
2 Influência da dureza da placa
3 Influência da estrutura da matriz
4 Precisão da máquina e do molde
Maneiras de reduzir o recuo
1 Use almofadas anti-indentação
2 Luva de borracha à prova de matriz fêmea em V simples
3 pedaços de uretano e almofada AT
4 Matriz de fundo de borracha dura
5 Sem recuo na matriz inferior
