Tecnologia de conformação de chapas metálicas - Dobramento manual de chapas metálicas
Na minha experiência prática com conformação de chapas metálicas tecnologia, descobri que o manual flexão de chapas metálicas continua sendo uma habilidade fundamental na indústria. Apesar dos avanços em equipamentos automatizados, manuais flexão Oferece flexibilidade e precisão que podem ser inestimáveis para projetos menores ou designs complexos. Ao longo dos anos, aprimorei minhas técnicas e aprendi as melhores práticas para obter dobras precisas, mantendo a integridade do material. Neste artigo, compartilharei insights sobre a tecnologia de conformação de chapas metálicas, com foco no processo de dobra manual, suas técnicas e dicas que podem ajudar tanto iniciantes quanto fabricantes experientes a se destacarem em seu trabalho.
Dobramento Manual de Chapas
Existem muitos métodos de processamento de dobra para chapas metálicas. A dobra manual refere-se ao processamento de peças de chapa metálica dobradas utilizando ferramentas simples e operações manuais, que incluem principalmente a dobra e a bainha de chapas finas.
A dobra manual é uma das tarefas mais importantes da metalurgia, e muitas peças complexas de chapa metálica precisam ser feitas à mão. Alguns formatos comuns de peças dobradas à mão são mostrados na figura.
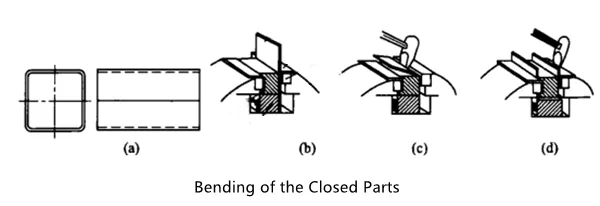
A dobra manual de chapas é utilizada principalmente para chapas finas com espessura inferior a 3 mm, especialmente chapas com espessura entre 0,6 e 1,5 mm. Para a dobra de chapas mais espessas, o método de processamento que consiste em aquecer localmente a peça a ser dobrada e, em seguida, dobrá-la é frequentemente utilizado. As peças processadas por dobra de chapas metálicas são geralmente peças de pequeno e médio porte. Na produção, é frequentemente utilizada para o processamento de peças fechadas ou semifechadas, difíceis de conformar com um pequeno número de máquinas-ferramentas de peça única.

⒈Ferramenta de dobra manual
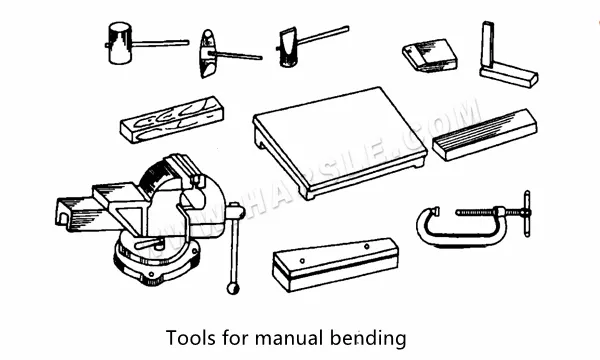
Ferramentas de dobra manuais incluem principalmente vários tipos de martelos, tábuas de madeira, chifres, ferros de calibre, tornos de bancada, grampos de arco, etc.
