








Guia dos principais métodos e precauções para máquinas de dobra CNC

Como alguém com experiência na fabricação de metais, sei o quão crucial é entender os vários métodos e precauções para usar um Máquina de dobra CNCNeste guia, compartilharei as principais técnicas para obter dobras precisas, juntamente com importantes medidas de segurança a serem consideradas. Seja você um profissional experiente ou iniciante em operações CNC, dominar esses métodos ajudará você a aumentar a eficiência e evitar erros dispendiosos. Este guia aborda tudo o que você precisa saber para otimizar sua Máquina de dobra CNC uso para resultados de primeira linha.
CNC Dobradeira Dobramento da chapa de diversas maneiras, considerando o princípio de diferentes e muitas maneiras de classificação. Este artigo aborda especificamente o processo de dobra, considerando a posição relativa das matrizes superior e inferior e a dobra na forma dos diferentes detalhes de vários métodos comuns de dobra, além de detalhes do processo de dobra e precauções.
Índice

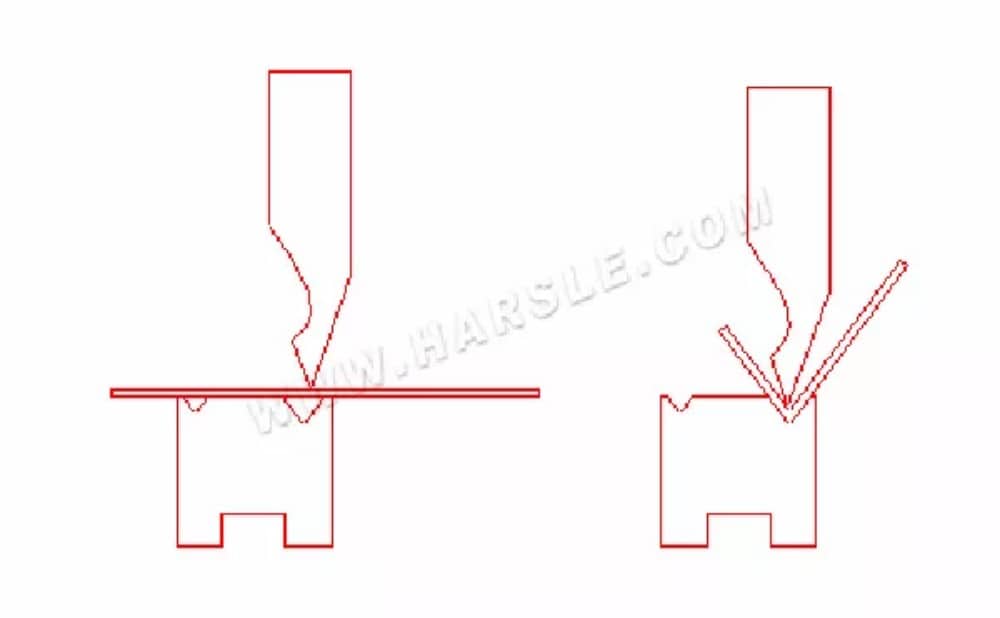
Em primeiro lugar, de acordo com as diferentes posições relativas dos moldes superior e inferior durante o processamento de dobra, o processamento de dobra é dividido em duas formas de dobra de folga e dobra inferior, as características e diferenças entre as duas são as seguintes.

● Dobramento de Lacuna
A máquina de dobra CNC, no processo de dobra, não pressiona a matriz superior e inferior. Ajustando a profundidade da matriz superior na abertura da matriz inferior para obter o ângulo de dobra necessário, este método de dobra é chamado de dobra por folga. Quanto mais profunda a matriz superior na matriz inferior, menor o ângulo de dobra; vice-versa, maior. Devido à elasticidade do material, também é necessário considerar o uso de sobredobramento para controlar a quantidade de rebote.

