








Y32 vs. Y27: diferenças entre conformação e repuxo profundo
Neste artigo, explorarei as principais diferenças entre as máquinas Y32 e Y27, com foco em suas aplicações exclusivas nos processos de conformação e estampagem profunda. Compreender essas diferenças é fundamental para selecionar o equipamento certo para suas necessidades específicas de fabricação. À medida que eu me aprofundar nos recursos e nas características de ambos os modelos, você obterá informações sobre como cada máquina opera e as vantagens que elas oferecem. Se estiver pensando em fazer um upgrade ou simplesmente quiser saber mais sobre essas tecnologias, este guia fornecerá informações valiosas para aprimorar seu processo de tomada de decisão.
Redução das diferenças
A diferença entre a formação com um Y32 prensa hidráulica e desenho profundo com um Y27 prensa hidráulica O que diferencia os dois processos são as técnicas, as aplicações e os resultados específicos de cada um. Veja a seguir um detalhamento das diferenças entre conformação e estampagem profunda, juntamente com suas respectivas aplicações de prensa hidráulica:
Formação com a prensa hidráulica Y32:
●Técnica:
A moldagem com uma prensa hidráulica Y32 envolve a remodelagem de materiais planos ou pré-formados em formas desejadas usando várias técnicas, como flexão, estiramento, puncionamento e forjamento.
O material sofre deformação plástica, mas geralmente mantém sua espessura original durante todo o processo de formação.
●Aplicativos:
As prensas hidráulicas Y32 são usadas para uma ampla gama de aplicações de conformação em todos os setores, incluindo automotivo, aeroespacial, construção, bens de consumo e maquinário industrial.
As peças moldadas comuns incluem suportes, painéis, gabinetes, tubos e componentes estruturais.
●Resultado:
O principal objetivo da conformação com uma prensa Y32 é obter formas ou configurações específicas de peças sem alterar significativamente a espessura do material.
As peças moldadas podem ter geometrias complexas, mas sua espessura permanece relativamente consistente em comparação com as peças estampadas.