⒉Cálculo do comprimento da curva em branco
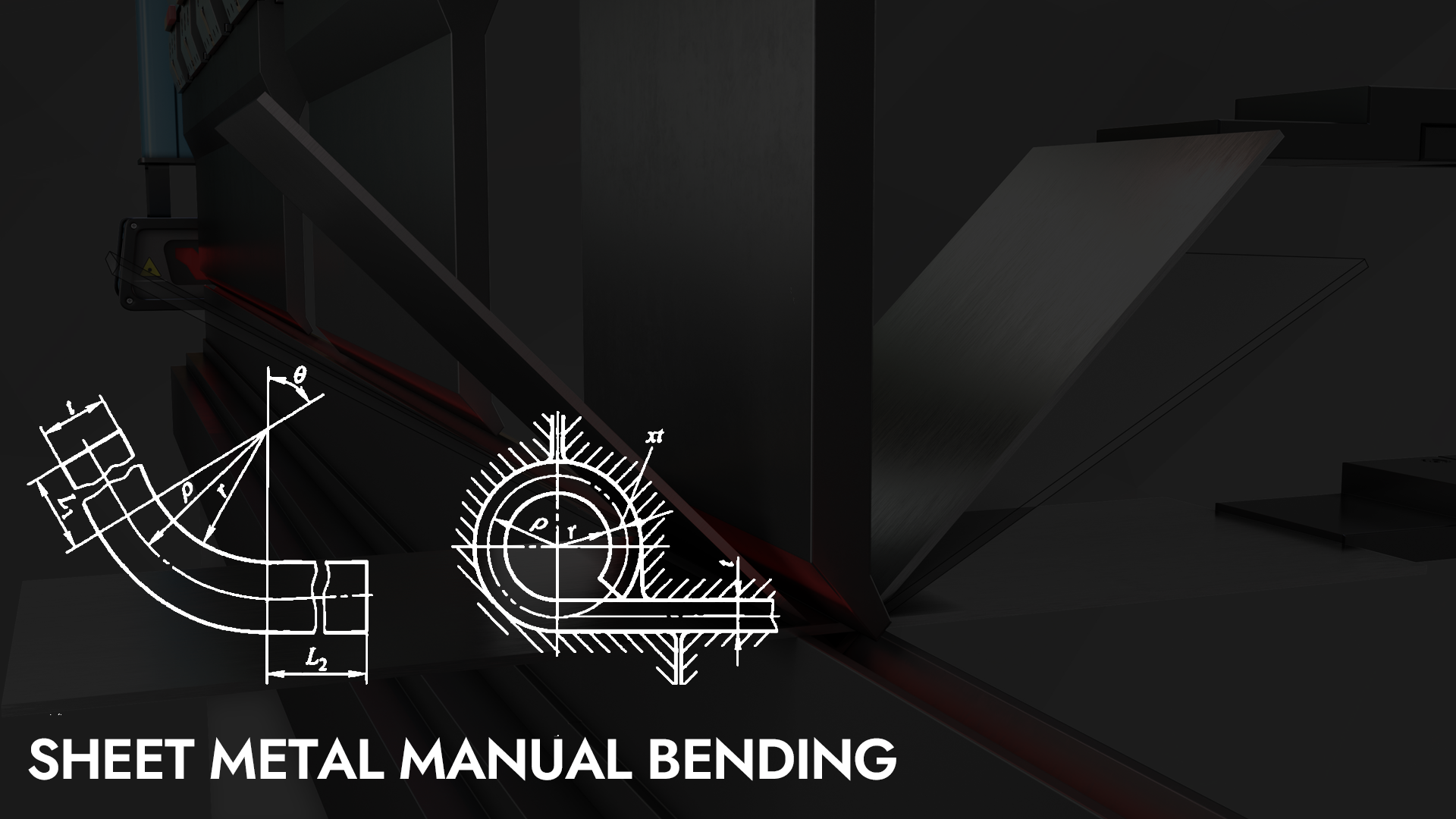
Quando a chapa é dobrada, a precisão do tamanho desdobrado da peça dobrada está diretamente relacionada à precisão dimensional da peça dobrada. Como a camada neutra de dobra tem o mesmo comprimento antes e depois da deformação por dobra, o comprimento da camada neutra de dobra é o comprimento desdobrado da peça bruta a ser dobrada. Dessa forma, a chave para o cálculo do comprimento da peça bruta de toda a peça curvada é como determinar o raio de curvatura da camada neutra curvada. Na produção, geralmente é utilizada uma fórmula empírica para determinar o raio de curvatura p da camada neutra.
Após a determinação da posição da camada neutra, obtém-se a soma do comprimento da reta e da parte em arco, que corresponde ao comprimento do material desdobrado da melhor peça. No entanto, como a deformação por flexão é afetada por diversos fatores, como propriedades do material, estrutura do molde, método de dobra, etc., para peças com formas complexas, ângulos de dobra maiores e tolerâncias dimensionais menores, as fórmulas acima devem ser utilizadas para cálculos preliminares para determinar o teste. Após a dobra da peça bruta, o comprimento exato da peça bruta pode ser determinado após a qualificação do teste de dobra.