A vantagem da dobra por abertura é que um número menor de matrizes pode ser usado para atingir uma variedade de ângulos no processo de conformação, e a pressão de processamento necessária é pequena. Normalmente, para obter o melhor efeito de dobra, a relação entre a espessura do material B e a largura V da abertura em V da matriz inferior pode ser selecionada da seguinte forma.
1. espessura do material abaixo de 12,7 mm, B: V é 1: 8.
2. Quando a espessura do material é de 12,7 a 22,2 mm, B:V é 1:10.
3. Quando a espessura do material for superior a 22,2 mm, B:V é 1:12.
As três proporções acima são proporções de ferramentas padrão, o material é aço de baixo carbono, resistência do material de 43,4 kg/mm2. Na preparação do programa de processamento de dobra, os parâmetros acima podem ser definidos no sistema CNC, o sistema processa automaticamente para gerar o programa de processamento.

● Pressione a flexão inferior
A máquina de dobra CNC utiliza prensas para prensar a chapa inferior entre as matrizes superior e inferior, de modo a obter o ângulo de dobra e o raio de cotovelo necessários. A dobra inferior da máquina de dobra CNC é adequada para o processamento de chapas metálicas com espessura de 2 mm ou menos na produção de lotes médios e grandes. Seu raio de curvatura é pequeno – alta precisão de dobra – boa precisão. Deve-se observar que a pressão de trabalho da dobra inferior é maior do que a pressão de trabalho da dobra por abertura, geralmente três vezes maior.

O ângulo do molde de dobra inferior deve ser adaptado ao ângulo e ao material da chapa. Normalmente, na dobra inferior de aço macio, o ângulo das matrizes superior e inferior deve ser consistente com o ângulo necessário da chapa. O método de processamento de dobra inferior utiliza uma relação de molde que é a espessura do material da chapa B e a distância de abertura da matriz inferior V, razão B:V = 1:6.