Trefilação profunda com a prensa hidráulica Y27:
●Técnica:
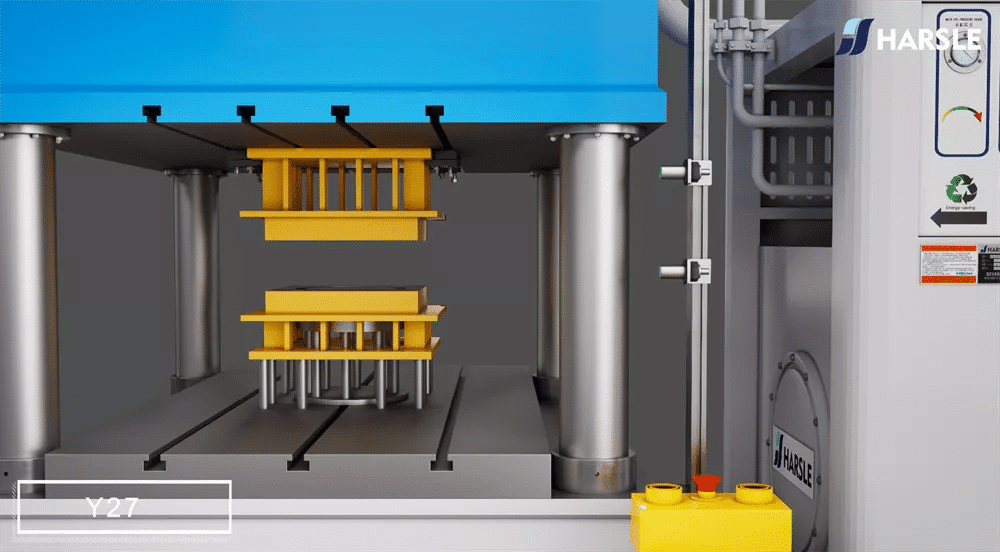
A estampagem profunda com uma prensa hidráulica Y27 é um processo de conformação especializado usado para criar peças ocas e tridimensionais a partir de chapas planas de metal.
O material em branco é puxado para dentro de uma cavidade de matriz usando um punção, o que resulta em um afinamento e alongamento significativos do material.
●Aplicativos:
As prensas hidráulicas Y27 são projetadas especificamente para aplicações de repuxo profundo, que são comumente encontradas em setores como automotivo, embalagens de consumo, utensílios de cozinha, eletrônicos e dispositivos médicos.
A estampagem profunda é usada para produzir componentes como latas, contêineres, painéis de carroceria automotiva, carcaças de eletrodomésticos e gabinetes de dispositivos médicos.
●Resultado:
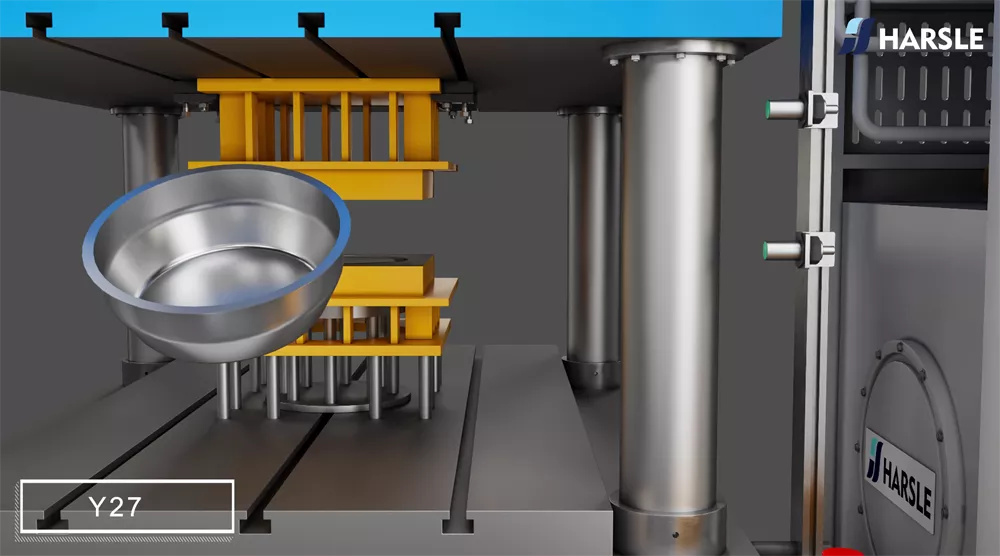
O principal resultado da estampagem profunda com uma prensa Y27 é a criação de peças complexas e ocas com profundidade maior do que a espessura original do material.
As peças de trefilação profunda normalmente apresentam afinamento e alongamento significativos do material, com transições suaves e rugas mínimas.
Resumo das diferenças:
1. Processo: A conformação com uma prensa Y32 envolve a remodelagem de materiais em formas desejadas sem desbaste significativo, enquanto a estampagem profunda com uma prensa Y27 envolve o estiramento e o desbaste do material para criar peças ocas e tridimensionais.
2. Aplicações: As prensas hidráulicas Y32 são usadas para uma ampla gama de aplicações de conformação, enquanto as prensas Y27 são especializadas em aplicações de repuxo profundo.
3. Resultados: As peças moldadas de uma prensa Y32 mantêm uma espessura relativamente consistente, enquanto as peças de repuxo profundo de uma prensa Y27 apresentam afinamento e alongamento significativos.
Processo de trabalho detalhado
Formação com a prensa hidráulica Y32:

Preparação de materiaisA conformação com uma prensa hidráulica Y32 começa com a preparação do material a ser conformado, que pode incluir chapas planas ou peças pré-formadas de metal.
Configuração de ferramentas:As ferramentas, incluindo matrizes (fêmeas) e punções (machos), são selecionadas e instaladas no leito da prensa de acordo com a forma e as dimensões desejadas da peça formada.

Material de carregamento:O material é colocado na superfície da matriz, garantindo o alinhamento e o posicionamento adequados para o processo de formação.

Fixação e retençãoA prensa prende o material firmemente no lugar para impedir o movimento durante a conformação, garantindo a modelagem precisa da peça.

Operação de formaçãoA prensa hidráulica aplica uma força controlada ao punção, que então deforma o material no formato da cavidade da matriz.


Várias técnicas de conformação, como flexão, estiramento, puncionamento ou forjamento, podem ser empregadas, dependendo dos requisitos da peça.
Operações múltiplasNo caso de peças complexas, várias operações de conformação podem ser realizadas sequencialmente, com ajustes nas ferramentas e nas configurações da prensa entre cada operação.
Ejeção e acabamento:Quando o processo de conformação é concluído, a peça formada é ejetada da cavidade da matriz. Qualquer excesso de material é cortado e operações de acabamento, como rebarbação ou tratamento de superfície, podem ser realizadas conforme necessário.


Trefilação profunda com a prensa hidráulica Y27:

Preparação de materiaisA estampagem profunda com uma prensa hidráulica Y27 começa com a preparação do material, normalmente chapas planas de metal com a espessura apropriada para a peça desejada.
Configuração de matrizUma matriz de estampagem profunda especializada é selecionada e instalada no leito da prensa, com uma cavidade de matriz moldada para corresponder à geometria final da peça.
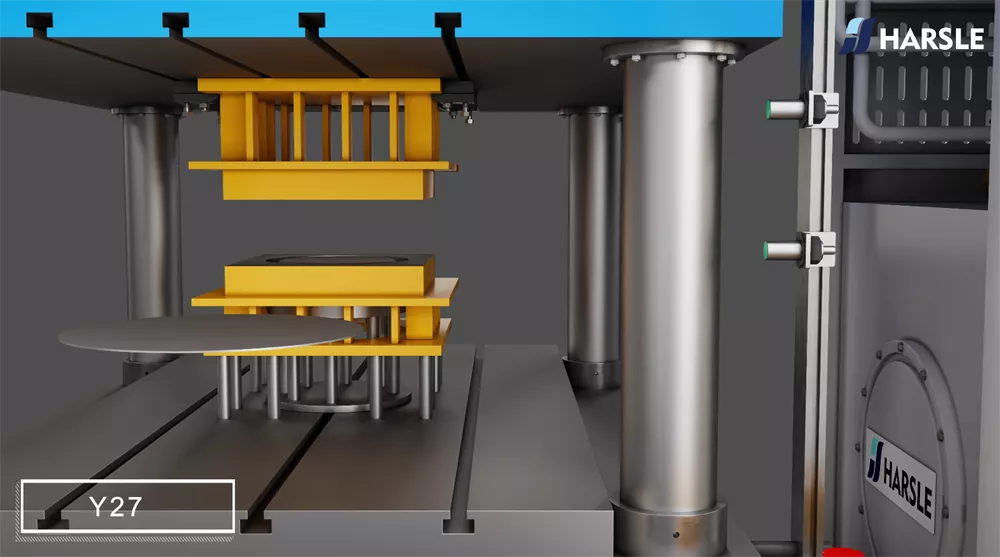
Material de carregamentoO material em branco é colocado na superfície da matriz e alinhado dentro da cavidade da matriz, garantindo o posicionamento adequado para o processo de desenho.
Fixação e retenção:A prensa prende o material em branco com segurança em torno de suas bordas, mantendo-o no lugar para evitar movimentos durante o desenho.
Operação de desenhoA prensa hidráulica aplica uma força controlada ao punção, que puxa o material em branco para dentro da cavidade da matriz.

À medida que o material é estirado, ele sofre um afinamento e um estiramento significativos, adaptando-se ao formato da cavidade da matriz para criar a peça final.
Controle de formaçãoAlmofadas de desenho e almofadas de matriz, se equipadas, oferecem suporte e controle adicionais durante o processo de desenho, minimizando as rugas e garantindo a precisão da peça.


Redesenho e acabamentoPara peças com geometrias complexas ou tolerâncias apertadas, várias operações de desenho podem ser realizadas iterativamente para obter a forma e as dimensões desejadas. Após a conclusão do desenho, a peça formada é ejetada da cavidade da matriz, cortada de qualquer excesso de material e finalizada conforme necessário.

Em resumo, embora tanto a conformação com uma prensa hidráulica Y32 quanto a estampagem profunda com uma prensa hidráulica Y27 sejam processos de usinagem de metais que envolvem prensas hidráulicas, eles diferem em técnicas, aplicações e resultados, atendendo a diferentes necessidades de fabricação e requisitos de produtos.
Russia-Customer-Feedback-5.jpg)
Russia-Customer-Feedback-4.jpg)
Russia-Customer-Feedback.jpg)