● No cálculo e na produção de peças dobradas a 90°, quando o ângulo de dobra é de 90°, o método de dedução comum é usado para calcular o comprimento de expansão da peça dobrada, conforme mostrado na Figura 7-3. Quando a espessura da chapa é t, o raio do ângulo interno de dobra é r e a peça dobrada é bruta. Expanda o comprimento L para
L=a+b—u
Na produção, se os requisitos para o comprimento da peça dobrada não forem precisos, o comprimento desdobrado L da peça dobrada pode ser aproximado pela seguinte fórmula (onde a e b se referem ao comprimento dos dois lados retos da dobra, e t é a espessura da folha).
Quando o raio de curvatura r≤1,5t, L=a+b+0,5t;
Quando o raio de curvatura é 1,5t
Quando o raio de curvatura é 5t
Quando o raio de curvatura r>10t, L=a + b—3,5t.
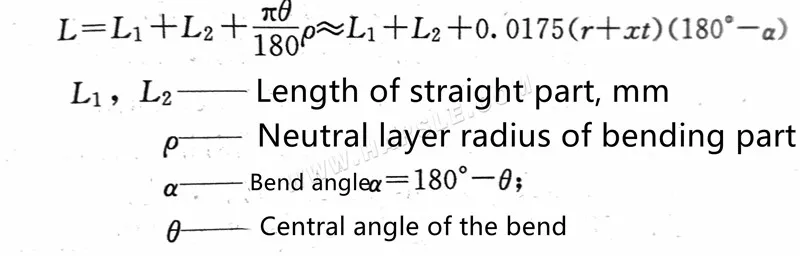
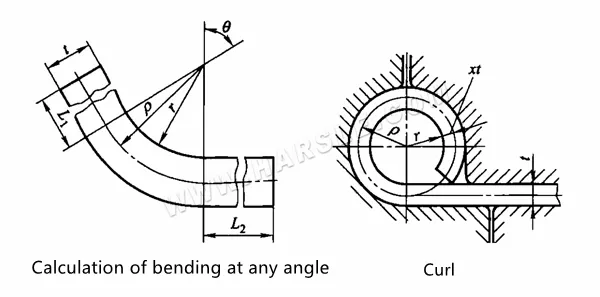
● Cálculo da flexão em qualquer ângulo A parte de flexão de qualquer ângulo de flexão pode ser calculada pela seguinte fórmula
Para a peça de dobra de corrente de bolinho com r = (0,6 ~ 3,5) t, quando o arroz é dobrado pelo método de matriz de laminação mostrado na Figura (-4), o punção aplica uma faca de pressão em uma extremidade da peça bruta, o que é diferente da dobra geral. Devido à deformação plástica, o material não é mais fino, mas sim mais espesso. A camada de armadura se move do meio da espessura da chapa para a camada externa curva, de modo que o coeficiente de deslocamento da camada neutra é maior ou igual a 0,5.
● Flexão de ângulos
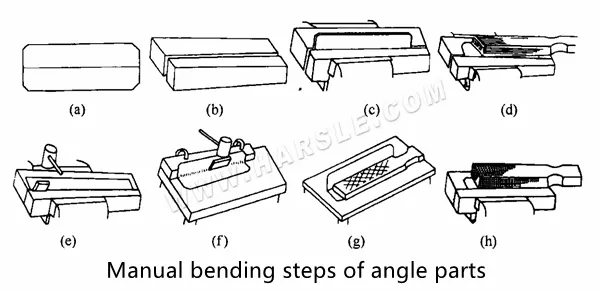
Para dobrar manualmente um ângulo, primeiro calcule o tamanho e a extensão e, em seguida, desenhe a linha central da dobra. Prepare dois módulos ou peças de ferro mais longos que a peça, certificando-se de que o ângulo R coincida. Prenda a lã entre esses dois tamanhos para alinhá-la com o centro R, usando uma placa de borracha ou madeira como molde. Use ferramentas de madeira para moldar uniformemente o ângulo R, batendo suavemente para estimular e eliminar o ricochete. Alinhe a peça a 45° usando um martelo de madeira e, em seguida, alise quaisquer reentrâncias colocando a peça curva sobre uma plataforma e batendo na superfície interna com uma placa de borracha. Por fim, bata na peça de trabalho usando uma placa de borracha para finalizar o formato.