Determine a tonelagem de trabalho no processo de dobra, aplicando forças entre as matrizes superior e inferior, de modo que o material sofra deformação plástica. A tonelagem de trabalho é a pressão de dobra durante a dobra. Os fatores que influenciam a tonelagem de trabalho são: raio de curvatura, modo de dobra, razão do molde, comprimento do cotovelo, espessura e resistência do material dobrado. Normalmente, a tonelagem de trabalho pode ser selecionada de acordo com a tabela a seguir e definida nos parâmetros de processamento.
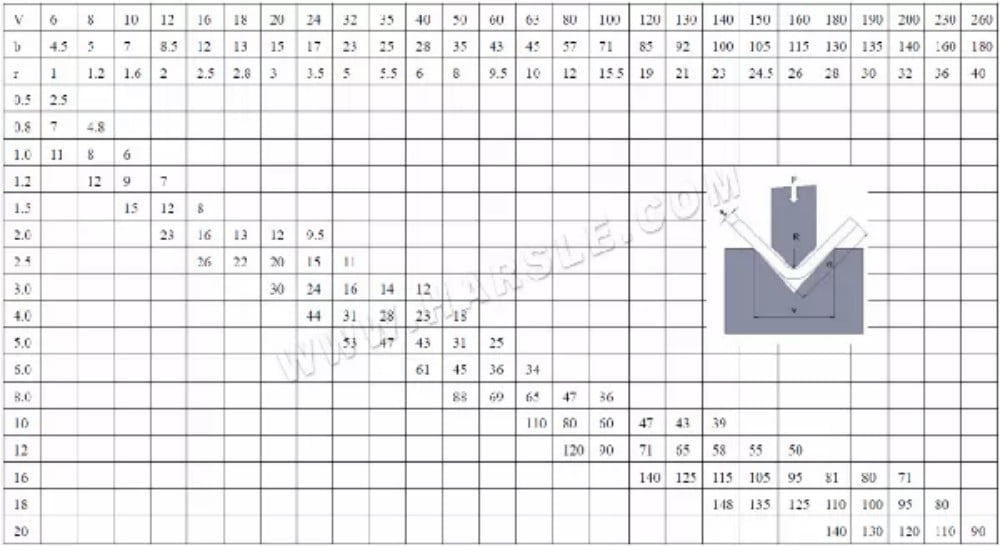
1. O valor da tabela para o comprimento da folha de um metro quando a pressão de flexão: Exemplo: S = 4 mm L = 1000 mm V = 32 mm Verifique a tabela para obter P = 330 kN
2. Esta tabela é calculada com base na resistência do material σb = 450N/mm2, na flexão de outros materiais diferentes, na pressão de flexão para os dados da tabela e no produto dos seguintes coeficientes: bronze (macio): 0,5; aço inoxidável: 1,5; alumínio (macio): 0,5; aço cromo-molibdênio: 2,0.
3. Fórmula de aproximação da pressão de dobra da máquina de dobra CNC: P = 650s2L/1000v onde a unidade de cada parâmetro P – kN, S – mm, L – mm, V – mm.
De acordo com as diferentes formas formadas após o processo de dobra, o processo de dobra é dividido em dobra em L, dobra em N, dobra em Z, achatamento de dobra reversa, ferragens prensadas e outras formas, as características e diferenças são as seguintes.
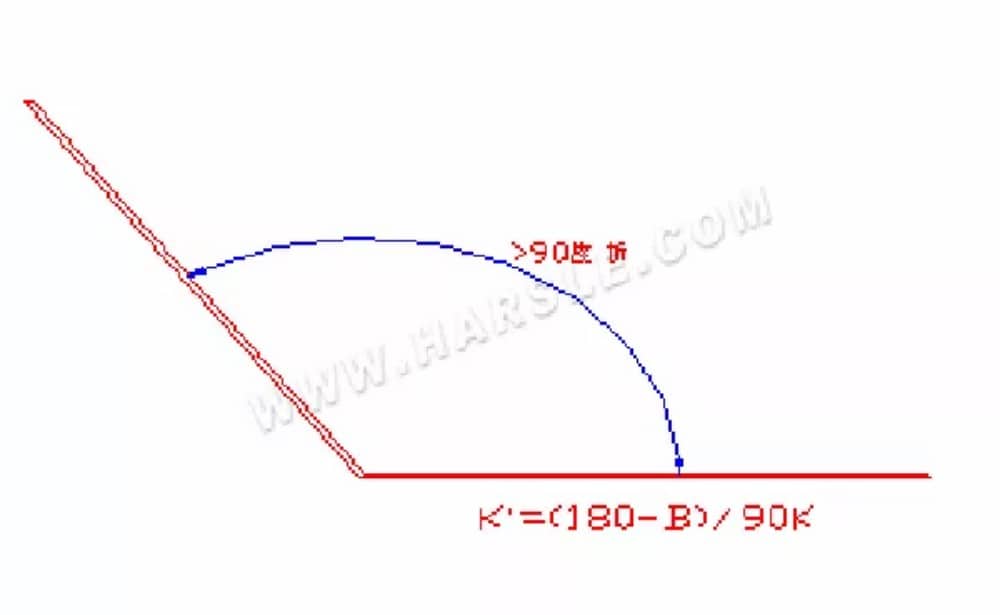
● Dobra em L
De acordo com o ângulo, é dividido em 90˚ e não 90˚. De acordo com o processamento, é dividido em processamento geral (L>V/2) e processamento especial (L
1. O molde é selecionado de acordo com o material, espessura da placa e ângulo de formação.
2. Princípio da posição inclinada.
①Dois medidores de pós-definição são usados como princípio, e o formato da peça de trabalho é usado para posicionamento.
②Um medidor de pós-definição em relação à posição, preste atenção à inclinação e exija o tamanho da dobra da peça de trabalho no mesmo centro online.
