








Entendendo o raio e a espessura da dobra de chapas metálicas

Ao trabalhar com chapas metálicas, muitas vezes me pego explorando a relação entre chapas metálicas raio de curvatura e espessura da chapa. Entender como esses dois fatores interagem é crucial para obter dobras precisas e manter a integridade estrutural. Um raio de curvatura adequado pode influenciar não apenas a estética do produto final, mas também seu desempenho sob tensão. Neste artigo, abordarei os principais aspectos dessa relação, fornecendo insights que podem ajudar iniciantes e profissionais experientes a navegar pelas complexidades da fabricação de chapas metálicas.
O dobra de chapa metálica A superfície é um valor obrigatório no desenho da chapa metálica. É difícil determinar seu tamanho no processamento real do valor. Esta peça de dobra de chapa metálica está relacionada à espessura do material, à pressão da máquina de dobra e à largura da ranhura da matriz inferior da matriz de dobra. Qual a importância? Vamos estudá-la hoje.
A experiência no processamento real de chapas metálicas mostra que quando a espessura geral da chapa não é maior que 6 mm, o raio interno da curvatura da chapa metálica pode ser usado diretamente como o raio durante a curvatura.
Raio de curvatura da chapa metálica
Quando a espessura da chapa é maior que 6 mm e menor que 12 mm, o raio de curvatura da chapa é geralmente de 1,25 a 1,5 vezes a espessura da chapa. Quando a espessura da chapa não é menor que 12 mm, o raio de curvatura da chapa é geralmente de 2 a 3 vezes a espessura da chapa.
Quando o raio de curvatura é R = 0,5, a espessura geral da chapa metálica T é igual a 0,5 mm. Se você precisar de um raio maior ou menor que a espessura da chapa, precisará usar um molde especial.
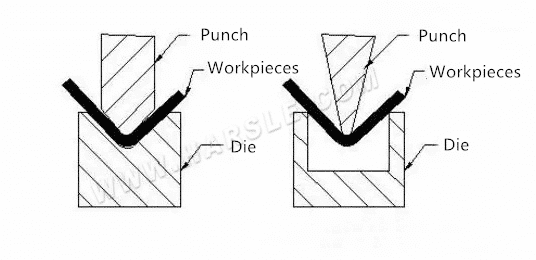
Quando o desenho da chapa metálica exige que a chapa seja dobrada em 90°, mas o raio de curvatura é particularmente pequeno, a chapa deve ser processada com uma ranhura de aplainamento antes da dobra. Também é possível processar as matrizes superior e inferior de matrizes especiais de máquinas de dobra.

A superfície de dobra da chapa metálica tem uma certa relação com a largura da ranhura inferior da matriz de dobra.
Através de um grande número de experimentos no processamento de chapas metálicas, descobriu-se que existe uma certa relação entre a largura da ranhura sob a matriz de dobra e o raio de curvatura. Por exemplo, uma chapa de 1,0 mm é dobrada com uma largura de ranhura de 8 mm, de modo que o raio de curvatura obtido por prensagem é idealmente R1.
Se uma ranhura de 20 mm for utilizada para a dobra, como a matriz superior se move para baixo durante a dobra, a profundidade da chapa esticada atinge um determinado ângulo. Portanto, sabemos que a área da ranhura com 20 mm de largura é maior do que a área da ranhura com 8 mm de largura. Ao dobrar com uma ranhura de 20 mm de largura, a área esticada e o ângulo R também aumentam.
Portanto, quando houver a necessidade de um raio de curvatura da chapa sem danificar o molde da máquina de dobra, tentamos dobrar com uma ranhura o mais estreita possível. Em circunstâncias normais, recomenda-se operar de acordo com a espessura padrão da chapa e a relação da largura da ranhura de 1:8. O mínimo não deve ser menor que a relação entre a espessura da chapa e a largura da ranhura de 1:6 para operar. A dobra da chapa metálica pode ser apropriadamente menor, não menor que a relação entre a espessura da chapa e a largura da ranhura de 1:4 para operar. Sugestão: Quando a resistência permitir, é preferível usar o método de planejamento antes da dobra para obter um pequeno raio de curvatura da chapa metálica.
Conclusão
Compreender a interação entre raio de curvatura e espessura é essencial para o sucesso da fabricação de chapas metálicas. A seleção adequada desses parâmetros ajuda a garantir dobras de alta qualidade que atendam às especificações do projeto sem comprometer a integridade do material.
America-Miami-Customer-Feeback.jpg)