Se o comprimento da peça de trabalho for de 2 a 3 vezes maior que o comprimento da garra, e os dois lados da peça de trabalho forem mais longos, quando fixada na plataforma, ela pode ser pressionada contra a placa ranhurada em T com a placa de pressão e abaixo da almofada de dobra. Tiras de madeira, batidas em madeira quadrada, fazem com que ela seja gradualmente dobrada no ângulo desejado.
Quando feito à mão, se a folha T for fina (T ≤ 3 mm) e o raio de curvatura r ≤ 1,5 t, a precisão do tamanho do elemento de dobra não será alta, e a posição da linha central de dobra poderá ser processada da seguinte forma:
a. Curvado unilateralmente, sua linha central de flexão é igual às dimensões externas da porção de flexão das peças da peça de espessura T, ou seja, H -T;
b. Curvado nos dois lados, sua linha média de dobra é igual às dimensões externas do local de dobra da peça para reduzir a espessura, ou seja, A-2T. No entanto, o comprimento de expansão L da peça dobrada deve ser determinado seguindo a fórmula de cálculo de tamanho incorreto relevante.
Durante a dobra, a dobra é feita após a perfuração. Quando os tamanhos A e C estiverem próximos, os tamanhos A e C devem ser feitos primeiro, a linha central curva deve ser posicionada e, em seguida, posicionada no furo central, e o feto curvado é encaixado no tigre. O alicate é dobrado em ambos os lados. A força deve ser uniforme e ter a mesma força da pressão durante a dobra, para não puxar os furos. Caso contrário, para garantir a qualidade do quadrado intermediário, o método de processamento da primeira dobra e o retrabalho do furo quadrado devem ser adotados.
Durante a dobra, a dobra é feita após a perfuração. Quando os tamanhos A e C estiverem próximos, os tamanhos A e C devem ser feitos primeiro, a linha central curva deve ser posicionada e, em seguida, posicionada no furo central, e o feto curvado é encaixado no tigre. O alicate é dobrado em ambos os lados. A força deve ser uniforme e ter a mesma força da pressão durante a dobra, para não puxar os furos. Caso contrário, para garantir a qualidade do quadrado intermediário, o método de processamento da primeira dobra e o retrabalho do furo quadrado devem ser adotados.
Tecnologia de conformação de chapas metálicas - Dobramento manual de chapas metálicas
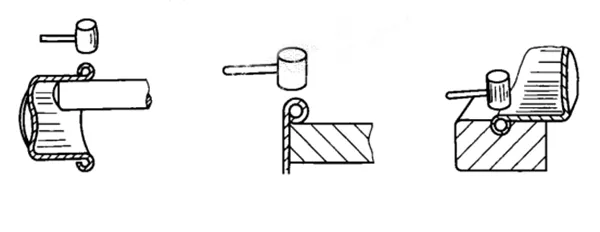
É difícil dobrar um pequeno lote de peças seladas ou semi-fechadas com uma máquina-ferramenta. Nesse caso, a dobra manual é frequentemente utilizada. Ao dobrar, primeiro desenhe uma linha de dobra no material desdobrado e, em seguida, use um ferro de calibração para colocá-lo na morsa. Ao prender, coloque o ferro de calibração 2 a 3 mm acima da placa de apoio, alinhe a linha de dobra com o ângulo do ferro de calibração e, em seguida, use a mão para bater no lado curvo para dobrar ambos os lados em forma de U. Ao dobrar, a força deve ser uniforme e deve haver uma separação para baixo e, finalmente, a boca para cima para dobrar em uma peça.