③Pequena flexão, processamento anti-flexão é melhor.
④É melhor apoiar-se no meio da parte de trás do medidor fixo para baixo. (A posição inclinada após o medidor fixo não é fácil de deformar)
⑤É melhor inclinar o lado mais próximo da parte traseira do medidor fixo.
⑥O lado longo é melhor.
⑦Usar o gabarito para auxiliar no posicionamento (posicionamento irregular da borda chanfrada).
3. Observação: preste atenção ao método de processamento e ao movimento do batente traseiro em vários métodos de processamento. Ao dobrar o molde, o batente traseiro deve ser puxado para trás para evitar que a peça de trabalho seja deformada durante a dobra. A dobra interna de peças grandes, como o formato da peça é maior e a área de dobra é menor, dificulta a sobreposição da ferramenta e da área de dobra, resultando em posicionamento difícil da peça de trabalho ou danos à peça de trabalho por dobra. Para evitar o acima exposto, um ponto de posicionamento pode ser adicionado na direção longitudinal do processamento, de modo que as duas direções do processamento de posicionamento sejam processadas, de modo a facilitar o posicionamento do processo e melhorar a segurança do processamento, evitar danos à peça de trabalho e melhorar a eficiência da produção.
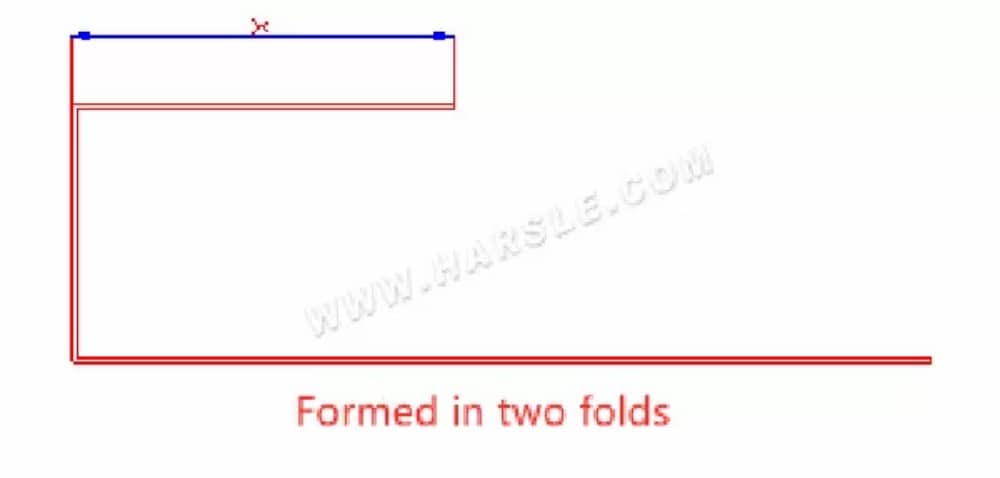
● N-fold
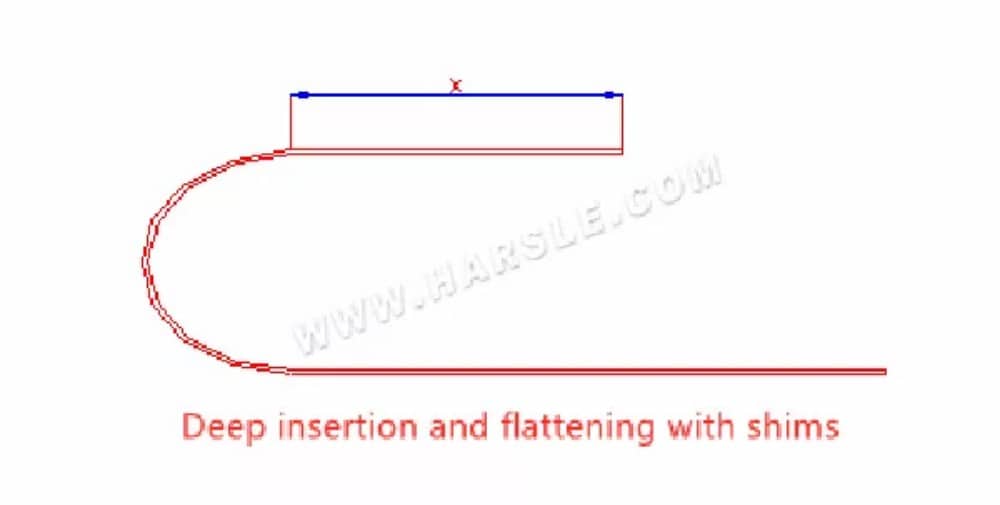
Dobra em N para usar diferentes métodos de processamento dependendo do formato. Ao dobrar, o tamanho do material deve ser maior que 4 mm e o tamanho da dimensão X é limitado pelo formato do molde. Se o tamanho do material for menor que 4 mm, métodos especiais são usados para o processamento.
1. De acordo com a espessura do material, tamanho, material e ângulo de curvatura para selecionar o molde.
2. Princípio de posicionamento: garantir que a peça de trabalho não interfira com a ferramenta
①Certifique-se de que o ângulo de inclinação seja ligeiramente menor que 90 graus.
②O melhor uso dos dois medidores de pós-determinação em relação à posição, exceto em circunstâncias especiais.
3. Notas.