Dobramento de chapas metálicas
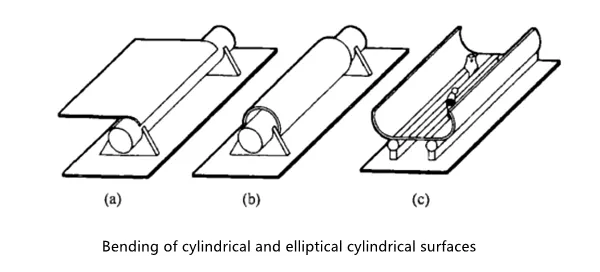
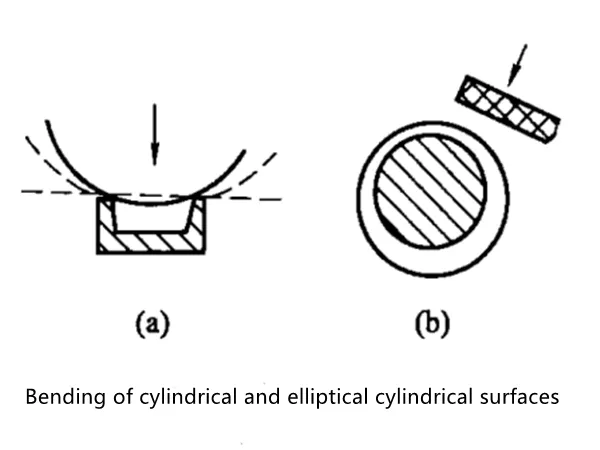
As formas comuns de curvatura de chapas metálicas incluem principalmente superfície cilíndrica, superfície cilíndrica elíptica e superfície cônica.
⒈Dobra de superfície cilíndrica e superfície cilíndrica elíptica O processo operacional específico de dobra de superfície cilíndrica e superfície cilíndrica elíptica inclui vários processos, como pré-dobramento, arredondamento e arredondamento.
Antes da dobra, uma bissetriz paralela ao eixo de dobra deve ser desenhada na chapa como referência de martelamento para a dobra subsequente. Dois trilhos ou barras de aço redondos paralelos são usados como moldes para a dobra.
Independentemente de o material a ser dobrado ser uma chapa fina ou grossa, ambas as extremidades devem ser pré-dobradas. Ao dobrar as extremidades no aço redondo, a chapa deve ser posicionada paralelamente ao aço redondo; para chapas de aço finas, pode-se usar madeira ou madeira. O martelo é martelado gradualmente para dentro e, quando as juntas se sobrepõem, é aplicada uma soldagem a ponto e o arredondamento é realizado após a soldagem. Para chapas grossas, um martelo de arco e uma marreta podem ser usados para martelar entre duas barras redondas de ambas as extremidades para dentro e soldar as juntas depois que elas estiverem arredondadas e, em seguida, arredondadas.
Dobre superfícies cilíndricas e elípticas, ou martele a tarugo em aço de canal ou viga I e, em seguida, coloque-a em uma barra redonda com um diâmetro um pouco menor e use uma régua quadrada de madeira para ajustar o círculo.
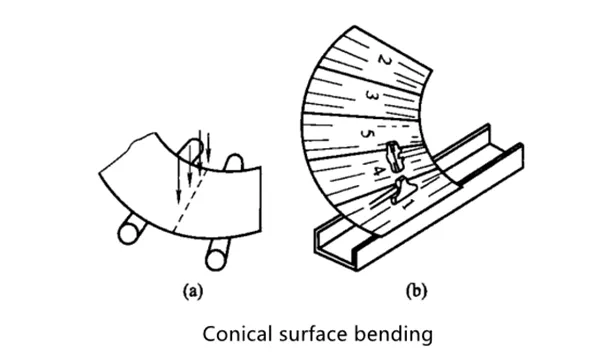
⒉Para fazer uma peça cônica dobrando a superfície cônica, você deve primeiro dispor o material adequado e, em seguida, desenhar a linha bissetora da superfície cônica na chapa como referência para o martelamento, e então fazer um modelo de dobra. Como a curvatura da superfície cônica é inconsistente, pelo menos dois gabaritos em formato de cartão devem ser usados para testar nas posições corretas.
Ao dobrar, fixe primeiro duas barras redondas de mesmo diâmetro de acordo com o ângulo de divisão igual desenhado pela peça em forma de leque. Coloque a placa sobre a barra e use um martelo de arco e uma marreta para dobrar e martelar de acordo com a linha reta. Primeiro, dobre as duas extremidades e, em seguida, dobre o meio. Verifique com o gabarito a qualquer momento e, por fim, coloque-a sobre uma barra redonda de diâmetro ligeiramente menor para correção.
Se for moldado em aço de canal, deve ser martelado em seções de acordo com a sequência de 1, 2, 3…5, conforme mostrado na figura e na direção do raio. A força de martelamento deve ser aumentada de cima para baixo, aumentando gradualmente de leve a leve. Após o radiano e o cone atenderem aos requisitos do modelo, a dobra da próxima área pode ser realizada.
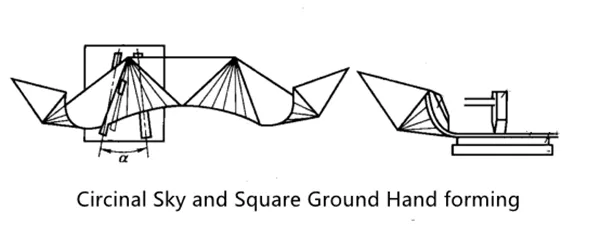
⒊A curvatura de componentes em forma de círculo celeste. Devido à formação do círculo celeste, existem planos e arcos. O arco não é apenas uma parte do cone oblíquo, mas também uma extremidade do cone está no ápice do cone oblíquo. Sua formação é geralmente feita manualmente, transformando-a em uma pirâmide poligonal e formando-a ao longo de sua linha de cumeeira como uma linha de curvatura. Parte da superfície curva no círculo celeste torna-se uma superfície poligonal. O efeito de curvatura da superfície curva está positivamente relacionado ao número de arestas do polígono.
Componentes locais do círculo superior são frequentemente encontrados na produção de estruturas de aço. Como o número de aplicações geralmente não é grande, a conformação manual é geralmente utilizada. Durante a conformação, a superfície curva adjacente à borda deve ser conformada primeiro e, em seguida, a superfície curva na parte central é conformada. Caso contrário, ao conformar a superfície curva da parte final, a parte da borda é virada para cima devido à flexão central, ocupando o espaço operacional necessário para a flexão, o que afeta o andamento normal do trabalho de conformação.
A operação de dobra do componente local do círculo superior é mostrada na figura. O ângulo entre as barras redondas da matriz inferior é α = 10° a 15°, e o diâmetro das barras redondas é geralmente de 25 a 35 mm. Quando o martelo de dobra é pressionado na linha de dobra com o martelo de tipo, a força de martelamento deve ser uniforme, e a força de martelamento deve ser alterada de leve para pesada com os diferentes raios de curvatura de cada linha de dobra. A parte do arco deve ser martelada levemente, e a parte da boca quadrada deve ser martelada fortemente, e o arco deve ser inspecionado continuamente com um gabarito moldado.
Para a dobra de juntas em arco e ângulo, se a peça mostrada no desenho for dobrada, a linha de dobra deve ser desenhada na chapa. Antes da dobra, os arcos e furos em ambas as extremidades devem ser processados. Ao dobrar, prenda o material da chapa em uma morsa de bancada com uma junta, primeiro dobre as duas extremidades das peças 1 e 2 e, por fim, dobre o arco da peça sobre o aço redondo.

Crimpagem de folhas
Para aumentar a rigidez e a resistência da borda da peça, ela é enrolada. Esse tipo de trabalho é chamado de ondulação. Existem dois tipos de ondulação: ondulação com fio e ondulação oca.
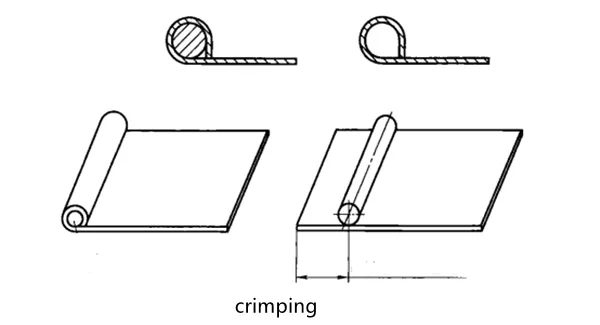
A crimpagem de arame refere-se à inserção de um fio de ferro dentro da borda laminada para torná-la mais resistente. A espessura do fio de ferro é determinada de acordo com o tamanho da peça e a força que ela recebe. Geralmente, o diâmetro do fio de ferro é mais de 3 vezes a espessura da chapa. Geralmente, o comprimento L do fio de ferro enrolado é selecionado como 2,5 vezes o diâmetro d do fio de ferro, ou pode ser calculado como L = d/2 + 2,35(d + t), onde d é o diâmetro interno da bobina e t é a espessura da chapa.