①Após a dobra em L, o ângulo deve ser garantido em 90 graus ou ligeiramente menor que 90 graus para facilitar o processamento da posição inclinada.
②Ao processar a segunda dobra, é necessário inclinar-se contra a posição da superfície de processamento como o centro para se inclinar.
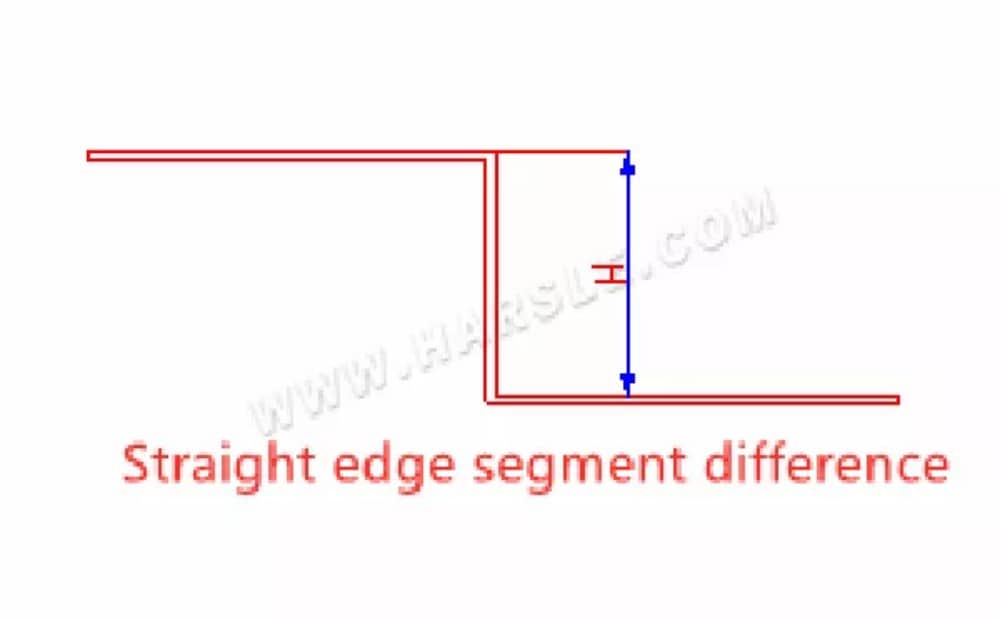
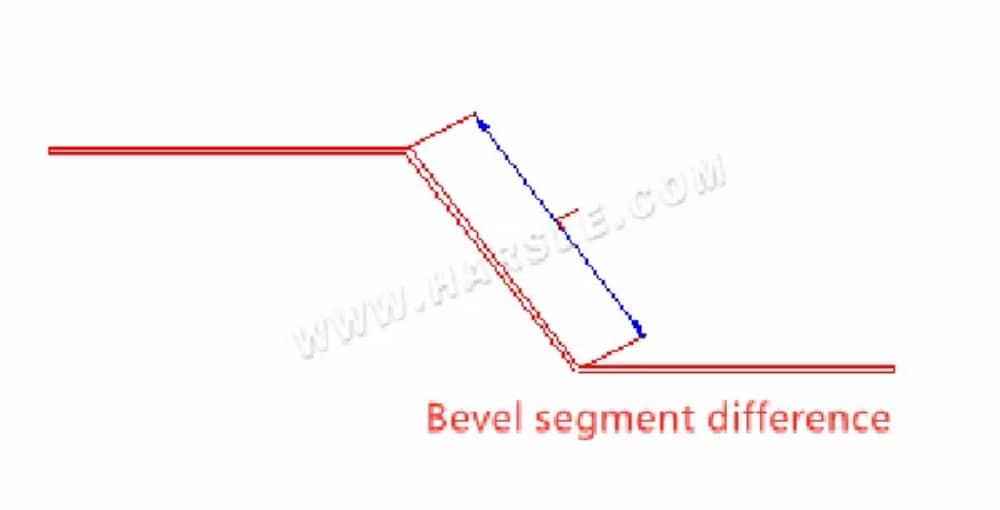
● Dobra em Z
A dobra em Z também é chamada de diferença de segmento, ou seja, uma dobra positiva e negativa. De acordo com o ângulo, é dividida em diferença de segmento de borda chanfrada e diferença de segmento de borda reta. O tamanho mínimo do processo de dobra é limitado pela ferramenta de processamento, enquanto o tamanho máximo de processamento é determinado pelo formato da máquina de processamento. Em geral, para materiais com dobra em Z com tamanho inferior a 3,5T, utiliza-se o processamento por matriz de diferença de segmento. Quando o tamanho for superior a 3,5T, utiliza-se o método de processamento normal.
1. Princípio da inclinação.
①Conveniente para se apoiar e boa estabilidade.
②A inclinação geral é a mesma da dobra em L.
③A inclinação secundária é necessária para processar a peça de trabalho e a matriz inferior de forma plana.
2. Precauções.
①O ângulo de processamento da dobra em L deve estar no lugar, geralmente necessário entre 89,5 e 90 graus.
②Quando o medidor de pós-definição for puxado para trás, deve-se prestar atenção à deformação da peça de trabalho.
③A sequência de processamento deve estar correta.
④Para processamento especial, os seguintes métodos podem ser usados: método de separação da linha central (processamento excêntrico), processamento em V pequeno (necessidade de aumentar o coeficiente de curvatura), conformação fácil da matriz, reparo da matriz inferior.
● Dobramento e achatamento reversos
Achatamento reflexivo, também conhecido como borda morta, as etapas de processamento da borda morta são: primeiro dobrar a profundidade do inserto para cerca de 35 graus e, em seguida, achatar com a matriz de achatamento até o achatamento e aperto.