⒈Operação de crimpagem: A figura a seguir mostra o processo de operação de crimpagem manual e crimpagem. As etapas específicas são as seguintes.
●Desenhe duas linhas curvas no espaço em branco, das quais: L1=2,5d; L2=(1/4~1/3)L1. d—diâmetro do fio
●Coloque a peça em branco na plataforma de modo que o tamanho da plataforma exposta seja igual a L2, pressione a peça em branco com a mão esquerda e bata na borda da plataforma exposta com a mão direita com um martelo para dobrar para baixo até 85°~90°, conforme mostrado na figura.
●Em seguida, estenda e dobre o blank até que a borda da plataforma esteja alinhada com a segunda linha de curvatura, ou seja, faça a parte exposta da plataforma igual a L1 e faça a borda da primeira batida na plataforma, conforme mostrado na figura.
●Vire a folha em branco de modo que a borda ondulada fique voltada para cima, bata levemente e uniformemente no botão da borda ondulada para dentro, de modo que a parte ondulada gradualmente se torne um formato de arco, conforme mostrado na figura.
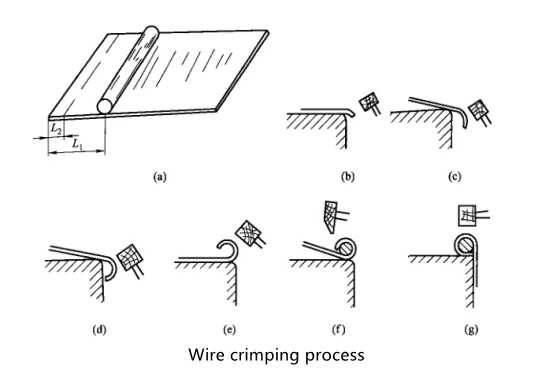
●Coloque o fio de ferro na borda de ondulação, comece de uma extremidade ao colocá-lo, para evitar que o fio de ferro saia, primeiro dobre uma extremidade e, em seguida, coloque uma seção para afivelar uma seção, afinal, fivelas, bata levemente para que a borda de ondulação fique próxima ao fio de ferro, conforme mostrado na figura.
●Vire a placa, faça a interface encostar na borda da plataforma, bata suavemente para fazer a interface morder, conforme mostrado na figura.
O processo de operação da crimpagem manual de ocos é o mesmo da fixação por grampos, ou seja, o fio de ferro é puxado para fora na extremidade. Ao puxar, basta prender uma extremidade do fio de ferro e girar a peça enquanto a puxa para fora. A extração pode ser feita diretamente à mão ou por meio da rotação de ferramentas elétricas, como uma furadeira manual.
⒉Exemplo de crimpagem: No processo real de operação de crimpagem, muitas vezes é necessário concluir outros procedimentos de processamento com a ajuda de alguns moldes de crimpagem.

●Desenhe as linhas inicial e final de acordo com o tamanho e apare as rebarbas das bordas com uma lima fina.
● Puxe a borda do ferro superior do arco pressionando a linha inicial para fazer a curva ficar em 85°~90°, conforme mostrado na figura; então levante o corpo do pote até que a linha final esteja alinhada com o ferro superior e curve a borda.
●Insira a extremidade curvada do corpo da panela na parte superior de ferro em forma de haste redonda e bata levemente e uniformemente na parte curvada com um martelo para dobrar para dentro e formar um arco.
●Coloque a parte enrolada na borda da plataforma e use um martelo para bater e nivelar a parte superior.
●Moldar na ranhura superior do ferro com o diâmetro externo da borda de crimpagem seca, como um arco côncavo.