1. Seleção de modo: escolha 30 graus de profundidade de inserção de acordo com 5 a 6 vezes a espessura do material, a largura da ranhura em V da matriz inferior, de acordo com a situação específica do processamento da borda morta para escolher a matriz superior.
2. Observação: A borda morta deve ser paralelizada em ambos os lados. Quando o tamanho do processamento da borda morta for longo, a borda achatada pode ser dobrada primeiro, após o ângulo de deformação ser achatado. Para bordas mortas mais curtas, pode-se usar o processamento de almofada.
● Hardware de prensagem
O uso de ferragens de encaixe tipo rabo de andorinha para prensas de dobradeiras, geralmente para uso em moldes côncavos, gabaritos e outros processamentos auxiliares de moldes. Em geral, são: porcas de pressão, pinos de pressão, parafusos de pressão e algumas outras ferragens.


1. Notas.
①Quando o formato da peça de trabalho precisar evitar o processamento, deve-se evitar a posição.
②Após o processamento para testar o torque, o empuxo está de acordo com o padrão e o hardware e a peça de trabalho estão planos e firmes.
③Diâmetro de prensagem após a dobra, para ser prensado próximo à máquina-ferramenta, devemos prestar atenção à prevenção do processamento e ao paralelismo do molde.
④Se estiver expandindo o diâmetro, também devemos prestar atenção para que o lado do diâmetro de expansão não possa ter rachaduras e o lado do diâmetro de expansão não possa ser mais alto que a superfície da peça de trabalho.
America-Miami-Customer-Feeback.jpg)

Australia-Customer-Feedback.jpg)
Brazil.png)
Serbia-Customer-Feedback.jpg)






